Introduction
As an end user, have you ever heard the message to put in the biggest VFD air compressor, and the system will always be reliable and efficient. Why do an audit? Just add up the compressors on site and put one VFD for that size or larger. Why have the complexity of multiple compressors, storage, sequencing, etc? Even better, put in two of them, one for the whole system, and one for back-up. If you could wave a wand, wouldn’t that be what every system should look like? Perfect peace and efficiency, with 100% confidence of reliability.
Readers who have been involved in the utility rebate/incentive business, as a program manager, evaluator or auditor, know that these types of decisions have been encouraged by rebates, and that many systems are not operating in the mode that they were supposed to, or are not operating at all due to reliability problems.
Most of my audits have been on “large”, complex systems, systems with over 500 hp total installed air compressors, with multiple types and compressor rooms. What about the “normal” systems that outnumber the ones I look at 10:1? The ones with one compressor room, and less than 100 hp installed? Isn’t it appropriate to have one VFD compressor running the system, with a full-sized back-up? And if so, how should you size the compressor?
In this article, I aim to answer the question with a qualified “yes”. Yes, there are many systems where this can occur. I will describe where you only need one, and in those cases, how to size that one compressor.
Summary
In a nutshell, I recommend using a single VFD compressor (with backup) when:
- Demand levels are known and the compressor is sized so demand varies between 30% and 80% of compressor maximum.
- Demand profile doesn’t sit at low end often.
- No major changes in usage are anticipated in the next 10 years.
- The system is currently centralized and likely to stay that way.
- You can afford a full-sized backup.
Demand Varies Between 30 – 80%
How do you know your demand, to get the compressor sized to be in the “sweet spot”? Some say do an “audit”. I think that’s great if you want to pay a guy like me \$3k to \$10k, and get just one picture of demand and need the consulting advice that comes with it. Or you can get one “free” from the vendors helping you size that one VFD compressor. That’s fine if their audit “black box” accurately calculates flow.
The reason I say the demand shouldn’t vary below 30% of peak is that most VFD compressors’ efficiency starts to drop off at 50% speed, and gets worse as you hit the minimum speed. In addition, the compressor oil will not run warm enough if at minimum speed for lengthy periods, causing reliability problems. Interestingly, the motor is an exception. It runs hottest at the lowest speed. That’s because it is a constant torque application, plus slippage making it even higher torque at low speed, and the motor cooling is diminished significantly at low speed. If you clamp a CT on the motor winding current, you can see that the winding current actually rises at lower speeds.
The reason you don’t want to frequently be above 80% is that its efficiency drops off at the high end also, and current is high at that point. It’s because the compressor “windage” losses are high. It’s “tip speed” is higher than ideal. Figure 1 shows a typical performance curve (from the CAGI data sheet) for a 50hp VFD screw compressor.
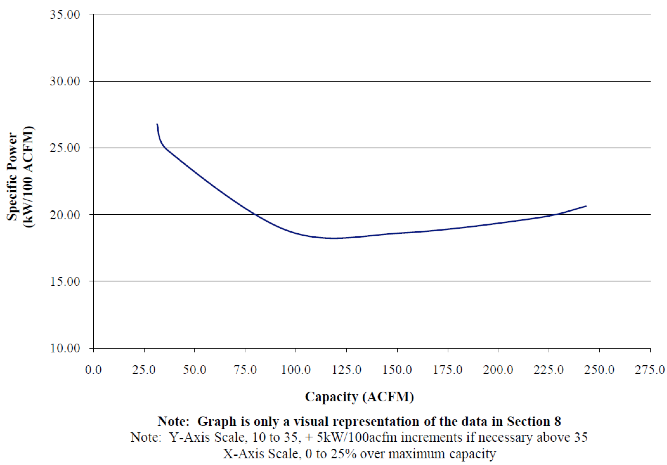
Figure 1. A typical performance curve for a 50 hp VFD air compressor from a CAGI Data Sheet.
