Audit of the Month |
|||||||||||||||
|
|||||||||||||||
|
|||||||||||||||
|
|||||||||||||||
|
Introduction
This steel processing facility has been operating for over one hundred years. This facility is part of a large corporation with numerous plants around the world. This audit focused on the compressed air system on one side of the Works which we will call the “North Plant”.
The North Plant operates from one central compressed air supply located in the Boiler House or Compressor Room. Air is fed from two 10” exit lines leaving the room, which both lead to a complete loop through all the various production areas.
Over the last 25 to 30 years, the air supply came from three 7,000 scfm centrifugal air compressors (one Worthington and two Joy units). Back-up and emergency-air have lately been supplied by rental units. The primary compressed air dryers are four blower purge dryers – one rated for 10,000 scfm and the other three rated for 6,000 scfm.
Over the last seven or eight years, the air demand in the North Plant has steadily grown by an average increase of 5,500 to 7,000 scfm with production levels generally staying constant.
Earlier this year, the Worthington centrifugal suffered a major failure and the decision was made not to invest the monies to repair it and consider upgrading the supply side equipment. After the failure of the Worthington unit, additional rentals were brought in until the replacement equipment was obtained.
Plant management thought that before they upgraded the air supply to a new level, a study should be implemented to answer several questions:
- What are the underlying causes of this continuing increase in compressed air demand?
- If this is wasted compressed air with no subsequent improvement in production or quality, what is the bottom line incremental energy cost to the Company?
- What action can be implemented to eliminate this air demand? What is the cost of the action? What is the return?
Supply Side Audit
Setting the Baseline for Flow and Pressure
The following actions were taken to establish the baseline for flow and pressure.
- Temperature readings were taken on all units with an infrared surface pyrometer.
- Critical pressures including inlet and discharge were measured with a single Ashcroft digital calibrated test gauge.
- Flow was measured and logged from the compressor room with the existing plant flow meters and logged with plant equipment.
- Flow was measured and recorded by Air Power personnel and equipment with Eldridge or Sage thermal mass, heated wire-type meters and logged with an MDL multi-line data logger. These were installed at five pre-selected points.
- The same basic measurement and logging was carried out for the system pressure using an Ashcroft pressure transducer and the same multi-line data logger.
The five pre-selected points were:
- Location #1 – 10” line before the Roll Shop in Hot Strip Mill. Located between the Bar Mill and the Roll Mill. Measured air flow to Hot Strip Mill was 4,000 scfm.
- Location #2 – 8” line near Column 31. Before air take off to Slab Yard. Measured air flow to Slab Yard was 1,200 scfm.
- Location #3 – 10” line outside Lube Shop to Green Coat – 2” ball valve now in place. Measured air flow to Green Coil, Pickler, and Cold Mill was 4,000 scfm.
- Location #4 – 10” line from Coil Distribution building. Measured air flow to Annealing was 4,750. Note #3 flow is included in #4.
- Location #5 – 10” line from Compressor Room to Electric Galvanizing and Shipping. Measured air flow to Electric Galvanizing and Shipping was 5,300 scfm.
- Total measured flow was 15,250 scfm
Annual plant electric and diesel fuel costs for air production were \$1,686,863 per year. This does not include engine oil changes, rental, or fuel cost. If the total system was serviced by only electric compressors, along with today’s equipment, the total cost would be \$1,515,068 per year.
Neither cost estimate includes the cost of operating the dryers, which totals \$115,070 per year. It is expected that the current air dryers (blower purge and refrigerated) will be able to efficiently purify the reduced air loads after the audit.
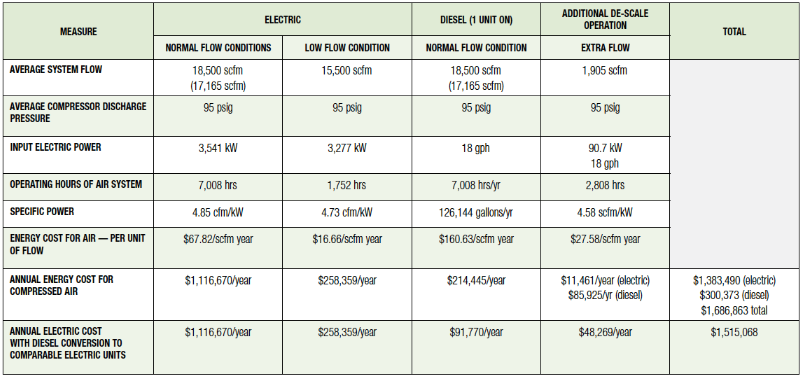
* Based on a blended electric rate of \$0.045 per kWh, 8,760 hours/year. Diesel fuel cost — \$1.70/gallon.
Breakout based on:
- Average flow – 18,500 scfm: 80% of time or 7,008 hours/yr
- Average flow – 15,500 scfm: 20% of time or 1,752 hours/yr
- $0.045 per kWh blended power rate
- $1.70 per gallon diesel fuel cost
- Nothing calculated in for rental payments, engine oil and filter maintenance
- The PTS916 diesel is significantly more fuel efficient than the PTMS1500 and especially the LeRoi units
Demand Side Audit
Compressed Air Leak Survey
A compressed air leak survey was conducted and 154 leaks were identified, tagged, and logged. Potential savings totaled 1,082 cfm for the 154 leaks that were identified.
