Introduction
This meat processing and packaging factory spent an estimated \$203,640 annually on energy to operate the compressed air system at their Midwestern facility. Based on the air system operating 8,760 hours per year, the group of projects recommended below could reduce these energy costs by an estimated \$107,522 or 47% of current use. In addition, these projects will decrease compressor maintenance costs. Estimated costs for completing the recommended projects total \$21,900. This figure represents a simple payback period of 2 months.
The system assessment found demand-side reduction opportunities using compressed air dryer purge controls (that had been turned off), repairing compressed air leaks, and reducing blow-off air consumption by 734 cfm. This blow-off air reduction project delivered the majority of the energy savings, providing 1,209,999 kWh in annual savings adding up to almost \$72,599.

The Existing Compressed Air Installation
This Midwestern plant is a large (500,000 sq ft) meat processing plant with twenty packaging lines and nine palletizers. The compressed air system is supplied from three separate rooms with seven individual lubricant-cooled, single and 2-stage rotary screw compressors. The plant has four blower purge desiccant dryers designed to deliver a -40°F pressure dewpoint.
Compressor Room #1 has four rotary screw air compressors. All of the units are 125 psig rated discharge designs, except the Gardner Denver EBQ which a 100 psig design.
- Gardner Denver model VST55-90, 2-stage variable speed drive, lubricated air cooled, rotary screw compressor, 125-hp class producing 622 acfm at full load.
- Gardner Denver model EBQ99 single-stage lubricated rotary screw, air cooled compressor, 125-hp class producing 630 acfm at full load. Currently it is running load/no load control.
- Kaeser model DS241 single-stage belt driven, 180-hp class lubricated rotary screw compressor producing 724 acfm at full load. Operating in load/no load standard control.
- Ingersoll-Rand model EP50SE single-stage, air cooled, lubricated rotary screw compressor, 50-hp class producing 198 acfm.
Compressor Room #2 has two Ingersoll-Rand model EP125 single-stage, air cooled, 125-hp class rotary screw compressors producing 563 acfm at full load pressure of 125 psig. Compressor Room #3 has a Gardner Denver model EBP, 100-hp class single-stage air cooled, rotary screw compressor producing 440 acfm at full load.
The two most effective ways to run air compressors are at “Full Load” and “Off.” The two most common control methods used for rotary screw compressors are modulation and on-line/off-line. Modulation is relatively efficient at higher loads, but less efficient at lower loads.
The current system has 2-step control on the Gardner Denver unit #20 and Kaeser unit #17. The Ingersoll-Rand compressor units #11 and #12 have modulation and automatic control selection, and the Gardner Denver unit #16 is a variable speed drive. All the compressors are controlled by a central CAM controller. The current units have capacity controls capable of translating “less air used” into a comparable reduction in electric cost. These controls will work effectively with the current piping and air receiver storage situation.
There are four main dryers in the system. In Compressor Room #1, there is a Great Lakes model GEHD-750 external heat, blower purge dryer rated for 750 scfm. It has a 5-hp blower and a 24 kW heater. Currently, it is operating using purge air for regeneration with blower cooling. It is using 15% of its rated flow for three hours and the blower for one hour. It does not have a dewpoint demand controller installed.
The other dryer, in Compressor Room #1, is an Ingersoll-Rand model TZB1600 external heat blower purge dryer rated for 1,600 scfm. It has a 7.5-hp blower and a 30 kW heater. Purge control is installed but it is running on timer mode. This dryer is using purge air for cooling which is 15% for one hour of cooling. The dewpoint demand controller is inoperative and needs to be replaced.
Compressor Room #2 has a Sahara model BP1690 external heat blower purge dryer rated for 1,690 scfm. A dewpoint demand controller is installed and utilized. This dryer is also equipped with a 5-hp blower and a 30 kW heater. It is using purge air for cooling and the blower air for regeneration.
Compressor Room #3 has an AirCel model AEHD500 external heat blower purge dryer rated for 500 scfm. The dryer is equipped with a dewpoint demand controller and a 9 kW heater and 7.5-hp blower. The dewpoint demand controller is not working.
