Running a successful compressed air auditing business usually requires a toolbox full of instruments, a well packed suitcase, and some airplane tickets. Popular compressed air auditors are very often near the top tier of the travel mile ladder, with many an hour expended sitting in an aircraft seat or waiting in a lounge.
Recent developments in the area of compressed air system measurement have reduced the need for expensive and time-consuming travel, this article discusses some experiences in using cellular connected data loggers to perform a compressed air assessment during a time when travel was restricted. While not ideal, this exercise identified huge savings for this customer.
Background
Contact was made in summer of 2020 with an inquiry about performing a compressed air assessment at a sawmill in another province about 1,000 miles to the West. This was a time of the first peak wave of Covid-19 and travel was restricted, so the plant could not be visited by out-of-province travelers at that time. But what was offered was remote data logging using specialty loggers. Fortunately, we were associated with a compressed air services company located near this customer, so some site assessment and demand side assessment could also be done by subcontract.
The site in question did not have a complicated compressed air system, just a simple single air compressor set-up with a large 250 hp lubricated screw compressor, with a wet tank and a heated blower style desiccant air dryer. The plant already had a thermal mass flow meter installed which would make it easy to determine the true compressed air system loading. The system diagram is shown in Figure 1.
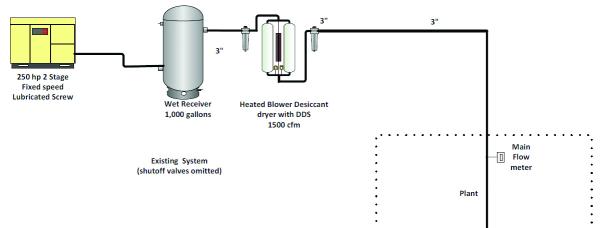
This sawmill had a simple one air compressor system, making system measurement simple, however, the flow meter was installed in the piping across a busy roadway, making it difficult to monitor using a central data logger system. Enlarge.
The air compressor and dryer were located in a separate self-contained building located away from the main sawmill to make it easier to control dust which impacts the coolers of the air compressors. The main compressor amps were measured along with the amps consumed by the air dryer. These amps were converted to kilowatts using data taken by the power utility. Pressure was measured both before and after the air dryer and filters. However, there was a challenge, the flow meter was installed in the main plant, which was supplied by an underground pipe running under a busy roadway. The preferred data logging method was to use a new type of data logger with cellular communication. This was of central style, meaning wires needed to be run to all sensors, but running a wire across a busy roadway was not possible in this case. More information about this style of data logger, and how it can be used can be found in this Compressed Air Best Practices® Magazine article (Cell-Connected Compressed Air Monitoring Systems Save Time and Money).
Site photographs taken by smart phone immediately showed there was a high potential for some significant energy savings, based on the air compressor’s modulating operating mode, and analyzing the number of loaded hours compared to run time hours (Figure 2). This compressor, through its lifetime spent significant time in the unload operating condition, where it consumes as much power as a fully loaded 100 hp compressor, even while producing no air.
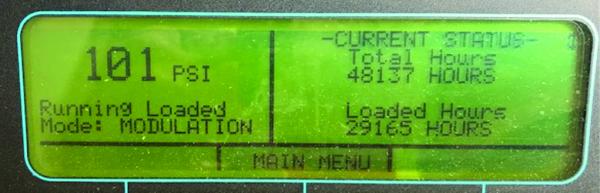
A look at the air compressor operating mode and loaded/running hours can often show a compressed air auditor that there is a big potential for savings.
Selection of Loggers
Most data logger systems used by compressed air auditors come in two basic styles, central logging or independent self-contained:
- Central Logging – Data logging is done by connecting instruments to a multi-channel central box collection box that stores the data samples from multiple channels at selectable sample frequencies and durations. These boxes must be powered from 120 volt mains or large capacity battery. Wires for each channel must be run to the central box, this becomes a limitation of compressors are in different locations in a plant or when pressure readings at various remote locations are required. This type of logger can display real-time data if connected via an internet or cellular data connection, so any errors in data sampling (such as when a wire falls off or someone closes a valve) can be detected immediately. Often the viewing and setup can be done remotely by an experienced auditor, so the equipment can be installed by plant personnel.
