The next time you sit down for dinner, take a good look at your food. There’s a very good chance compressed air played an essential role in preparing your meal for consumption.
Compressed air is a vital energy source and is utilized in multiple operations in a food processing facility. When properly treated, compressed air is regarded as a safe, clean utility, as compared to other energy sources. Compressed air provides the energy source for pneumatic conveyers that transport liquids, powders and moisture sensitive product throughout the plant. It provides power for pneumatically operated tools and equipment that renders meat products, aerates liquids and mixes granular ingredients. It is ultimately used to package, wrap, seal, palletize and label food products prior to storage or shipment.
Of the primary utilities employed in the food-manufacturing environment, compressed air is the only utility generated by the end-user. This means the end-user directly influences the quality of this energy source. High quality compressed air is critical for providing food products that are not only cost effective to process but also safe to eat. Therefore, it’s in all our best interests for food processors to select the proper compressed air equipment. The ISO 8573 air quality standards and ISO 12500 compressed air filter standards make the basis for air treatment product selection much easier.
SPX FLOW’s Hankison Filter is Designed to Meet ISO 8573.1 and ISO 12500 Standards
A Very Good Start – ISO 8573.1
Food processors maintain a social responsibility for upholding the quality of their products and that accountability begins with the selection of compressed air system components. In most cases, end users select compressed air system components by comparing technical data from various air treatment manufactures. In 1991, the International Standards Organization (ISO) established the 8573 compressed air quality standard to facilitate compressed air system component selection, design and measurement.
ISO 8573 is a multi-part standard, with Part 1 classifying contaminant type and assigning air quality levels, and Parts 2 through 9, define testing methods to accurately measure a full range of contaminants within the end user’s facility.
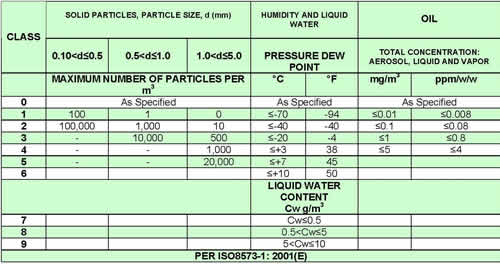
ISO 8573.1 identifies three primary contaminant types as prevalent in a compressed air system. Solid particulates, water and oil (in both aerosol and vapor form) are recognized. Each is categorized and assigned a quality class ranging from class 0, the most stringent, to Class 9, the most relaxed. The end user-user is responsible for defining the air quality required for their particular application or process.
Air treatment manufacturers present technical data in reference to ISO 8573.1. An easy to understand ISO 8573.1: 2001 table defines the various air quality classes. The standard also determines that air quality shall be designated by the following nomenclature:
Compressed Air Purity Classes A, B, C:
Where:
A= solid particle class designation
B= humidity and liquid water class designation
C= oil class designation
More than you thought
Compressed Air Contamination
Contaminants originate from three general sources.
- Contaminants in the surrounding ambient are drawn into the air system through the intake of the air compressor. Ingested contaminants appear in the form of water vapor, hydrocarbon vapors, natural particles and airborne particulates.
- As result of the mechanical compression process, additional impurities may be introduced into the air system. Generated contaminants include compressor lubricant, wear particles and vaporized lubricant.
- A compressed air system will contain in-built contamination. Piping distribution and air storage tanks, more prevalent in older systems, will have contaminant in the form of rust, pipe scale, mineral deposits and bacteria.
Water
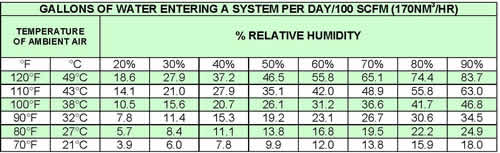
Water vapor enters the system through the intake of the air compressor. In total volume, condensed water vapor represents the majority of liquid contamination in a compressed air system. On a typical summer day of 80(F (21(C) and 70% relative humidity, approximately 19.5 gallons (73.8 liters) of water enters a 100 scfm (170 nm3/hr) system in a 24 hour period. This moisture will spoil food products, cause pneumatic machinery failure and promote bacterial growth in the compressed air piping. Compressed air systems serving the food processing industry must maintain dry, moisture free conditions mitigating the risk of micro-organism growth.