Figure 1. Compressor Room #1
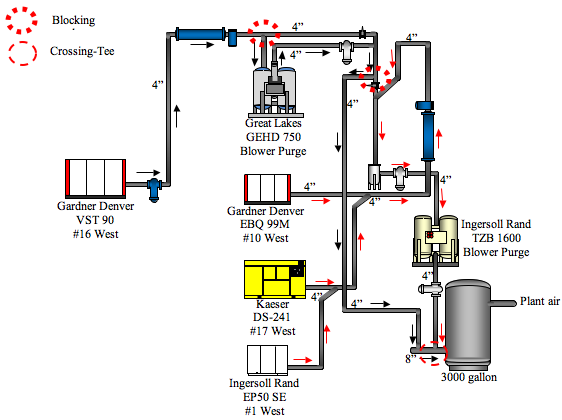
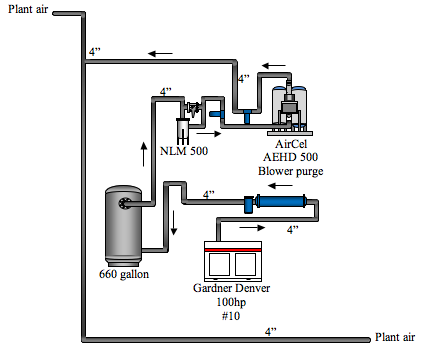
Figure 2. Compressor Room #3
Establishing the Energy Baseline
Annual plant electric costs for compressed air production, as operating today, are \$230,640 per year. These estimates are based upon a blended electric rate of \$0.06 /kWh. The air system operates 8,760 hours per year. The load profile or air demand of this system is relatively stable during all shifts. Overall system flow ranges from 2,554 acfm during production to 1,903 acfm during sanitation. The system pressure runs from 96 to 100 psig in the headers during production. Production is 16 hours per day, 6 days a week; sanitation is 8 hours per day, 6 days a week; and non-production is on Sunday.
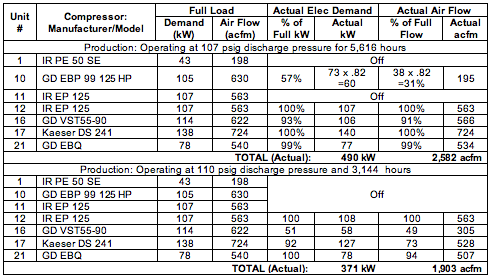
Table 1. Compressor Use Profile – Current System
Demand Reduction Projects - Managing Dryer Purge Air
The overall strategy for improving the air system is based on reducing the purge air requirements of the desiccant dryers, managing compressed air leaks, and reducing blow-off air use.
There are four main dryers in the system. In Compressor Room #1 is a Great Lakes model GEHD-750 external heat, blower purge dryer rated for 750 scfm. It has a 5-hp blower and a 24 kW heater. Currently, it is operating using purge air for regeneration with blower cooling. It is using 15% of its rated flow for three hours and the blower for one hour. It does not have a dewpoint demand controller installed and can only run on timer.
The other dryer in Compressor Room #1 is a Ingersoll-Rand model TZB1600 external heat blower purge dryer rated for 1,600 scfm. It has a 7.5-hp blower and a 30 kW heater. Purge control is installed but is it running on timer mode. This dryer is using purge air for cooling which is 15% purge for one hour of cooling.’ The dewpoint demand controller is inoperative and needs to be replaced.
Compressor Room #2 has a Sahara model BP1690 external heat blower purge dryer rated for 1,690 scfm. A dewpoint demand controller is installed and utilized. This dryer is also equipped with a 5-hp blower and a 30 kW heater. Compressor Room #3 has an AirCel model AEHD500 external heat blower purge dryer rated for 500 scfm. Equipped with a dewpoint demand controller and a 9 kW heater and 7.5-hp blower.
Purge air can be reduced on all the dryers and all, except one, have the controls needed to do this – they just aren’t being used. A project example is to utilize the dewpoint demand control on the Ingersoll-Rand TZB1600 dryer. Currently, the dryer is set to timer mode (which will switch every four hours). Due to the partial load conditions, the plant should utilize the dew point demand controller to operate. This will allow the blower and heater to shut off until the drying tower needs to be regenerated. Using the demand control feature will reduce purge air requirements in half at fifty percent loads. The only dewpoint demand control that is being utilized is on the Sahara dryer.
|
Other Specific Dryer Actions: |
Savings |
|
• Utilize blower cooling on Ingersoll-Rand TZB dryer |
60 acfm |
| • Utilize blower cooling and regeneration on Great Lakes dryer | 85 acfm |
| • Utilize dew point demand on IR TZB dryer | $7,384 /yr |
| • Install a dew point demand on Great Lakes dryer and activate | $2,440 /yr |
| • Install replacement dew point demand on AirCel dryer | $2,440 /yr |
Compressed Air Leaks
A partial survey of compressed air leaks was conducted at the plant and 54 leaks were identified, quantified, tagged, and logged. Potential savings totaled 150 cfm for the 54 leaks that were identified.
We recommend an ultrasonic leak locator be used to identify and quantify the compressed air leaks.
Shutting off or valving off the air supply to these leaks when the area is idle would save significant energy use from leaks. Reducing the overall system pressure would also reduce the impact of the leaks, when air to the machine cannot be shut off. Repairing the leaks can save additional energy. The savings estimates associated with a leak management program are based on the unloading controls of the compressors being able to effectively translate less air flow demand into lower cost.
