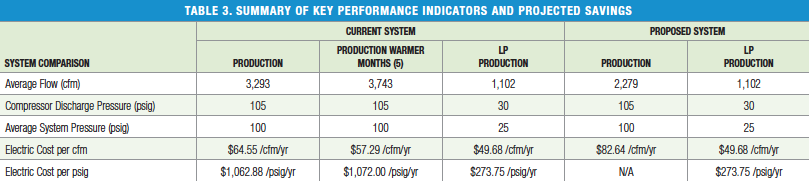
A zinc producer spends an estimated \$516,000 annually on electricity to operate the air compressors in a compressed air system at its north American plant. The current average electric rate, at this plant, is 5 cents per kWh, and the compressed air system operates 8,760 hours per year. This system assessment recommended a group of projects able to reduce these energy costs by fifty-one percent (51%) to an annualized \$270,000. The simple payback of the project was 15 months – without taking into account potential incentive dollars from the local utility. Due to article length constraints, this article will highlight a few of the demand-side projects which could reduce compressed air use by 1,090 scfm.
The Current Compressed Air System
The compressed air system consists of one large central air compressor room with a small system in Building A, and another separate compressed air system in Building B. Building A is connected to the main compressed air system, but the air compressor has not run for a long time. Currently, most of the plant air is directed around the existing dryer due to the piping layout.
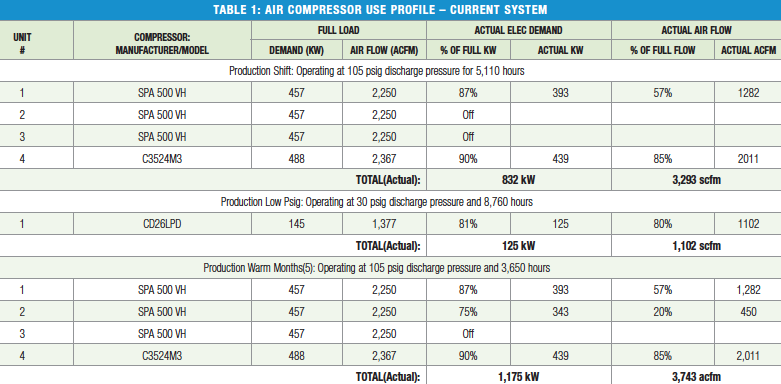
There is a high-pressure system with an average system pressure of 100 psig. This system is producing a range of flows between 3,300 and 3,800 scfm. There is also a low-pressure system with an average system pressure of 28 psig. This system is producing an average of 1,102 scfm.
All of the plant’s main air compressors are water-cooled with cooling water from open evaporative type cooling towers.
There are three lubricated rotary screw air compressors and two oil-free centrifugal air compressors. They have all been very reliable performers, with the appropriate maintenance, and many have been installed for 25+ years.
On the high-pressure side, the plant has three Ingersoll-Rand model SPA500VA, single-stage, oil-cooled, 500-hp class, rotary screw compressors (4,160 volts). Each unit is rated for 2,500 acfm or 2,250 scfm at 110 psig pulling 577 Bhp (457 kW). These units have modulation control with blow down and are all approximately 1980 vintage machines.
The plant also has an Ingersoll-Rand C3529M3, 3-stage centrifugal rated for 2,367 scfm at 110 psig and draws 559 Bhp or 439 kW. This unit has inlet butterfly valve (IBV) and blow off valve (BOV) controls.
The low-pressure system has an Ingersoll-Rand single-stage oil-free centrifugal (Model CD26LPD) 200-hp class compressor. This unit delivers 1,314 scfm at 36 psig, but is currently running with a 21 to 30 psig set point. Back-up air is from high-pressure crossover air from two separate regulators.
The Ingersoll-Rand unit will cut in at 21 psig and cut out at 31 psig. When the unit operates in load/no-load control and short cycling, it appears sometimes the low pressure safety valve will lift and be over-pressurized through the old crossover 8” regulator system. This compressor can deliver 1,377 scfm at full load. With idle calculated in, the average flow of this low pressure system is approximately 1,102 scfm at an average pressure of 28 psig. This compressed air system feeds Agitation in the leach area. The average tank in Leach uses 40-60 scfm setting on a flow meter. There appeared to be a few cracked open drains in this system along with a few holes in the leach area piping.