Ultrasonic leak locators were used to identify and quantify the compressed air leaks. These tools included a VXP AccuTrak manufactured by Superior Signal, and a UE Systems Ultraprobe 2000. Estimation of leak size was achieved by noting the intensity of the signal by the operator, type of leak, and observation. The estimates are made on a conservative basis and probably understate the magnitude of the volume of leaks.
Shutting off the air supply to these leaks when the area is idle would save significant energy use. Reducing the overall system pressure would also reduce the impact of the leaks, when air to the air cannot be shut off. Repairing the leaks can save additional energy.
With a few minor exceptions, most of the leaks could not have been found without the use of an ultrasonic leak detector and a trained operator. Leak locating during production time with the proper equipment is very effective and often shows leaks that are not there when idle. However, a regular program of inspecting the systems in “off hours” with “air powered up” is also a good idea. In a system such as this one, some 90 to 95% of the total leaks will be in the use of the machinery, not in the distribution system.
The area surveyed in the leak study included a great deal of high background noise from steam leaks that shield many of the smaller leaks. In continuing the leak management program, plant staff should perform leak detection during non-production hours in order to eliminate some of the high ultrasonic background noise.
| Estimated reduction of air flow with proposed project | 1,082 cfm |
| Recoverable savings from air flow reduction [Section 2.3] | $82 /cfm yr |
| Annual electric cost savings with proposed project | $88,724 /year |
| Cost of leak detection equipment (if required) | $2,800 |
| Unit cost of leak repairs (\$15 materials per leak and \$35 labor per leak) | $50 |
| Estimated total project cost (materials and installation) – 154 leaks | $7,700 |
| Total project cost | $10,500 |
Blow-Off Air Projects
There are 400+ locations in this steel processing facility where blow-off air is being used. Compressed air is being consumed at the rate of 3,800 scfm at a cost of \$300,000 per year. We recommend modifying these applications with simple solutions which will cost only a total of \$15,000 to purchase and implement.
One example is in the Hot Mill/Furnace. Blow-air is used to clean and cool the inspection glass. There are 56 locations using an average of 25 scfm each for a total of 1,400 scfm. They are at 100% utilization and are costing the facility \$114,800 per year in energy costs.
We recommend installing fixed-air amplifiers with 25:1 amplification. These nozzles will use up to 8 scfm each and flow 125 scfm of ambient or surround air at the glass. The 56 nozzles will use a total of 448 scfm at a annual energy cost of \$36,736. The net energy savings will be \$78,064 per year. The cost of these nozzles is \$1,500. The average net compressed air useage reduction will be 952 scfm. It is possible that with this performance, you may not need to use as many blow offs in total in which case, the savings will be greater.
 |
||
| "With a few minor exceptions, most of the leaks could not have been found without the use of ultrasonic leak detector and a trained operator." |
Replacing “Air Horns”
There are fifty (50) “air horns” or “air movers” in use. They are consuming 4,700 scfm of compressed air. These items are part of a family of products known as “Portable Ventilators.” They are available in various designs to move large volumes of air (1,000 to 10,000 cfm) in plants for many applications. The most common drives are electric, but they also come in Venturi air drives, which use high pressure compressed air to pull ambient outside air by a Venturi action. Generally, these use from 100 scfm each to 300 scfm for the most common 6” and 8” sizes.
As we reviewed the North Plant, we noted the extensive use of air movers or air horns throughout many areas. All of those observed use the compressed air Venturi drive-type; none were electric drive.
Furnace descale utilizes Venturi air horns to cool down the furnace. Many of these are supplied by the contractors, but all that we saw during the Furnace #1 descale were running on plant-supplied compressed air.
|
||
 Furnace descale utilizes Venturi air horns to cool down the furnace.
Furnace descale utilizes Venturi air horns to cool down the furnace.For directed air flow used in cooling, we recommend replacing the “air horns” with electric-driven air movers. We suggest electric motor-driven axial vane fans cpable of large volume flow through ducting as required. They are available with totally enclosed motors (or explosion proof). They produce flow from 1,500 to 3,000 scfm and range from ½ hp to 1 hp.
For more drive and large runs of ducting we recommend tube axial blowers with heavy-duty housings and “non-sparking” cast aluminum fan blades. We also recommend the “double-duty Heat Killer” which is a axial vane, electric-driven blower with adjustable guide vanes. They are designed for high performance cooling and effective on “air heat quenching” applications.
We have supplied a list of fifty applications where we recommend the replacement of the air horns with electric-driven air movers. The investment will be \$160,000 to generate a savings of \$360,000.
Replacing “Diaphragm Pumps”
We recommend replacing the twenty-one (21) air-operated diaphragm pumps with appropriate electric-drive units. We suggest twenty 3” pumps and one each 2” pump in the Pickling, Cold Mill, Acid plant and #4 Oil Recovery area
This will reduce compressed air demand by 1,500 scfm. The annual energy costs to run the diaphragm pumps is \$126,000 per year. The new energy cost will be \$33,000 per year. Annual energy savings will be of \$93,000 per year. The estimated cost of conversion to electric pumps is \$120,000.
Conclusion
This project was executed and the energy savings forecast were realized. An effective air leak management process was put into place. Blow-off air was modified and diaphragm pumps were replaced by electric-driven alternatives.
The projected annual energy savings of \$855,000 was delivered with a 4-5 month payback. We are now going through the same process with other facilities that this corporation operates.
For more information please contact Hank Van Ormer, Air Power USA.



