There are many critical components involved in rotary screw air compressors, and the lubricant we use is of vital importance in the process. Screw machines rely heavily on these fluids for bearing lubrication, system cleanliness, water removal, sealing, as well as heat transfer. These fluids work in a very unforgiving environment and must function well in circumstances that would normally be deemed torturous in other lubricant applications. We run it at high velocities, through scorching temperatures, while we blast it with water. Over the years the airends have continued to shrink in size, and turn faster, and oil sumps grow ever smaller, pushing up internal temperatures and increasing the loads these lubricants must endure.
Understanding the basics of the oil system can help us to understand the importance of the lubricant and offer some hints when there are signs of trouble. In this article, we will go through the major components in the oil system, and some common problems associated with them. The major components can all be found in oil-injected screw machines, but depending on the manufacturer, there may be differences in their order of operation in the loop.
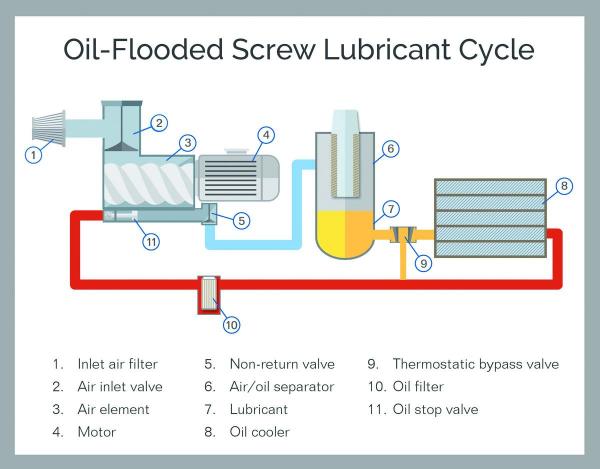
Shown are the major components of an oil system in an oil-flooded rotary screw air compressor. Image courtesy of Isel Inc.
The Sump
We will start our trip through the loop at the same place we will finish: The oil sump. This reservoir is where oil is stored for use in the system. It is usually located in the lower section of a tank-like cylinder, that also houses components used in the air/oil separation process.
This is normally a trouble-free component on the sump side, though certain conditions can cause premature failure, and contamination. Most problems related to the sump are borne from water. If an access amount of water accumulates in the sump due to low oil temperatures, or the separation process fails to vaporize the water from heat of compression, it can continue to adversely affect the lubricant over a long period of time.
This buildup of water can not only damage the machine by replacing oil in critical lubricated areas, but it can cause corrosion in the sump, leading to particle contamination and unwanted metals. The sump is normally our low spot in the system, so there is also risk of airborne contaminants or particulate picked up through the inlet, separating and accumulating in the bottom of the sump. When this occurs, the lubricant can show high particulate counts, or unwanted metals on an oil analysis – and it can mislead technicians even after fresh lubricant changes. Since these particulates have time to settle in the sump, oil changes do not remove them very effectively. We can care for the oil sump by watching oil analysis for water content, making sure to minimize the entrainment of too much moisture, and periodically cleaning and inspecting the reservoir area where possible.
Oil Filter
Oil from the sump flows through small entry passages around the outside of the filter base and is forced through an opening near the closed side of the filter casing, where it passes through a filter median, then out the threaded center port, and downstream of the filter. These filters are very effective at removing particulate which may be ingested from the outside air as it is pulled in through the inlet. Other contaminants can also get caught in the media, preventing damage to the air compressor. Examples include solids that may have formed from a lubricant in the process of breaking down, wear materials like metals from wetted parts that are starting to degrade and failing sealing materials.
Many of these filters contain a spring-loaded valve internally at the media entrance, which will open and bypass the media when the oil is too thick to effectively pass through the filter media. This type of filter has the added benefit of protecting the machine from oil starvation while the lubricant is cold and at a higher viscosity. As the oil works its way up to operating temperature, the valve seals, sending the fluid through the media.
These filters are a key maintenance item and must be changed regularly to ensure a particulate-free oil sump. If these filters become completely clogged, they will starve the system of lubricant, and can cause catastrophic damage. They also represent a common leak point if the O-ring seal around the flange fails, or the filter fails to seat properly.
Thermostatic Valve
This is our first stop in our trip through the system. This valve will direct our lubricant towards its next component based on temperature.

An internal thermostatic valve component. Photo courtesy of Ozen Air Technology.
Just like the engine oil in a car, air compressor lubricant works best within a certain temperature range. Air compressor lubricants at room temperature have a viscosity or thickness much higher than desired at operating temperature. As we are going to operate this machine at a constant duty cycle, the fluid is manufactured to be at optimal performance once it reaches its operating temperature.