Just for comparison, I compared this compressor with two alternatives from the same manufacturer, a single load-unload and a duplex half-sized load-unload. See below:
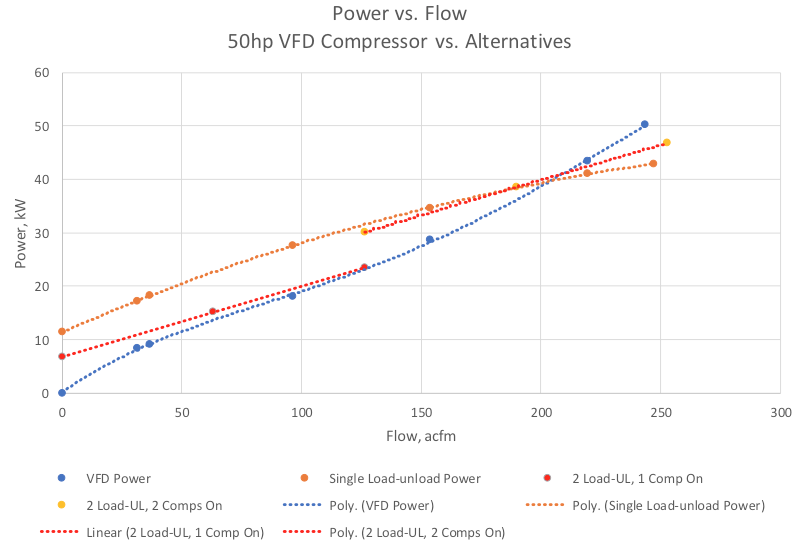
Figure 2. Comparing VFD with a single load-unload and a duplex half-sized load-unload alternatives.
Even though the VFD compressor “specific performance” (kW/100 acfm) is less than ideal at the lower speeds, its losses are lower than the fixed losses of the load-unload alternatives, especially at the low end. However, note how the load-unload compressors are better at the high end, and the duplex close much of the profile except 50% to 70%. But remember the low oil heating and high motor winding heating at the low end.
Let’s look at a load profile (Figure 3) that might not be well suited for a single VFD compressor. It’s the one where there are multiple large demands that come and go, and pressurization with low demand in between. See below. When you size your compressor 25% over peak demand, you could end up running into a turn-down problem on the other end in this type of profile. The demand is at the low end of a 50hp VFD compressor 34 hours per week. Depending on whether production is high often enough, you might want to use a multiple compressor system for this type of demand, ideally a duplex 25hp. It’s a judgment call.
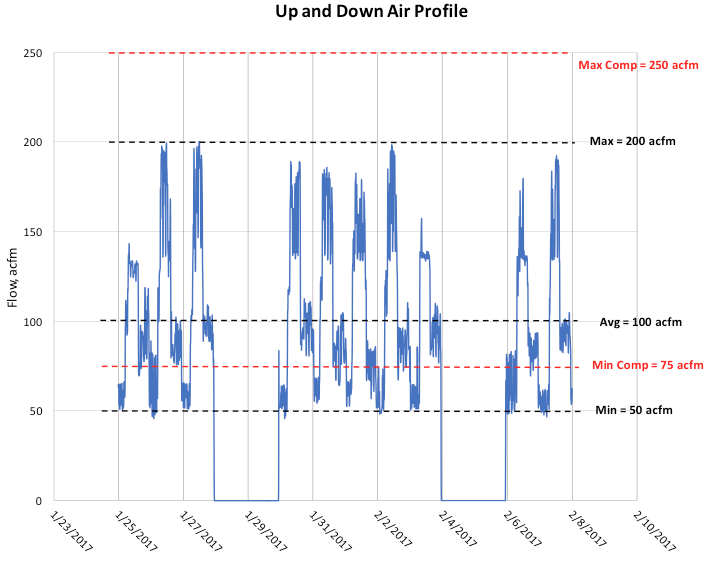
Figure 3. Load profiles with multiple demand peaks can be problematic for a single VFD.
Here’s my rule on matching flow profile: If one VFD compressor can be sized to being in the 30-80% flow range most of the time, it might be a good fit.
Low Demand Time Isn’t Excessive
This is harkening back to the low-end problem. If the plant is pressurized all the time, but only runs one shift, this would mean the air compressor is just feeding leaks two-thirds of the time. Smaller plants, where single VFD compressors work well, have lower leak loads and more down time to fix them. The Figure 4 chart is for a two shift operation with a low second shift. I tweaked it to be one shift, below. The low-end time went to 80 hours per week. Single VFD compressors are good for two-shift and three-shift operations, or ones where the compressor is shut off at night, not single-shift operations that stay pressurized most of the time.
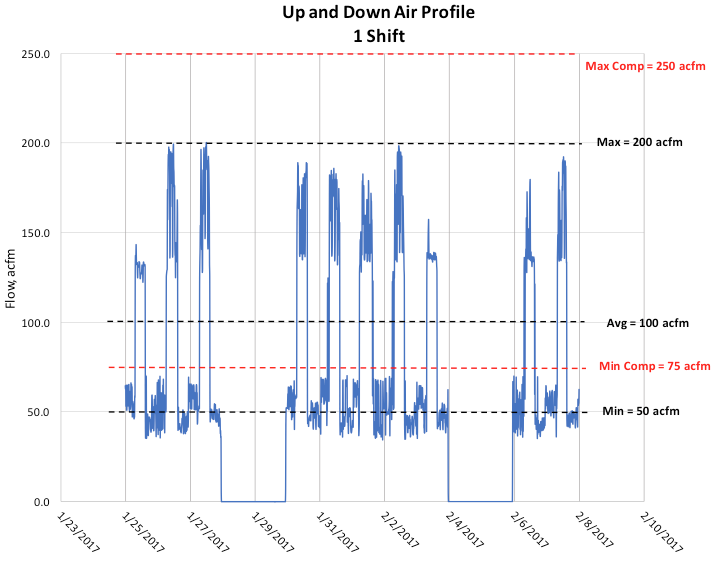
Figure 4. Measuring periods of low demand.
