Compressed air is expensive to produce but when one realizes the actual cost of using compressed air to produce mechanical work it can be mind boggling. Various inefficiencies between the compressor and the ultimate end use can act like a tax, robbing a portion of this valuable energy source before it is used and making the ultimate cost of using compressed air for power far more than you know. Fortunately there are some things that can be done to reduce these costs and improve efficiency.
Cost of Compressed Air
So let’s first explore the cost of compressed air. The Compressed Air and Gas Institute or CAGI have developed a very useful way of rating air compressors, using specific power, sort of like a gas mileage rating for compressors (Figure 1). These are results from testing under some standard conditions and show how much power a specific compressor consumes for a given output. Specific Power is stated in kW per 100 cfm.
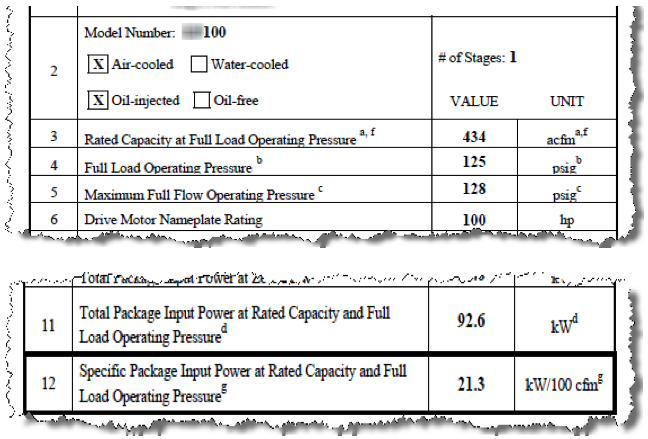
Figure 1: Excerpt of a typical CAGI Sheet for a fixed speed compressor
The specific power show for this compressor means if you are paying 10 cents per kWh for your power and you have a 5 day a week two shift operation running about 4,200 hours per year it should cost you about \$8,500 per year to produce each 100 cfm of compressed air, about as much air as a 25 HP compressor can produce.
For a 24 hour 7 day a week operation the cost to supply 100 cfm of air would more than double to about \$18,700 per year. These costs assume the compressor is running fully loaded which is its most efficient point.
Low Equivalent Mechanical Output
But what does that 100 cfm of air get you in direct mechanical output at the other end of your system? The Compressed Air Challenge has calculated an example for us as presented in our Fundamentals of Compressed Air Systems seminar. If your compressed air drives an air motor, for example, like one that you might have inside an air operated drill or grinder or impact wrench, it would take about 30 cfm of compressed air input at the tool to get one horsepower of mechanical shaft power output. Based on the CAGI sheet this 30 cfm would be equivalent to over 6 kW of compressor electrical power input, but would produce less than one kW of mechanical power or one horsepower of output.
Compared to a direct drive electric tool the CAC concludes that a compressed air powered tool costs you seven times as much to operate, or in this case about 150 kW for every 100 cfm of air motor load.
Leak Tax
But this assumes that all the compressed air you produce actually makes it to the tool. Unfortunately no compressed air system is completely tight, they leak, and the leaks make the system less efficient. The typical system leak level in a busy plant ranges between 15 percent of the average flow for a very tight system, to 50 percent for a poorly maintained system. In rare cases, usually involving systems with lots of capacity to spare, the percentage of leaks can reach as high as 80 percent.
Let’s assume your system is average and has a 30 percent leak rate. This means that you have to produce 40 cubic feet for every 30 cubic feet of compressed air you use. Because of this the air powered tool is now costing an equivalent to 10 times that of a direct drive electric tool or about 213 kW per 100 cfm.
Efficiency Ratings at Part Load
But there is another issue that should concern you, the efficiency characteristics of lubricated rotary screw compressors at part load. You may have been surprised to learn that compressed air power can cost you ten times more than direct electric power but the news gets worse under certain conditions. When we consider the poor efficiency of some modes of compressor operation at part load the costs go up even more. Modes of compressor operation are explained in CAC’s training seminars or in Fact Sheet 6 - Compressed Air System Controls in our website library.
In Figure 1 we saw an excerpt of a CAGI data sheet for a typical 100 HP 125 psi rated compressor. Examining and comparing sheets like this are a great way to compare compressor efficiencies between brands and models. This particular compressor has a specific power of 21.3 kW per 100 cfm as we can see at the bottom of its data sheet. The key point in looking at this data is to realize that the rating is only valid at full load.
It is important to realize the CAGI data sheets for fixed speed compressors do not show this efficiency degradation as the compressor is part loaded AND that the efficiency reduction may be dependent on some other system characteristics like the amount of effective storage capacity (Figure 3).
Part Load and Control Mode Tax
If the actual average loading on a system compressor is only about 40 percent of full load we can see for two common modes of compressor control, Modulation and Load/Unload, the specific power increases significantly. For the compressor shown in Figure 1 the specific power would rise by a factor of almost double to about 44 kW per 100 cfm for modulation mode and for load/unload systems with 1 gallon per cfm storage capacity. Like in the game of golf a higher specific power number means you are doing worse. This new specific power would make the compressed air motor more than 20 times more costly than a direct drive tool.