Since compressed air used in food processing operations may come in direct contact with the food, a compressed air dryer producing a sub-zero pressure dew point is required. Dew point, specified as temperature, is the point at which the water vapor held in the compressed air is equal to the compressed air’s capacity to hold water vapor. Desiccant dryers- using activated alumina- will adsorb water vapor from the air most effectively, delivering ISO 8573.1 Quality Class 2 (-40( F/-40( C) pressure dew point), ideal for the food processing industry. At this level of dryness, bacteria will cease to grow.
Liquid Oil and Oil Vapor
The most scrutinized and often discussed contaminant classified by ISO 8573.1 is oil. Compressed air “free from oil” is a requirement in a food processing environment.
End users are given the choice of selecting from several air compressor technologies, some of which require lubrication in the compression chamber for cooling and sealing purposes, and others that operate less lubricant in the compression chamber. The end user determines which compressor design best meets the desired requirements. The purpose of this discussion is not to tip the scale toward either technology, but to address air treatment requirements in food processing applications.
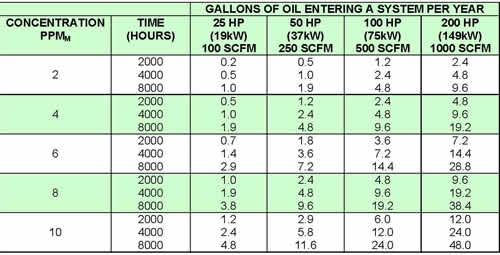
Lubricated compressors are typically less expensive to purchase and have a lower cost of ownership. Dependent on the age of the compressor and preventative maintenance programs performed, a lubricated rotary screw air compressor will introduced 2 to 10 ppm/w of oil into the air system. A well maintained 250 scfm lubricated air compressor, with a conservative 4 parts per million carry-over, will add up to 4.8 gallons (18.2 liters) of oil into the air system over an 8000 hour operation.
Lubricant free compressors generally have a higher initial cost and greater maintenance costs over the life cycle of the equipment. Lubricant is only required for the bearings and timing gears, which is segregated from the compression chamber. This compressor technology presents no risk of lubricant migrating into the process air.
Both air compressor technologies are subject to the inherent challenges presented by quality of the intake air. Ingested contamination in the form of water vapor, solid particulate and hydrocarbon vapor must be addressed regardless if the compressor is lubricated or free from lubricant. Depending on the location of the compressor intake, oil vapor levels in industrial areas may contain 20-30 ppm of airborne hydrocarbon aerosols. Hydrocarbon vapors, the primary component of fossil fuel combustion, will condense in a piping system when cooled forming a liquid contaminant.
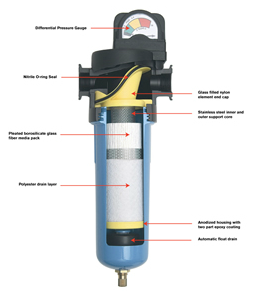
Because compressed air may come in direct and indirect contact with food processing, an elevated level of filtration is required. A high efficiency coalescing filter capable of removing solids and liquids is recommended. It should be capable of removing solid and liquid aerosols 0.01 micron and larger. The remaining oil content should be 0.007 ppm, or less. An activated carbon filter, installed in series, is also recommended downstream of the coalescing filter. The adsorption filter will remove trace odors and oil vapor to 0.003 parts per million by weight. This filter combination will ensure specified filtration levels achieve ISO 8573.1 Class 1 for oil and vapor removal.
Safety and Quality in Compressed Air: Why You Should Care - Webinar RecordingDownload the slides and watch the recording of the FREE webcast to learn:
|
Solid Particles
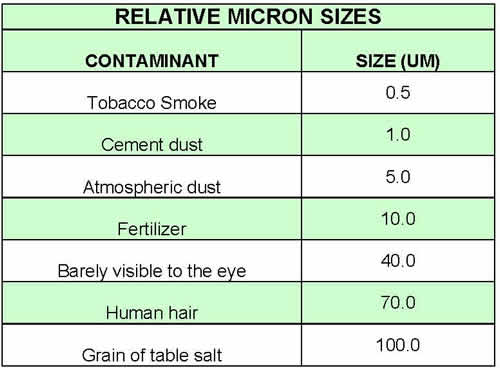
In a general industrial area, there are nearly 4,000,000 airborne particles per cubic foot of air. When this ambient air is compressed to 100 psig, the concentration of solid contamination will reach significant proportions. Most air compressor intake filters are rated to capture sold particles 4 to 10 microns in size and larger and are rated at 90-95% efficiency. Approximately 80% of airborne particles are 10 micron or less. Spores, pollen and bacteria are less than 2 micron in size. This may seem like a lot of particulate matter, but keep in mind, a solid particle 40 um in size is barely visible to the naked eye. Even a well maintained and routinely changed intake filter will allow solid particles to enter the air system.