The high-pressure system has one main compressed air dryer, an Ingersoll-Rand Model 4300EHB. This desiccant dryer is rated for 4,300 scfm at 100 psig at 100°F and has a 78 kW external-mounted heater with a 15-hp blower. This dryer is running, but seems to have a lot of air by-passing.
Figure 1: Current Compressed Air System
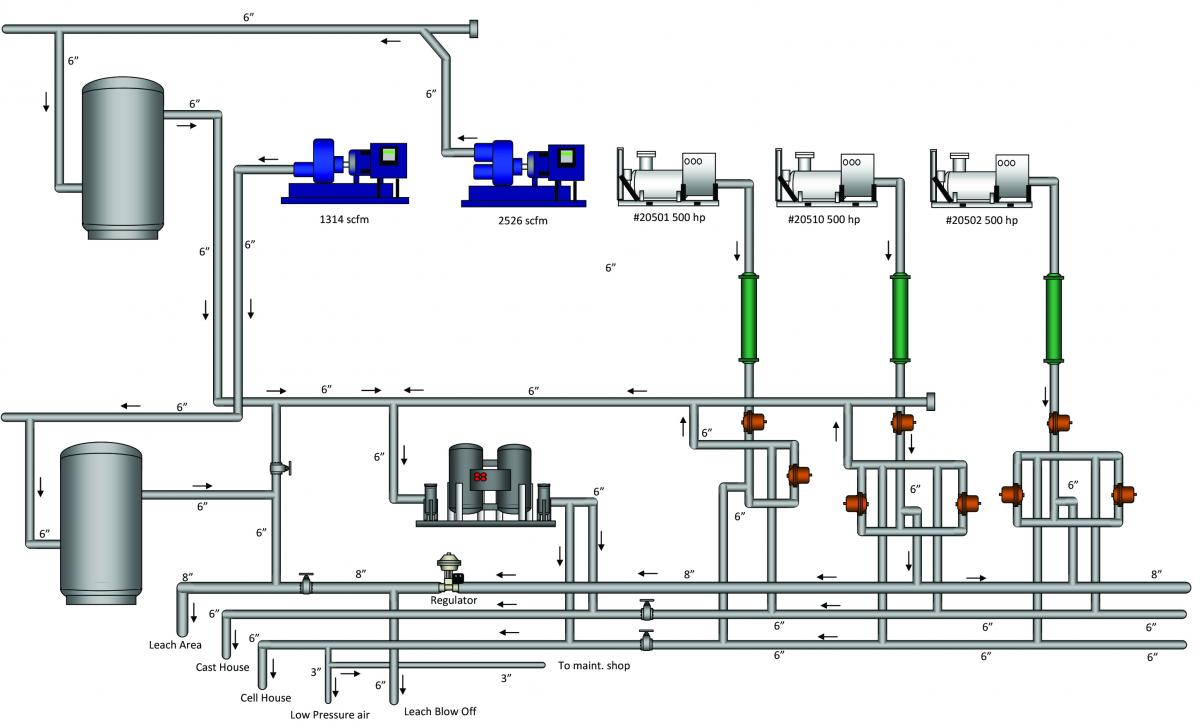
Click here to enlarge.
This system assessment recommends significant changes to the supply-side configuration primarily focusing on installing a new 14” header and a remote monitoring system enabling the plant to monitor kW, flow and pressure. Other supply-side recommendations include new compressed air treatment equipment and storage. Due to article length constraints, we will highlight a few of the demand-side projects implemented to reduce unnecessary uses of compressed air.
Compressed Air Use (Flow) Reduction Projects Deliver 1,090 scfm in Savings
Compressed air use (flow) reduction projects were identified totaling 205 cfm in the Extrusion/Main Plant area and 162 cfm in the Assembly area. Due to article-length constraints, we will expand a bit on two of the projects – compressed air leak management and blow-off air in the extrusion plant.
Project #1. Replace 17 Timer Drains with Zero Air-Loss Condensate Drains – 51 scfm Savings
We estimated each of the 17 timer drains were wasting 3 cfm each of compressed air. Timer drains are unable to close when not needed. There were 11 of these drains in the main compressor room alone. We recommend electronic or pneumatic-actuated, level-activated condensate drains. The cost of this project (including labor) was estimated at \$8,500 and the annual savings at \$5,760.
