Imagine a dairy farm. Do pictures of idyllic pastures populated by grazing, happy cows come to mind? What about the not-so-idyllic image of farmers milking cows by hand? Modern dairy farms work a little differently. Darigold, a farmer-owned dairy co-op located in the Pacific Northwest, has the happy cows, but production is more sophisticated. The company has eleven state-of-the-art production facilities churning out high-quality dairy products at mind-boggling rates. Milk, for instance, is produced to the tune of 2.6 million gallons per day. To maintain efficient production at scale, Darigold also has an innovative energy management program in place.

Darigold’s facility in Sunnyside, Washington, is the company’s largest plant.
There are nearly 500 farmers across the Pacific Northwest who provide milk for Darigold’s eleven plants. The factories vary in size: The plant in Bozeman, Montana, is relatively small, while the biggest facility, located in Sunnyside, Washington, is quite large. The plants also vary in what they make.
|
|
|
|
|
|
|
Darigold manufactures a wide variety of high-quality dairy products. |



“Basically, we have two separate divisions,” Uli Schildt, Energy Engineer, Darigold, told Compressed Air Best Practices® Magazine. “The Ingredients Division makes products that are used as ingredients for other food products, such as milk powder, whey powder, and butter for bakeries and other food processors. Then we have our Consumer Products Division, and they make products that you would buy in a grocery store—like fluid milk, cottage cheese, sour cream, and similar products.”
Compressed air is a key part of the manufacturing processes at Darigold, regardless of the division. The resource is also energy intensive. As a partner of the Environmental Protection Agency’s (EPA) Energy Star program, and a member of the Department of Energy’s (DOE) Better Plants program, Darigold set the bold goal of reducing energy intensity by 25 percent over 10 years—with an aggressive annual target reduction of 3 percent over the first four years. To achieve those goals, the company keeps a close eye on the compressed air systems across every manufacturing facility.
Darigold Energy Team members Tom Rouleau and Derek Bauman, along with Uli Schildt, were kind enough to speak with us about the company’s energy management program. During our discussions, they described how Darigold’s energy management program goes above and beyond traditional means of self-assessment to drive greater awareness of key energy users. They also explained how compressed air is used and managed as part of the overall energy management program.
Energy Management at Darigold
As Darigold’s energy engineer, Schildt works with each of the company’s eleven plants to drive the energy program. Darigold measures energy intensity in BTUs per pound of product. The metric allows the energy management team to evaluate each facility with the same key performance indicator—regardless of the product being made. On average, compressed air encompasses about 20 percent of a Darigold plant’s electrical energy spend, depending on the type of facility. At about 4,000 BTUs per pound, Darigold’s energy intensity for the Ingredients Division is much higher than the Consumer Products Division, which can be as low as 130 to 140 BTUs per pound.
Energy use is monitored and recorded in a monthly report covering every facility. The reports are sent to all the plant managers and senior directors, who are responsible for overseeing several plants. The document also goes to the VP of operations. In addition to energy use, reports include Energy Team meeting minutes, and a list of action items for each plant, allowing upper management to see exactly how each plant is performing.
“With our energy report, we show how each plant is doing every month, and how that compares with our annual goal and our overall goal,” Schildt explained. “On a bi-annual basis, we also conduct an Energy Program Management Review where we discuss the challenges in various plants and how management can help overcome those challenges.”
Resources for Driving Corporate Sustainability
Darigold’s energy management program is largely based on ISO 50001, an international standard for establishing an energy program. While the company is not compliant with the standard, the guidelines nevertheless provide a systematic framework for improving the energy efficiency of each plant. Being a part of the DOE Better Buildings, Better Plants program also offers valuable resources for Darigold’s energy management team.
“We are part of the DOE Better Buildings, Better Plants program, and by signing up for that program, we’ve adopted their goals,” Schildt commented. “The DOE provides a technical account manager that we work with, and I consult with him regularly for assistance towards meeting our goal. Another benefit of being a Better Plants partner is the free training offered by the program. In 2015, Frank Moskowitz conducted a three-day compressed air training at Sunnyside, offered at no cost.”