Solid particulate must be removed from process air serving the food industry. In pneumatic control circuits, solids particles plug control valve orifices, affect accuracy of gauging and score air cylinders walls, causing leaks. Particles may restrict flow through air jet nozzles used to clean food preparation surfaces or adversely affect the consistency of spray coatings applied on food products.
To achieve the recommended ISO 8573.1 Class 2 classification for solid particulate removal, a 1.0 micron particulate filter is recommended. The particulate filter will also enhance the service life of high performance coalescing filters by minimizing solid loading.
Meeting the Newest Challenge - ISO 12500
The ISO 8573 Air Quality standard is serving the industry well by raising end user awareness of how to measure and define the quality of compressed air. Using this, the end-user can make educated decisions as to the filtration performance required to generate a certain quality level. However, this standard does not address how manufacturers are to test and rate the filters. The playing field is not level and consumers become confused. The ISO 12500 filter standard addresses this issue and establishes how manufacturers test and rate compressed air filters.
The standard defines critical performance parameters (namely, inlet oil challenge, inlet compressed air temperature and pressure measurement techniques) that will deliver certifiable filter performance information suitable for comparative purposes.
ISO 12500 is a multi-part standard, with ISO 12500-1 encompassing the testing of coalescing filters for oil aerosol removal performance, ISO 12500-2 quantifies vapor removal capacity of adsorption filters, and; ISO 12500-3 outlines requirements to test particulate filters for solid contaminant removal.
The SPX FLOW Research and Development Lab, located in Ocala, Florida, maintains advanced testing resources to conduct ISO 12500-1, 2, and 3 filter testing. Three separate test laboratories were constructed, each equipped with stainless steel piping, state of the art instrumentation and contaminant measurement equipment. SPX FLOW maintains capabilities to generate dehydrate and filter compressed air through 3000 scfm.
Compressed Air Purification & Piping Monthly e-NewsletterWith a focus on Demand-Side Optimization, compressed air dryers, filters, condensate management, tanks, piping and pneumatic technologies are profiled. How to ensure system reliability, while reducing pressure drop and demand, is explored through System Assessment case studies. |
Test Methods
The following describes methods SPX FLOW has elected to perform filter performance testing under the guise of ISO 12500 standards.
ISO 12500-1:2007— Filters for Compressed Air — Part 1: Oil Aerosols
ISO 12500-1 has identified two opposing inlet oil aerosols concentrations to determine the performance and pressure drop characteristics of coalescing filters. The inlet concentrations, 10 mg/m3 and 40 mg/m3, were selected to provide a wide challenge variance. Filter manufacturer may elect to publish performance date at either of the two inlet concentrations. The challenge concentration selected shall appear in published technical data.
Note: 1 mg/m³ = 0.84 ppm by weight
- The ISO 12500-1 coalescing filter test begins with a clean, reliable source of compressed air.
- Testing conditions shall be controlled: inlet air pressure- 101.5 psig (7 bar); inlet air temperature- 68 (F (20 (C); ambient temperature- 68(F (20(C).
- An initial (dry) pressure drop measurement is taken. Initial pressure drop ratings are relevant to quantify cost of operation in that condition.
- A Laskin nozzle generator develops a supply of aerosol s with a peak distribution profile 0.1 to 0.3 microns in size. Aerosols in this range are the most difficult to remove. These oil aerosols are injected into the clean compressed air stream.
- A white light scattering photometer measures the upstream concentration to ensure the mixture complies with the 10mg/m3 or 40 mg/m3 aerosol challenge.
- Air then enters the coalescing type filter.
- Once the filter reaches equilibrium, often referred to as the “wetted condition”, measurements are taken to determine the effectiveness of the filter. A white light scattering photometer is used to measure of penetration of the oil aerosols through the coalescing element. The pressure drop across the filter housing is also measured and recorded.
- Three sets readings are taken. The manufacturer publishes the average performance value derived from the three tests.