- Self-contained loggers – Small portable loggers with independent battery power are deployed to various locations in the plant. Often pressure, amp, power, dew point, temperature and flow parameters need specific data logger types that are specially designed to be used to capture the required measurement. Some styles require additional mains powered instruments to do the actual measurement, with the logger just storing the output in battery backed-up memory. The loggers capture the data with precise time synchronization and are then downloaded to a central location via a base station or laptop. The data can then be viewed using specialized laptop-based software. Because the data is only viewed at the end of the data capture, errors in the data may only be noticed when the data sampling is completed, which may require the data sampling to be repeated, an expensive exercise when hours of travel are involved. This type of logger often requires a well-trained person with a laptop containing special set-up programs to do the installation and downloading.
Many auditors have many different logger makes and models which they chose from for each individual assessment. The author has 6 different types of loggers that are used for various jobs. For this assessment a central cell-connected data logger style was selected. The style chosen has the ability to link together numerous loggers located at various locations, all sending data to a central cloud connected database. This solved the issue of the remote connection to the flow meter located in the plant.
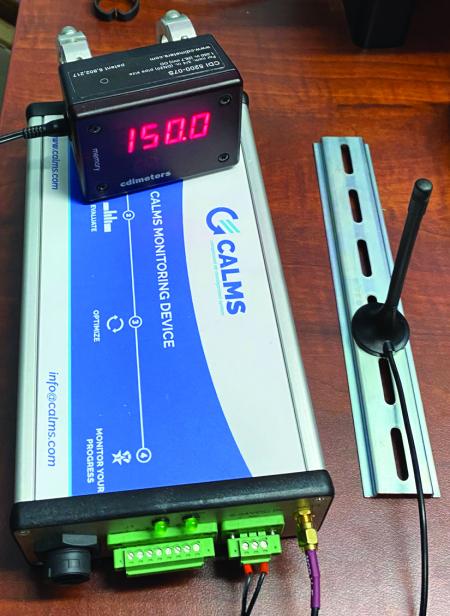
Two of these central style data loggers were used for this assessment and the data synchronized together by the cloud software. This eliminated the need for a connecting cable to the remote flow meter which was of similar make as the meter in the picture. The meter outputs both 4 to 20 ma and digital signals. Installation is simple and can be done by site personnel, eliminating the need for the auditor to travel many hours to site for set-up.
Results
Once the data loggers were installed the auditor could immediately see various problems. The site plant production hours were only between 6:30 am and 3:30 pm yet the large compressor was left to run to near 2 am and started back up at 4:30 am to feed various small operations in the plant. During these non-production hours, the compressor ran very inefficiently at 48 kW per 100 cfm produced. The data also showed the air dryer heater and blower was running with a high duty cycle, subsequent investigations revealed plugged coolers on the air compressors were sending overheated air to the air dryer.
Pressure loss across the air dryer and filters was also higher than normal, indicating fouled filters which reduced plant pressures during peak flows. Figure 4 shows a typical 24-hour profile of the plant.