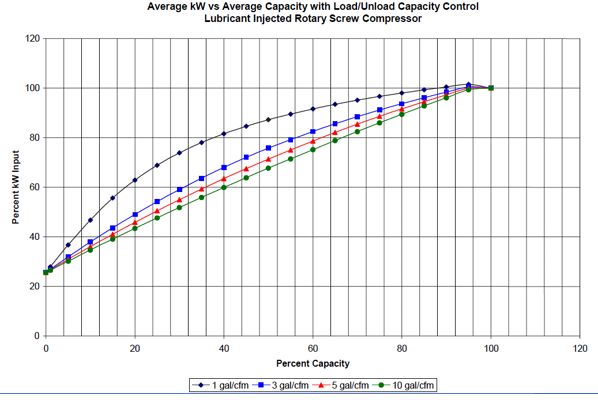
Figure 3: This CAC table can be used to estimate load/unload efficiency at part loads
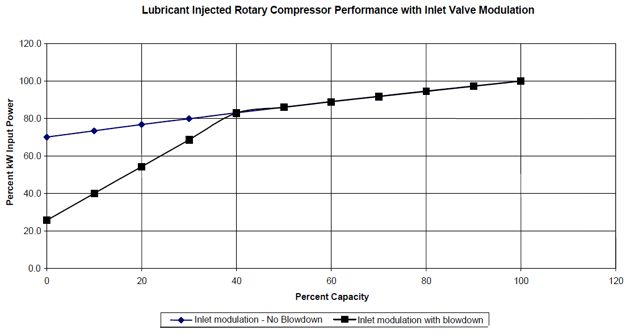
Figure 4: Part load curve for Modulation Source: CAC
Studies Reveal Most Systems Run Part Loaded
We’ve found by studying the Manitoba Hydro service territory that the average air compressor loading ranges between 25 and 40 percent for single compressor systems. In a typical system the average loading is usually quite a bit lower than the total installed capacity once design for peak loading, safety factors, and production variations due to downtime, personnel breaks, evening shifts, weekends and holidays and such are considered.
If you have an average system with a lubricated screw compressor installed, chances are you are operating inefficiently and compressed air is costing you a bundle. Fortunately there are things you can do about it to improve the numbers.
Adding Storage
So let’s take another look at the flow vs. power curves for various compressor control modes. We can see that by adding storage capacity by a factor of 10 and running the compressor in load/unload mode we can realize an efficiency gain.
Let’s look at the effect of applying load/unload mode control to the same screw compressor as we compared earlier. If the compressor had 10 gallons of storage capacity, rather than 1 gallon the specific power at 40% loading, the specific power would fall to about 32 kW/100 cfm a savings of 27%, however, this would require a pretty massive storage tank, in this case over 4,000 gallons, about 6 feet round and 20 feet high.
Calculating Storage for Demand Events – Webinar RecordingDownload the slides and watch the recording of the FREE webcast to learn:
|
VSD Operation
Table 5 shows a selected CAGI curve for a VSD controlled compressor. These curves can vary depending on the manufacturer and type of compressor and pressure. We can see that by applying a new VSD compressor to an average load of 40% of the original compressor our compressor specific power will reduce to about 23 kW per 100 cfm produced. The VSD mode of operation in this case would achieve savings of around 48% over modulation and load/unload operation with 1 gallon per cfm, and reduce need a storage tank to only about one fifth the size.
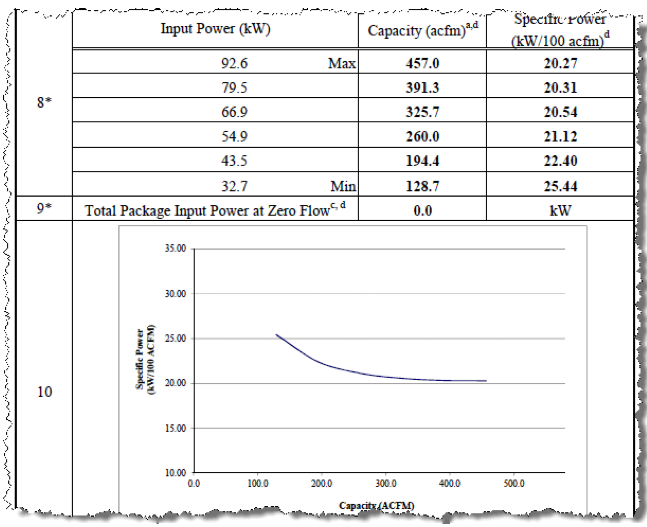
Figure 5: Selected VSD CAGI curve at 125 psi
What does this mean? The previous discussion shows that if your compressed air system is part loaded applying storage or VSD control mode to your compressed air system can optimize the specific power making it less costly to produce your compressed air.
Additional Savings Measures
- Elimination of the end uses - Obviously if it costs 10 to 20 times more to produce the same shaft output we recommend looking at alternate methods of producing the mechanical power. Some specific end uses in your plant could be what CAC classes as “inappropriate”. Investigation is required.
- Leakage reduction - A good way to easily improve your system efficiency and get back part of the leak tax is to find and fix your air leaks, targeting a best practices 10% leakage rate or lower.
- Discharge pressure reduction - Improving pressure differentials by maintaining and properly sizing filters, air dryers, piping, regulators, connectors and hoses could allow you to reduce the discharge pressure setting of your compressor and save power. For example if the VSD compressor mentioned above was operated at 100 psi it would consume only 18.7 kW per 100 cfm at the 40% loading for a savings of about 20% (based on actual CAGI Data).
- Right sizing - The use of a large compressor for a load that is only 40% of its capacity may not be the most economical solution. It may be possible to right size the compressor to a smaller size making the new compressor operate more efficiently closer to full load.
Do you want to know more about compressed air optimization? There’s help a mouse click away. I would recommend going to the Compressed Air Challenge website and having a look around. There you will find links to training seminars, knowledge resources, tools and links that will help you better understand your compressed air system problems and what to do about them.
For more information visit the Compressed Air Challenge® website or contact Ron Marshall, Marshall Compressed Air Consulting, tel: 204-806-2085, email: ronm@mts.net.
To read more System Assessment articles, please click here.