Last December, plant personnel conducted an intensive leak management program. During that time a significant number of leaks were identified and repaired.
During the audit site visit, significantly fewer leaks were found than expected in a facility of this size.
| Number of leaks | 54 leaks |
| Estimated air flow reduction | 150 cfm |
| Recoverable savings | $98.91 /cfm yr |
| Annual electric cost savings | $14,836 /year |
| Total project cost | $5,400 |
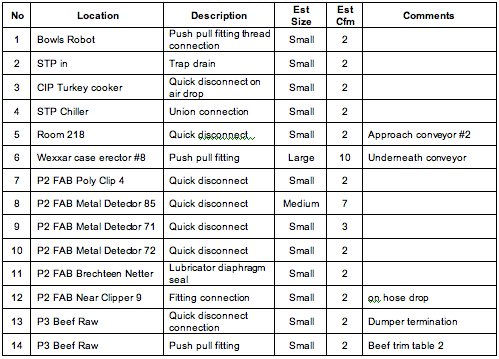
Table 2. Partial Leak List
Open Blows
Turbulent compressed air blasts straight out of the pipe or tube. It not only wastes huge amounts of compressed air, but also violates OSHA noise and dead ended pressure requirements. Air jets and air flow-inducing nozzles used in place of open blows can reduce noise level, lower compressed air use, and most often improve blow-off operation in both productivity and quality.
Air amplifiers have amplification ratios up to 25:1. Using 10 cfm of compressed air can supply up to 250 cfm of blow-off air to the process and generate a savings of a 15 cfm compressed air per 1/4-inch blow off. Savings may be available using 1/8-inch lines, but the cost effectiveness will not be as great. The capital cost for the amplifiers is relatively low.
The system assessment identified many locations where 100 psig compressed air was being used for blow-off. This demand reduction project is to replace high pressure air blow offs listed with venturi nozzles as listed in the table below.
| Estimated high pressure air used currently | 939 cfm |
| Estimated high pressure air used after installation of venturi nozzles | 205 cfm |
| Estimated compressed air savings with venturi nozzles | 734 cfm |
| Value of air reduction | $98.91 /cfm yr |
| Total electrical energy cost recovery by installing venturi nozzles to reduce blow | $72,599 /yr |
| Cost of nozzles and installation | $4,000 |
Table 3. Venturi Inducer Nozzles in Place of Open Blow
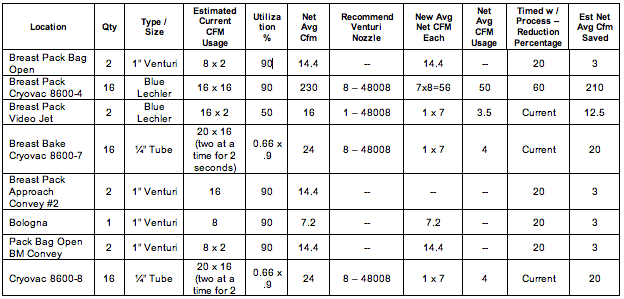
Table 4. Compressor Use Profile – Proposed System
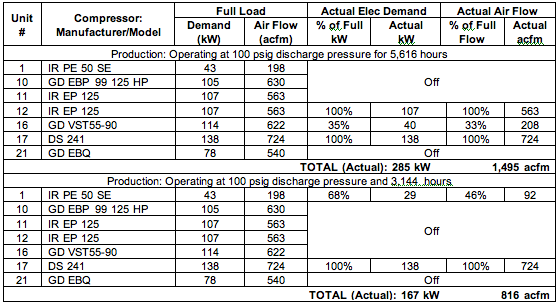
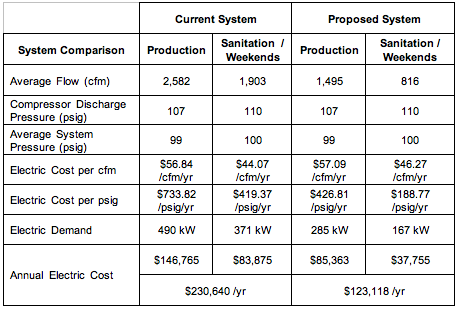
Table 5. Summary of Key Compressed Air System Parameters and Projected Savings
Conclusion
This meat packaging and processing factory spent an estimated \$230,640 annually on energy to operate the compressed air system at their Midwestern facility. The set of projects recommended, by the system assessment, reduced these energy costs by an estimated \$107,522 or 47% of current use. Project costs totaled \$21,900 representing a simple payback period of 2 months.
For more information contact Don van Ormer, Air Power USA, tel: 740-862-4112.
To read more System Assessment articles, visit www.airbestpractices.com/system-assessments/compressor-controls.



