The Facility
TIGG Corporation, a manufacturer of activated carbon adsorption vessels, custom air receivers and other steel tanks and pressure vessels, substantially reduced its energy costs after implementing equipment, labor consolidation and procedural changes resulting from a compressed air energy audit. The audit was performed at TIGG's 155,000 square feet manufacturing facility in Heber Springs, Arkansas to determine the efficiency of the existing compressed air system and to set a baseline for TIGG's participation in Entergy Arkansas’ Large C&I Custom Incentive Program.
The C&I Custom Incentive Program is offered by the electricity provider to businesses whose facility utilizes a peak demand of 100 kW or greater and it delivers cost saving incentives for customers who reduce peak demand loads at their industrial facilities. The plant audit was administered by Clearesult, an energy management company that works with utility companies to implement and evaluate optimization programs. The compressed air audit was performed by Arkansas Industrial Machinery.
"As a builder of large tanks and custom air receivers we always knew our clients could see cost savings from a compressed air energy audit and the installation of bigger, more efficient air receiver tanks," said Doug Murray, TIGG's plant manager. "However, we were surprised to discover that adjusting our labor schedule, repairing air line leaks and installing new equipment would have such a major impact on our own operating costs."

Sparks fly as Shawn Golliher applies welds to a custom air receiver at TIGG's Heber Springs, Ark. manufacturing facility. Thanks to a compressed air audit, TIGG was able to substantially reduce its energy costs. |
The Current Compressed Air System
The majority of TIGG's compressed air usage occurs during the steel tank and pressure vessel painting and sand blasting processes. The rest of the air demand is from sporadic use throughout the facility for powering air tools. At the time of the audit, the plant was running two shifts with the majority of high air demand applications happening on second shift. TIGG was using a water-cooled 300 HP oil lubricated rotary screw compressor (motor was 350 HP) that used modulating controls without unloading. The steel tank and pressure vessel manufacturer had a water-cooled 1300 CFM cycling refrigerated air dryer and a 20 HP cooling water pump that only provided cooling for the compressed air system equipment.
"Our old equipment was a 300 HP water cooled compressor that would run 16 hours a day," Murray said. "It would run in full loading manner during that time. This machine would generate a peak demand charge because of all of the KW required to start the compressor each day. Also the compressor would remain loaded the entire time, which was 16 hours per day."

In order to save on energy costs associated with the compressed air system, TIGG upgraded its equipment by installing two new 75 HP compressors running on a lead/lag configuration and a new air dryer. The steel tank and pressure vessel manufacturer also adjusted man-hours to improve production and to further reduce energy consumption. |
The Baseline Audit
Data-loggers were deployed for two weeks monitoring the cooling water pump, the dryer and the compressor’s KW usage and plant air pressure was also monitored. Caution was taken while planning the deployment of the data-loggers to ensure that a representative sample of TIGG’s normal operations would be recorded. It is important to note that this facility does not perform the same task every day. Though TIGG manufactures standard steel tanks, a large portion of their business comes from making custom tanks and air receivers.
The process for manufacturing these custom tanks was scrutinized and the timing of the data logger deployment was such that a representative sample would occur. A direct correlation between air usage and finished product, which is needed to determine the amount of incentive money that TIGG would qualify for under Entergy’s Incentive Program, was evaluated and no direct correlation was found. This is partly due to the amount of time it takes to manufacture some of the large tanks from start to finish.
The decision was made to keep strict records of work being performed throughout the plant and use this information with the baseline data to determine if TIGG would have enough energy savings potential to participate in Entergy’s Incentive Program. Illustration 1 is a plot of the air compressor’s KW readings broken down into hourly demand averages. Each line represents the hourly KW averages for each day of the logging period. The illustration shows that this facility does not have a stable compressed air demand throughout the day and that there are few clearly established day-types.
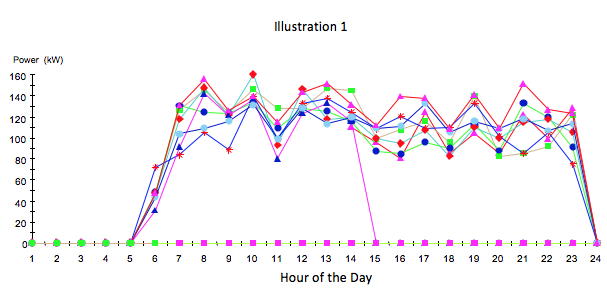
TIGG’s air compressor was running less than 25 percent capacity, but was using greater than 70 percent power due to the compressor using modulating controls. Take another look at the power readings in the above illustration knowing that the compressor is running less than 25 percent capacity. This is a remarkable opportunity for energy savings. Additionally, using the 350 HP motor on the 300 HP air compressor further reduced energy efficiency of the compressor and lowered the accuracy of predicting compressor flow by using the KW readings. The baseline data is in Table 1.
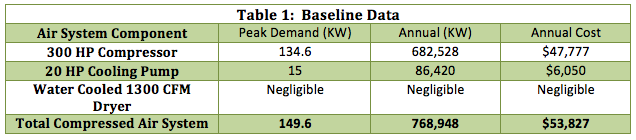
Based on the KW readings, TIGG used an hourly average of 277 CFM and there were periods of high consumption that exceeded well over 400 CFM for 15 to 20 minutes continuously. There were also many long periods of low demand that averaged less than 20 CFM per hour. It was obvious that a more energy efficient solution was needed, but the inconsistency in air demand made sizing a new compressor difficult. The application seemed not well suited for one air compressor. United States Department of Energy AIRMaster+ Software was used to determine the most energy efficient replacement options for this system.
The New Compressed Air System
A Variable Speed Drive (VSD) compressor is normally ideal for applications with such an irregular demand. In this application though, one VSD compressor was not the ideal solution because the compressor would run at very low capacities too often. Running VSD compressors consistently at low capacities causes the oil sump to fill up with the water that comes out of the air during the compression process. VSD’s need to run at higher speeds to burn off the water as it enters the oil system. Water build-up in the sump will eventually destroy the air end of the compressor. Because of this, it was determined that a two compressor system was needed. After reviewing the most energy efficient options, TIGG chose to purchase two fixed speed air cooled 75 HP rotary screw compressors with load/no load controls and a shutdown timer. A 690 CFM air cooled cycling refrigerated air dryer was also purchased.
This selection seemed ideal in that one of the 75 HP compressors would handle the facility's operations over 75 percent of the time. The second compressor would start-up as needed based on their cascading control set points. Having two compressors in the facility also prevents the entire plant from shutting down in the event that an air compressor is down for preventative maintenance or is down due to a malfunction. This also gives the facility some excess capacity for possible future expansions.
Every operation that requires compressed air within the facility can operate with one 75 HP compressor, just not simultaneously. Additionally, the new air cooled equipment allows for the permanent shutdown of the cooling water pump, which was a constant 15 KW load during compressor operations.
The projected annual energy usage for the recommended compressors is in Table 2. The total annual energy usage for the entire system is expected to be less than half of their current system. Based on a calculated annual energy savings of 407,484 KW, Entergy offered to pay TIGG up to 75 percent of the cost of purchasing and installing the new more energy efficient equipment.