- At the given inlet concentration of oil, the 12500-1 test will confirm:
- Oil aerosol penetration (expressed as mass per unit volume (mg/m3 )
- Oil aerosol filtration efficiency (expressed in percent (% captured)
- Pressure drop (Δp)
Testing filter products to global standards
ISO 12500-2:2007— Filters for compressed air — Part 2: Oil Vapors
ISO 12500-2 determines the adsorption capacity and pressure drop of hydrocarbon vapor removal filters. Adsorption filters, utilizing an activated carbon medium, possess the polarity to attract hydrocarbon vapors from an air stream onto a porous surface. The adsorption process will continue until the activated carbon media is fully consumed. A mass measurement is taken confirming the vapor removal filter’s adsorptive capacity expressed in milligrams of hydrocarbon adsorbed.
- The ISO 12500-2 adsorption filter test begins with a clean, reliable source of compressed air.
- Testing conditions shall be controlled: inlet air pressure- 101.5 psig (7 bar); inlet air temperature- 68 (F (20 (C); ambient temperature- 68(F (20(C).
- A precision rotameter measures the concentration of n-hexane liquid. N-hexane is widely used in laboratory testing for hydrocarbon measurement and possesses the properties required to conduct adsorption filter testing, i.e., easy to evaporate, colorless, light distinguishable odor, and easy to measure.
- A heater vaporizes the n-hexane liquid at 155.6(F (68(C). When heated, n-hexane changes phase and turns into a vapor.
- The vapor enriched air is injected and mixed with the clean air source.
- The mixture of air and n-hexane vapor enters the adsorption filter. An initial (dry) pressure drop measurement is taken. Note: Adsorption filters are designed to remove vapor and not liquid contaminants. Establishing a dry pressure drop is useful to determine cost of operation.
- An infrared spectrometer is used to detect the presence of n-hexane vapor at the filter outlet.
- The filter is continually monitored until vapor penetrates through the adsorptive filter element. Breakthrough indicates the filter is fully consumed and is incapable of adsorbing additional vapor.
- An adsorptive capacity value (total amount adsorbed) is established in milligrams.
- Three filters of the same size shall be tested under identical conditions. The manufacturer is publishes the average performance value derived from the three tests.

SPX FLOW test booths for ISO 12500 Parts 1-3 validation
ISO 12500-3:2009 — Filters for Compressed Air — Part 3: Particulates
Note: One micron particle measures 0.000039 of an inch.
ISO 12500-3 provides guidance for the testing and methods for determining particulate filter removal efficiency, by particle size. Filters shall be challenged by solid particulate in the range 0.01 < 5.0 um, fine type filters, and particulate of 5.0 > 40 um, for course type filters.
- The ISO 12500-3 particulate filter test begins with a clean, reliable source of compressed air.
- Testing conditions shall be controlled: inlet air pressure- 101.5 psig (7 bar); inlet air temperature- 68 (F (20 (C); ambient temperature- 68(F (20(C).
- Initial pressure drop measurements across the filter housing are taken and recorded.
- To generate solid particles for the test, a salt solution is atomized and then dried, forming salt particles ranging from 0.050 to 0.1 microns in size.
- These particles are then injected into the clean air stream.
- A Scanning Mobility Particle Sizer (SMPS) provides high resolution counting of particles by size and plots a distribution curve for the filter inlet challenge.
- The SMPS is also used to measure the particle distribution downstream of the filter, thus determining the filter’s penetration characteristics.
- Filter efficiency, by particle size, can be calculated (expressed in percent (%).
- Three filters of the same size shall be tested under identical conditions. The manufacturer publishes the average performance values derived from the three tests.

Environmental chamber to test Compressed Air Dryers to standard and non-standard conditions
Complementing Each Other
The ISO 8573 standard will continue to benefit end-users by defining air quality levels and methods to determine contaminants present in their air system. The ISO 12500 test standards will benefit air treatment manufacturers by providing the means to commercially separate filter products through certifiable performance. We all benefit, appreciating that ISO, a global international standards organization, continues to refine its standards for the betterment of the compressed air industry and private sector.
For more information please contact Jay Francis, Commercial Lead, Air Treatment Solutions, Industrial Technologies & Services-Americas, Hankison.
For more articles about Air Quality Standards, visit https://www.airbestpractices.com/standards.
For more articles about Air Treatment, visit https://www.airbestpractices.com/system-assessments/air-treatment-n2.



