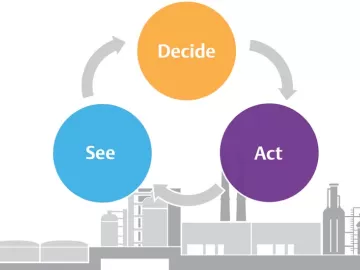
Leveraging Data Acquisition to Drive Actionable Intelligence
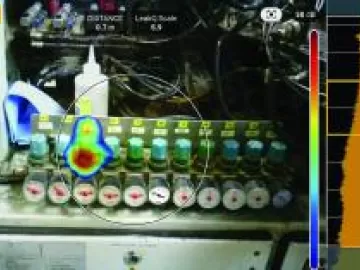
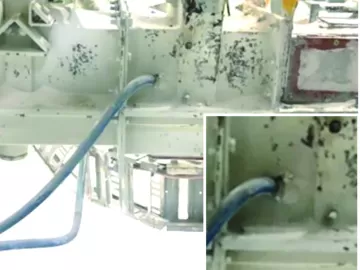
In most industrial plants, data is everywhere. It resides in flow through pipes, pressure in tanks, vibration on rotating equipment, temperatures in heat exchangers, and electrical energy power consumption in motors. If we can acquire this data and make sense out of the patterns we can take actions to make our plants more efficient and reliable.
[ Read Full Story ]