Here’s my rule on low demand: If demand is below 30% of VFD size, more than 30% of the time, a single VFD compressor might not be a good fit.
Production Process is Stable
Some plants are built to do one thing, and run until the equipment has reached the end of its useful life or the market disappears. This is typical when there is a major investment once, like a stretch film manufacturer with two production lines. This is a relatively small plant that can be fed by a 50 hp air compressor, and demands are not that changeable, mostly static pressure and small cylinders. On the larger end, it could be a small corrugated or linerboard plant with one machine.
However, systems as they get larger get more random in their demand, and change more frequently. Especially plants that I call “classic car collections”. These plants are a big warehouse building that a group of investors throw random used production machinery into. Like a food plastics manufacturer (molding operation) or a “nutraceutical” (health pills manufacturer). Since there is plenty of available used machinery out there, and it can be bought and put on a flat bed truck easy enough, the plant is a collection of a bunch of used machines that fit market niches. Small systems are typically supporting one to two production lines, and the plant is built and run into the ground with those lines. Larger plants are sometimes collections of always changing production lines. You can flow measure all you want, and you should, but you won’t be able to hit the sweet spot of one VFD compressor.
Here’s my rule on demand randomness: If the plant’s production system is stable, a single VFD compressor might be a good fit.
System Is Centralized
Making a compressed air system work that has a supposedly single VFD air compressor in one area and other compressors strung around, that it was intended to replace, doesn’t typically end up operating well after a few years. The other compressors can automatically or manually start, and make the VFD not operate in its sweet spot any more. So, avoid these scenarios by applying VFD compressors to already centralized systems, or make the systems centralized by de-commissioning outliers and building up the center.
In general, most smaller American manufacturing plants don’t have a “compressor room” at all. Compressed air equipment (compressors, dryers, tanks) are jammed in wherever there is room, often not in the same place as each other. I call these “compressor areas”. Larger, well-engineered plants have (or had) a centralized compressor room that is designed large enough – and has adequate electrical supply and cooling capacity – for the largest potential compressed air system that might be needed. How often does that happen? Not often. Even “centralized” systems end up being in the “slum” of the plant, the old part where no investment is occurring, and the new equipment and additions go out to the periphery, and another compressor is added. Don’t all new production buildings need a compressor? Building designers think so …
As you can see from my comments, based on experience in hundreds of plants, the number of plants with centralized compressor rooms that are going to stay that way are not in the majority. As a facility engineer, system designer or supplier, you should move management in that direction, if not all in one swoop, gradually. Consider piping distribution, storage and other factors in that decision.
Anyway, if you have a large enough piping loop and single compressor room for at least 50% over the current peak demand, you’re probably OK with an assumption that the compressor room location is stable for the life of the plant. Now you can site a VFD compressor in that room, provide adequate cooling and ventilation, with its standby right beside it, and dryer(s) for both. Ideally with demand controls. OK I’m getting into system design again, I apologize.
Here’s my rule on centralization: If the compressor room is new or can be modified to be permanently centralized, a single VFD compressor might be a good fit.
You Can Afford a Full-sized Backup
If you spend all your funds on one air compressor, and can’t get a backup, you just reduced the reliability of your plant significantly. You are more reliable with two working 20-year old compressors than with one brand new one. VFD compressors can be tricky while they get through “infant mortality”, and if you don’t have back-up, you might have the plant shutting down due to dirty power, vibration, high temperature cooling air, and a bunch of other things that your old compressors used to tolerate. So if you get a new Tesla, make sure you have that old Lincoln Towncar ready to go, or go get one, and put it in hot standby.
Here’s my rule on backup: Have a full-sized back-up for a single VFD compressor system.
Conclusion
If you install your single VFD compressor according to these rules, you’ll have a good chance at hitting your objectives-just make sure of them.
- Stay in 30-80% speed range.
- Stay out of single-shift always pressurized systems.
- Apply to stable systems.
- Apply to centralized systems.
- Have a full-sized back-up.
For more information, contact Tim Dugan, tel: (503) 520-0700, email: Tim.Dugan@comp-eng.com, or visit www.comp-eng.com.
To read more Air Compressor Technology articles, please visit www.airbestpractices.com/technology/air-compressors.