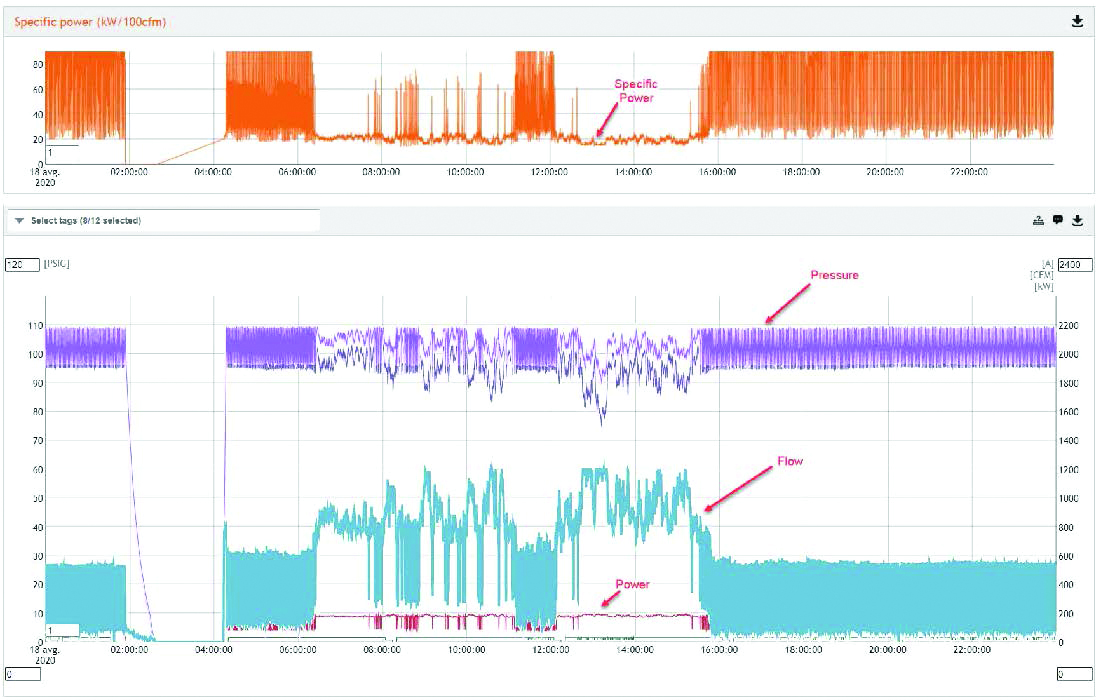
Figure 4. Data showed the specific power was abnormally high during light loaded periods because the compressor was oversized for the light loading. Excessive pressure loss was detected across the dryer and filters. High heater load on the dryer showed there was an overheating problem with the compressor discharge air. Enlarge.
Baseline data was captured as follows:

Table 1: Pressure baseline.
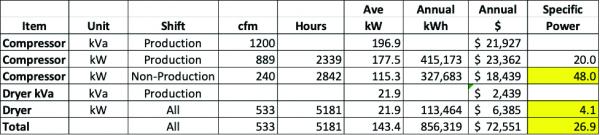
Table 2: Power baseline.
Potential Savings
Based on the data and some site investigation some possible energy conservation measures were proposed:
- Replace the existing 250 hp air compressors with two smaller compressors, one of which is VSD
- Upgrade filters for low pressure loss
- Reduce compressor discharge pressure
- Reduce leakage by 60 cfm
- Repair air dryer, change operation to dew point control
- Install low loss drains
- Improve cooling air ventilation and filtering
Project economics are shown as follows:
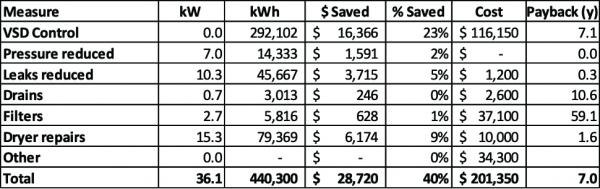
Table 3: Potential improvement measures.
At first glance it appeared the simple payback of this project is not very attractive, however, the power utility incentives offered for this project were significant. An incentive covering 75% of the project was available which made the work very attractive.
Conclusions
The use of cell-connected loggers and local compressed air assessment talent allowed the analysis part of this project to be done remotely even when travel was restricted. This has proven to be an economical way to assess compressed air systems even halfway around the world from the safety of the office.
And once again the results of the audit have proven that simply measuring and observing key aspects of a compressed air system can reveal significant problems, very often with excellent solutions available.
For more information about this article, contact Ron Marshall, Marshall Compressed Air Consulting, tel: 204-806-2085, email: ronm@mts.net.
To read similar Compressed Air System Assessment articles, visit https://www.airbestpractices.com/system-assessments.
Visit our Webinar Archives to listen to expert presentations on Compressed Air Measurement at https://www.airbestpractices.com/magazine/webinars.