In 2015, Frank Moskowitz of the DOE’s Better Buildings, Better Plants program provided a free, three-day training at Darigold’s Sunnyside plant.
Darigold is also a partner of EPA’s Energy Star. While they are separate programs, Schildt said, “Each system, each agency, is complementary. The DOE focuses more on the technical aspect, and Energy Star more on the energy program management aspect. I think there are benefits by keeping them separate and having them focus on different aspects.”
Energy Program Assessments Share Best Practices Across Plants
Darigold believes building a strong, cross-functional team at each plant is key to making real progress. At Darigold, each plant has a cross-functional energy team comprising a diverse selection of individuals—from equipment operators and maintenance personnel, to accounting and human resources. This provides a unique blend of perspectives, and fosters creative solutions.
Another unique attribute of the energy management program at Darigold is its use of annual Energy Program Assessments. Conducted by teams of two to four people, Energy Program Assessments provide an objective evaluation of each plant’s energy team. They are performed at the beginning of every fiscal year, usually between April and May. Plant energy teams also perform self-assessments prior to formal energy reviews. Typically completed by January 31, the self-assessments are designed to find and correct any issues before the actual review, which involves outside parties.
“The Energy Program Assessments involve all people from outside the plant—either from our other plants, or from outside the company,” Schildt told us. “We have invited people from Seattle City Light, the Energy Trust of Oregon, Idaho Power, and other utility companies. That provides an additional inspector with a totally different perspective, and an unbiased view. We work quite closely with utility companies for energy rebates and incentives, so the more they know about what we’re doing, the better. It’s really a partnership.”
Energy Program Assessments are comprehensive evaluations more advanced than a basic scorecard, a common grading method for determining the efficacy of an energy management program. Darigold’s annual Energy Program Assessments advance on the scorecard methodology by detailing how well a plant is doing, where it can improve, and to what degree. As shown in Figure 1, the Energy Program Assessment matrix looks in depth at a plant’s processes.
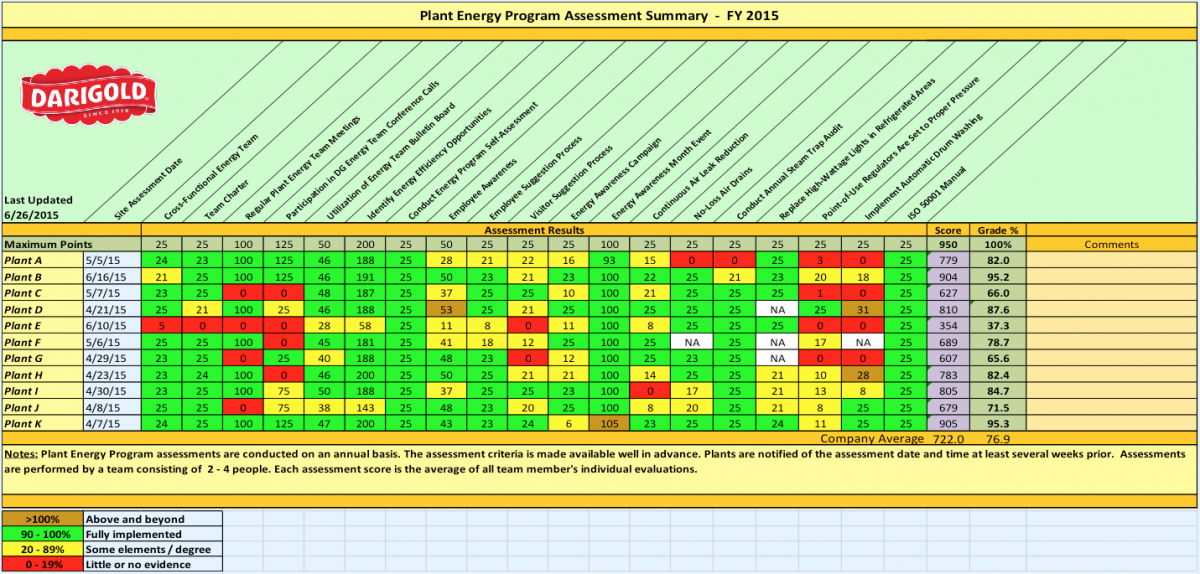
Figure 1: Where a scorecard might provide a given amount of points, Darigold Energy Program Assessments detail the gradient to which a plant’s energy program can improve.
