Start with Monitoring to Achieve Compressed Air System Efficiencies
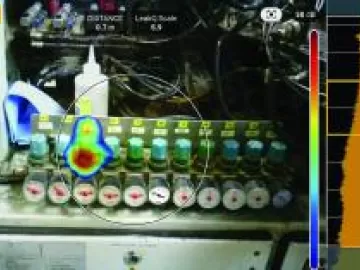
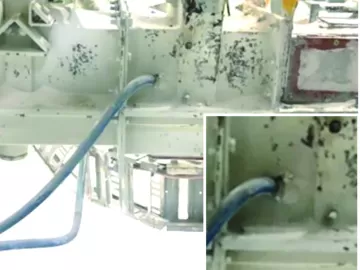
Compressed air represents one of the largest opportunities for immediate energy savings, which accounts for an average of 15% of an industrial facility’s electrical consumption. In fact, over a 10-year period, electricity can make up 76% of the total compressed air system costs. Monitoring compressed air usage, identifying compressed air waste and inefficiencies, and making investments in new compressed air equipment – including piping – are tangible ways businesses can cut their operating costs by lowering their electricity bill.
[ Read Full Story ]