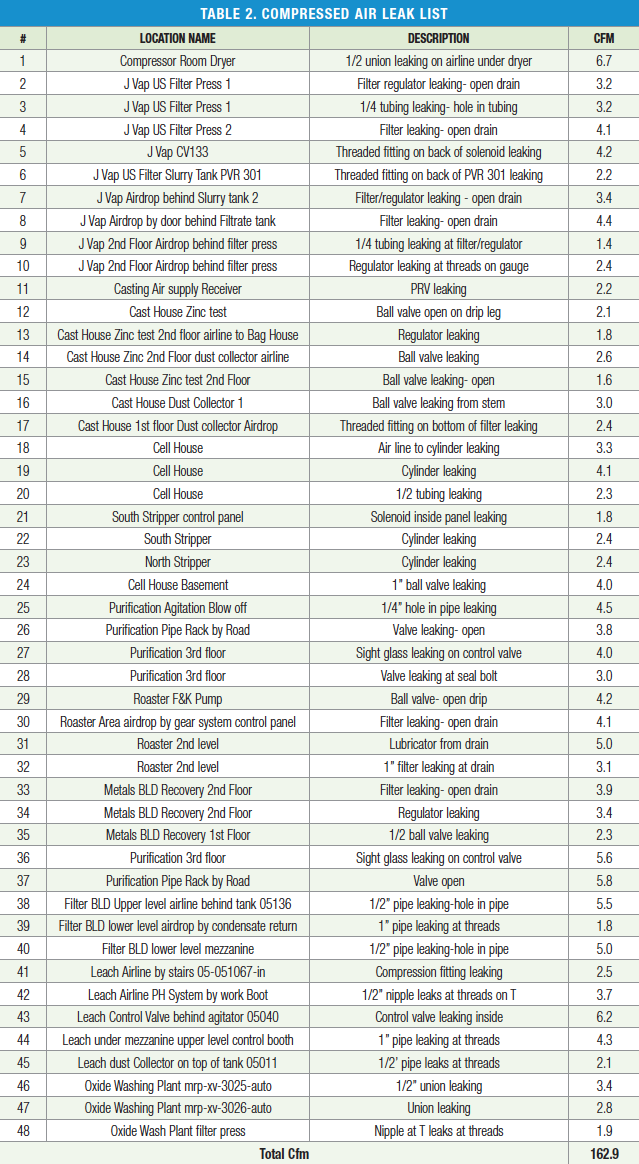
Project #2. Repair 48 Identified Compressed Air Leaks – 163 scfm Savings
A partial survey of compressed air leaks was conducted at the plant and 48 leaks were identified, quantified, tagged, and logged. Potential savings totaled 163 cfm for the 48 leaks that were identified. The cost of this project (including labor) was estimated at \$8,300 and the annual savings at \$18,500.
Project #3. Replace High Pressure Blow-Offs with Low-Pressure Cooling Fans – 340 scfm Savings
Potentially inappropriate uses of compressed air are demand-side applications that may be more efficiently handled by another power source rather than compressed air. Blow-off air is a very common inappropriate use. Four different areas in the plant were found to be using compressed air for personal cooling purposes. Installing new 1 KW high performance fans should correct this inappropriate use of compressed air. The cost of this project (including labor) was estimated at \$10,000 and the annual savings at \$38,400.
Project #4. Replace 29 Air Vibrators with Electric – 255 scfm Savings
Air vibrators are used to keep product or packaging moving or separated – e.g., keeping lids separated prior to sealing. If a plant employs air vibrators that use about 10 cfm each, they will require about 2.5 hp or more to produce the same as a similar electric vibrator, which might use about 0.25-hp input energy. The survey identified 29 air vibrators which can be replaced with electric vibrators. The net savings would be 255 scfm. The cost of this project (including labor) was estimated at \$20,800 and the annual savings at \$28,800.
Conclusion
In this article we have highlighted four simple, but important ways to reduce compressed air demand at a zinc facility. These projects were part of a larger system assessment involving the installation of supply-side air compressor controls, header piping and air dryer changes able to reduce pressure drop and translate compressed air use reductions into electric cost energy savings at the air compressors.
For more information, contact Don van Ormer, Air Power USA, at don@airpowerusainc.com or visit www.airpowerusainc.com.
To read more about Metals Industry System Assessments, please visit www.airbestpractices.com/industries/metals.