Due to the potential success of the compressed air project, TIGG evaluated their entire facility from an energy efficiency standpoint with the help of Clearesult’s Representative Jeremy Dillon and started two new projects. The first project was installing more energy efficient lighting and the second project involved process improvement.
"The two new compressors run on a lead lag configuration, which means they will only run together when the demand for air is present”, Murray said.”The new compressors were installed in March, which was the same time we adjusted our man-hours."
In looking at their process, TIGG recognized that they could bring their second shift in to work with the first shift and maintain the same level of productivity. This change required better management and supervision of the flow of work throughout the plant. LEAN manufacturing principles were used to reduce waste within the process and training was given to promote a more energy conscious environment.
The combination of consolidating the shifts and increasing supervision on the floor considerably reduced runtime on the compressed air system. By smoothing out the flow of work, many of the processes requiring compressed air that used to happen simultaneously no longer do and peak air demand was lowered dramatically. The costs associated with lighting the facility were significantly lowered also by cutting the second shift.
The Verification Audit
After the new compressed air equipment was installed, data loggers were deployed for monitoring KW usage of the compressors and the dryer for verification purposes. Once again, caution was taken to ensure that a representative sample of normal workload would be provided during the logged period. Obstacles for Entergy’s Audit Team were created when the facility combined second shift into first shift. The baseline data had two shifts of production and the verification data only had one. The initial plan by Entergy’s auditors was to remove all second shift data from the baseline. This caused a problem because the majority of sand blasting occurred during the second shift and removing that from the baseline would not give credit to the air usage in that part of TIGG’s process.
Eventually, it was proven that production in the facility had not gone down between baseline and verification. Production had actually increased. Due to this, the auditors compromised and allowed a portion of the second shift data collected during of the baseline audit. Table 3 shows the results of the verification audit data. The energy usage for the compressed air system was even much lower than expected. The reduction in energy costs was over 90%. Thinking that an error must have occurred during the verification logging, data loggers were deployed by Clearesult’s to ensure the data was accurate. The second round of data logging netted the same results as the first.

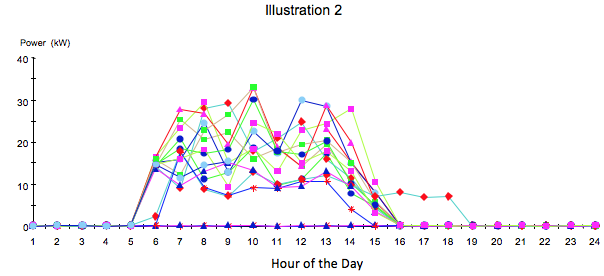
A plot of the results of the verification audit data is in illustration 2. It is important to note that due to the facility's improved processes, the demand on the compressed air system is much less than originally anticipated. During the verification logging period, one of the 75 HP compressors was able to carry the load of the entire plant and that compressor’s highest flow was 63 percent capacity of the compressor.
Incentive and Savings
The equipment and installation costs of the project were \$78,000. Based on the verification data and the adjustment of the baseline data by auditors, TIGG’s total annual energy savings was calculated to be 443,748 KW. TIGG received an incentive check for \$58,000 and they saved over \$50,000 annually in electrical costs associated with the compressed air system. TIGG’s return on investment was five months.
Murray explained that TIGG's monthly utilities bills have been cut in half since May, which is showing direct results. "Our August utility bill shows our usage from last year to this year and in August of 2012 we used a total of 133,200KW and August of 2013 we used only 52,800 KW," he said. "This shows a 60.3% reduction in KW from this year to last year."

Representatives from Entergy and Clearesult presented TIGG with a check totaling \$58,222 in incentive dollars garnered from equipment and labor adjustments made after a compressed air energy audit. (from left to right: Jeremy Dillon (Clearesult), Georgiana Riley (TIGG Corporation), Stoney Engle (TIGG) and Alice Leacher (Entergy). |
For more information contact Kevin Conley, Arkansas Industrial Machinery, AIRMaster+ Certified.
To read more System Assessment articles, visit www.airbestpractices.com/system-assessments.