When the air compressor is first started, and the oil is cold, this valve will direct our oil straight into the airend and bypass the oil cooler. This will ensure the lubricant heats up quickly and can effectively perform all the tasks we demand of it. Once the lubricant reaches an acceptable operating temperature, this valve will direct the oil flow out to the oil cooler to maintain that operating temperature and ensure the oil does not overheat.

The thermostatic bypass valve on this unit is built into the oil filter housing. Photo courtesy of Ozen Air Technology.
These valves are normally rather robust, and typically offer years of reliable service, though they do present some leak points. There are occasions where this valve may become clogged with foreign material which may be present in the lubricant. This is rare, as this component is typically downstream of the oil filter, but the accumulation of small particles on the wetted parts of this valve can cause it to clog or jam. Fortunately, modern rotary screw air compressors have controls that will shut the machine down if a loss of lubricant or high temperatures are detected, preventing catastrophic damage to the airend.
Another possible but uncommon failure could be related to a valve unable to cycle or move to its alternate position. This type of failure could be related to the valve’s actuator, communication issues with the controller, or caused by debris preventing the valves movement. This can cause the lubricant to remain bypassed away from the cooler, causing high temperature of the lubricant fairly quickly, or the valve may continually send the fluid to the cooler regardless of temperature, causing access accumulation of water in the sump, by preventing the lubricant from preheating properly.
Oil Cooler
Our next stop, assuming our lubricant has reached its operating temperature will be to the oil cooler. As our lubricant has been subjected to extreme friction and bears the brunt of temperature gain from heat of compression, the lubricant will be very hot.
Temperature will have many negative affects on the lubricant. It shortens the life of key additives that are designed to increase shear strength, modify viscosities, prevent excessive foaming, and countless other additives could be present.
High temperatures affect almost all these additives. Another challenge lies in the base stocks themselves, which will turn acidic if overheated. Acid leads to varnish which can clog components, decrease efficiency, and cause severe damage. All these circumstances can be avoided by an effective oil cooler.
Air-cooled Air Compressors
This component, like the radiator in your car, passes the fluid through tubing encased in a block of baffles, designed to optimize heat transfer.
Most air-cooled air compressors have a high capacity fan which will force air through the baffles, and out of the cabinet, removing large amounts of heat from the lubricant. These fans have the added benefit of removing heat from all the components inside the cabinet, and a good bit of engineering is typically involved in the design of the cooler, its fan, and the cabinet itself, to ensure the airflow is optimized to remove heat.
These coolers must be cleaned and maintained to ensure proper heat transfer is achieved. When the external surfaces of these coolers collect an excessive amount of dust or other debris from the air being forced through them, the heat transfer can be disrupted, causing high oil temperatures. Simply blowing clean air through a cooler – and removing this buildup – can have a drastic effect on an air compressor’s operating temperature. Internally, the coolers can collect varnish or sludge, which can build up on the cooler walls, and insulate the lubricant from the much cooler inner wall of the tubing. This can often be removed with a cleaner solvent additive, or the cooler can be removed and cleaned with a chemical bath.
Water-cooled Air Compressors
These machines use a liquid heat exchanger instead of an air/oil cooler. The lubricant passes through a series of tubes that run horizontally through a cylinder which is filled with a cooling medium. The cooling medium works on a pressurized loop, so that the cooling liquid is constantly flowing through exchanger.
As the cold fluid passes over the tubes of hot oil, the heat is transferred to the cooling liquid, and is removed from the lubricant. This is a less-common method of oil cooling as it requires a great deal of ancillary equipment in most applications and is typically only used in environments where air cooling the lubricant may not be feasible, or the cooling water system is used for other applications, making water cooling a practical option.
Common issues with water cooling may include corrosion from cooling water that is not properly treated. This can lead to failure of barrier between the lubricant and the cooling water, causing a mixture in the air compressor. Another concern is cooling water temperature. It can be too cold, causing accumulation of water from heat of compression, or not cold enough, causing high oil temperatures.
Oil Stop Valve
Our oil system is under pressure during normal operation, and flows through the oil stop valve, typically on its way into the airend. This is normally an in-line pilot valve that closes upon shutdown and helps to maintain some oil pressure in the airend. Without this valve, we could run very low or completely out of lubricant in the airend as we wind down, or the oil could flow backwards as pressure is lost.
Air Compressor Lubrication & Maintenance - Webinar RecordingDownload the slides and watch the recording of the FREE webcast to learn:
|
Airend
All our components thus far have fulfilled their purpose, so now our lubricant is going to do its job.
The lubricant is going to bathe our rotating element bearings in warm, clean oil, forming a film between the rolling elements within the bearing and the bearings race, preventing direct metal to metal contact. The entirety of the rotating assembles will ride on top of this film, drastically reducing friction and optimizing efficiency.