Click here to enlarge
Darigold considers scorecards a passive method of assessing how good a program is—whether it’s energy or anything else. With a scorecard, if you perform a certain task, you get points. For one task, you may earn 5 points, or receive none. In Darigold’s Plant Energy Program Assessment, each team member evaluates and scores the various criteria items independently. The average of the individual scores is then used for the final grade. Each assessment team member must also provide suggestions on how the plant can improve its score for the next year. It has been found that plants achieving high assessment scores also do well on energy intensity reductions.
Darigold recognizes the Energy Team that achieves the highest annual assessment score. The Green Light Award trophy is bestowed to the winning plant. Each member of the Energy Team gets an all-weather jacket as well as all plant employees receive a nice lunch cooler with Energy Champions embroidered on it.
Energy Teams Target Lower Plant Compressed Air Pressures
Like most industrial facilities, Darigold uses compressed air in just about every aspect of production—whether it is for actuating valves and cylinders, or for packaging and palletizing. Darigold typically utilizes rotary screw air compressors between 100 and 200 hp, but there are always outliers. One or two of the air compressors will be fixed speed, running fully loaded while a VFD acts as a trim. Flow rates differ between plants, but can escalate to between 1800 and 2500 cfm. Plant compressed air is typically supplied at about 100 psi. The problem, at times, is keeping it there.

Milk powder dryers are major pieces of equipment within Darigold’s plants.
“One of the things we struggle with, and I don’t think it’s unique to our company, is people use a much higher pressure than we need, especially on the machines themselves,” Schildt explained. “It seems to be a common belief that if 60 psi is good, then 70 must be better, and 80 must be even better than that.”
Despite the challenge, Darigold Plant Energy Teams have made progress with reducing overall plant pressure. Before implementing the energy management program, many plants kept compressed air pressure at around 125 psi. Most plants are now maintaining a pressure of approximately 100 psi. There are times when a plant will need to increase pressure again, but as Schildt commented, “These are just the daily struggles that every facility faces.”
Demand Reduction Projects at Darigold’s Medford Plant
When speaking with Derek Bauman, Chief Engineer and Plant Energy Team Leader at the Medford facility, he described many compressed air projects implemented to lower compressed air demand. The facility was idled last year but was part of Darigold’s Consumer Products division and packaged and processed fluid milk. Compressed air was used to supply air valves, actuators, and package handling equipment, in addition to pushing product out of manufacturing lines. Bauman, who is still taking care of the facility, shared specific demand reduction projects for several pieces of production equipment, including one involving a “case diverter,” a machine for directing and conveying cases of milk.
“The empty cases don’t weigh very much coming in, but the point-of-use regulator [on the case diverter] was factory set at 90 psi,” Bauman explained. “If and when there was a jam up, it would actually damage milk cases, permanently deforming them into the wrong shape. As we lowered the compressed air pressure, not only were we saving air every time the arm moved back and forth to move cases, but if it did jam, it didn’t deform or break a case. Where it was running at 90 psi, we found it ran just fine and kept up with our demands at 35 psi.”
The Energy Team at Medford had similarly successful results when augmenting the point-of-use regulators on their “packing caser,” or pieces of equipment designed to fill cases with milk cartons. Much like the case diverters, the packing caser, whose cylinders required a large compressed air supply, tended to do more harm than good when running at high pressure.
“The caser has multiple cylinders for counting and building 5x5 patterns of cartons before another cylinder comes down with a head to grab the cartons, lift them, and set them in a case,” Bauman said. “For it to keep up, it was typically set around 80 psi. At 80 psi, if a case came in and was misplaced, broken, or had an issue, the head came down to pick up the carton of milk before the PLC could detect the fault. It would crush a carton, and milk would squirt all over the place. Then you’d have a mess to clean up, and it was still a jam.”
Bauman and his colleagues ended up setting the point-of-use regulator down at approximately 45 psi. The solution saved compressed air, and prevented damage to the product if the machine ever had a misalignment issue. Instead of crushing milk cartons, the head would come down, pause, fault, and retract. Overall, the plant was able to modify its casers, case diverters, and case shunts to operate at 45, 35 and 30 psi, respectively, rather than the factory preset of 90 psi. These measures, in conjunction with leak detection and other energy management activities, helped the plant to run solely on one 30-hp air compressor, as opposed to both a 30-hp and a 50-hp machine.
The Medford facility had nearly reached their 10-year Energy Goal in only three years. The Plant Energy Team won Darigold’s Green Light award two years in a row, for achieving the highest annual energy savings and for the highest Energy Program Assessment score.
|
|
|
|
 The Green Light award is given annually to the Energy Team with the highest Energy Program Assessment score.
The Green Light award is given annually to the Energy Team with the highest Energy Program Assessment score.
Darigold Sunnyside Equips “Cheese Towers” with Flow Meters
Darigold’s Sunnyside facility is its largest, and some of its applications are gargantuan. Sunnyside’s Energy Team is a very diverse group with members from different backgrounds and skill sets. The team is continuously looking for improvement opportunities and also won Darigold’s Green Light Award in 2015 for achieving the highest Energy Program Assessment score. Part of the Ingredients Division, the Sunnyside plant processes about 7.3 million pounds of milk per day, a number that may jump as high as 8.5 million after an upcoming increase in scale.
When speaking with Tom Rouleau, Technical Manager at Sunnyside, he discussed one fascinating application called the “cheese tower,” which is a 15-foot tall square column used for compacting cheese curd. “When the cycle begins, vacuum is used to fill the tower with curd—up to about 15 feet in depth,” Rouleau explained. “Once the level is met, we compress that curd into a block of cheese by shutting off the valve at the inlet, and allowing the tower to increase in vacuum. Then we release that vacuum, and open up some air valves on the vent of the tower. The venting allows atmospheric air in, and that action compresses the curd.”
The block of cheese is then sent below the tower to the guillotine underneath, where pneumatically powered cylinders push a blade to slice the cheese into blocks. Cut into 14.5- x 11-inch pieces, the cheese is moved by additional pneumatic cylinders. The cylinders are large, ranging from 4 to 6 inches in diameter, and they have long strokes, dropping about 7 or 8 inches per stroke. The ejection stroke is perhaps the largest user of compressed air, with strokes of about 14.5 inches in length. Considering the Sunnyside plant has 18 cheese towers, these cylinders are a major burden on the compressed air system.

Compressed air leaks are common in the cheese towers at Darigold’s Sunnyside location, so the Energy Team installed flow meters to monitor leak rates.
To add more complexity to the application, a cleaning solution used around these cylinders makes the seals brittle which creates compressed air leaks. Before installing flow meters, the Plant Energy Team never knew how much leakage occurred. With newly installed flow meters, the cheese towers are now monitored on a continuous basis. The Sunnyside Energy Team also installed one flow meter exiting the compressor room, one for the packaging area of the plant, and another at the bagging area, helping keep track of how much compressed air is used in those areas.
Driving Behavioral Change
At the end of the day, energy management is about changing behavior. Darigold’s Energy Program Assessments drive change by providing more constructive feedback than a point total. The actionable feedback is shared across the entire organization—along with valuable best practices— to help optimize energy use.
“Everyone understands compressed air is the most expensive utility,” Schildt explained. “But to have people really comply, that’s a continued struggle.” For Darigold and their Plant Energy Teams, the struggle has paid dividends, with an average reduction of plant compressed air pressure of 25 psig. Ongoing and innovative Energy Program Assessments play an important role in the continued success of Darigold’s energy management program.
To date, the Energy Program Assessments have helped Darigold Energy Teams share a great deal of best practices across the entire organization—whether it is installing flow meters, reducing pressure at point-of-use regulators, or implementing zero air-loss condensate drains.
For more information, visit www.darigold.com.
To read more about Energy Management, please visit www.airbestpractices.com/energy-manager.