As the oil is injected into the casing, it will form a thin film over the rotor tips and will become the primary sealing method to ensure that air is compressed between the rotors, as our now compressed air exits the airend. At this point the lubricant is emulsified with water, which has been squeezed from the moisture in the outside air during compression, and the compressed air itself. At this point in the process the primary concerns of our lubricant are temperature and water.
The lubricant is going to pick up extremely high temperatures through this process, and it will relieve the rotors and bearings of this extreme heat by carrying the temperature out, and away from the airend. The lubricant needs to be very close to its design viscosity or thickness for this to take place effectively. If the oil is to thick, it may not transfer the heat fast enough. This can lead to high temperatures in the airend which may be difficult to troubleshoot.
Lubricants that have become acidic may form solids in the gaps of the rotors, which can be extremely detrimental to performance and efficiency. Another less-common failure that can be catastrophic is starvation of the lubricant from entering the inlet. In this rare occurrence, the element functions without the presents of the lubricant at all. The bearings will only function for a short time without lubricant separating the moving pieces, and with no heat transfer taking place. In most cases, well under a minute, the extreme heat will cause the rotors to swell and contact the inner casing. This usually results in destruction of the airend itself.
Air/Oil Separator
The airend has discharged an emulsion of extremely hot air, oil, and water, and it’s time to separate out our finished product of compressed air, get our lubricant back to the sump, and remove the water we picked up in the airend.
All these tasks will be performed by the separator. We are going to inject this mixture into the same cylinder-shaped tank that our oil is stored in. Our cylinder contains a large separator/filter element at the top, near the inlet port where our mixture will enter, under pressure. This is a coalescing-type filter that will prevent the lubricant from leaving the system, help trap impurities and provide a barrier to give our lubricant no other alternative but to return to sump.

A centrifugal oil/water separator element. Photo courtesy of Ozen Air Technology.
The mixture will spin around the outside of our separator creating a centrifugal effect, causing most of our lubricant to separate and drip down the interior of the cylinder and back to the bottom. Our separator element in the middle of this spinning mixture will only allow our compressed air to squeeze through the final filter median, creating a coalescing effect, and prevent oil and water from escaping downstream.
This process also vaporizes water from heat of compression and allows it to pass back to atmosphere. The medium is much too dense to allow the lubricant to pass, and it will form larger droplets as it gathers in the base of the element, and will fall downward back to lower area of the tank, where it will begin the cycle again. Some of the lubricant will be piped from the center of our separator, back to the air end via a scavenger line. This scavenger line is connected via tubing to the airend and is under vacuum and will collect any lubricant which passes through our separator and return it directly to the air end.
Newer air compressors, especially the smaller machines, utilize a spin-on-type unit, like the oil filter, instead of a large separator element. These spin-on separators have significant maintenance advantages as they are much easier to change. These separators function in much the same way, but are typically mounted inverted, and the scavenge line still pulls access lubricant from a port at the bottom of the filter housings casing.
Larger machines, usually over 100 horsepower (HP), typically use the traditional large separator element, and this arrangement can process a much higher volume of mixture. Some manufacturers still use this arrangement throughout their entire offering, though spin-on separators have become extremely popular for their cost savings and ease of maintenance.
At this point our lubricant is back in the sump and ready to make another loop through the system. Many of the components present in an oil-flooded screw air compressor are related to the oil, as it has so many roles to fill as it is manipulated by these components to provide compressed air. Some of these components are in combined units, where up to three of these jobs are performed by a single assembly, and others are separated completely.
Know your Oil-side Systems
This guide should serve as a roadmap to the oil-side components of your air compressor and can be used to develop an understanding of the oil side systems. As an operator, familiarizing yourself with these components in your machine can be very helpful. The principles and importance of clean, warm lubricating oil are the same for all flooded rotary screw-type air compressors, so though there may be a variance on the operational order in your air compressor, the principles and required components remain the same.
About the Author
Dave Brockett of Isel Inc. is an Air Compressor Product Manager with over 20 years in the air compressor business, starting as an air compressor technician following military service. His experience includes project management, product development, maintenance management, and industrial equipment sales. The author extends special thanks for technical and media assistance from Steve George of Ozen Air Technology and Clint Staples of Katy Equipment.
About Isel
Isel Inc. is a division of the Dubois Chemical Company and has provided custom-blended air compressor lubricants around the world for over 25 years. Known throughout the industry as an extremely flexible, customer support-based manufacturer, Isel uses cutting-edge chemistry and revolutionary manufacturing techniques to deliver lubricants of unmatched quality and durability. Isel is committed to providing air compressor manufacturers as well as service companies with the most advanced products available. For more information, visit https://iselinc.com/. All photos courtesy of Isel Inc.
To read similar Air Compressor Technology articles visit www.airbestpractices.com/technology/air-compressors.



