When it comes to the selection of a lubricant for an air compressor application, one of the major deciding factors is the expected life of the fluid. Yet exactly how the expected life of the fluid is determined and compared, especially between manufacturers, can be confusing. Fortunately, there are tools and tests that can provide reliable predictions of performance – one of which is a Rotating Pressure Vessel Oxidation Test (RPVOT). Having the test performed goes a long way toward helping those responsible for air compressor performance and maintenance make an accurate comparison between the life expectancy of lubricants offered.
Oxidation Impacts Lubricant Life Expectancy
Most fluids are considered to have reached the end of their useful life when they have oxidized to the extent that their characteristic properties are no longer within the specifications required to provide sufficient lubrication to the unit. Oxidation of lubricants has the added detriment that, in addition to thickening and creating heavy deposits, they also cause the fluid to increase in acidity, e.g., the Total Acid Number (TAN) goes up.
The importance of understanding the oxidation and the life expectancy of a lubricant, of course, is crucial. Equally important is the ability to make a head-to-head comparison of new fluids, or when deciding on oil change intervals in critical applications.
In an ideal world, the most reliable way to compare fluids is to place them in identical units operated under identical conditions and to routinely sample the fluids. Afterward, the results would be graphed to determine varnish content, viscosity, and TAN. The processes would be repeated with the same test multiple times with various conditions changed each time. While this would provide the best, most accurate results, it is not practical. Instead, accelerated aging conditions are used to determine the relative performance of fluids under stringently controlled parameters as part of rigorous lubricant testing processes used to gauge the life expectancy of fluids.
The challenge is that lubricant manufacturers are not always clear when providing justification for how they come up with estimates for the expected life of fluids. In addition, it is not always safe to assume that the oxidative stability of one fluid is equal to another simply because the manufacturer states the fluid is rated for the same number of operating hours. There is also no industry standard for providing the rating commonly relied upon.
Gauging Long-term Oxidative Stability
There are multiple tests available that provide varying amounts of information about the state of oxidation of in-service lubricants. All are equally invaluable when evaluating lubricants used in air compressors as part of a routine maintenance program, but RPVOT stands out as a way to gauge the long-term oxidative stability of fluids when choosing between one lubricant over another for use in all types of air compressors.
The most common monitoring method of in-service air compressors is often observations of changes in viscosity and TAN via routine oil analysis. Additional techniques involving Fourier Transform Infrared Spectroscopy (FTIR) can also be used to determine, to a certain extent, the quantity of oxidation byproducts.
RPVOT originated in the world of turbine fluid analysis and takes much longer to run versus these other methods and was designed to be used annually on large (10,000-plus gallon) reservoir systems to monitor the remaining oxidative life of the oil of an in-service air compressor. While a RPVOT isn’t a practical test to perform routinely on in-service compressor lubricants since it can take multiple days to run to completion on oil with significant oxidative stability, the method lends itself nicely to the observation of the long-term oxidative stability of fluids.
The standard test procedure for the performance of a RPVOT is outlined in ASTM International’s ASTM D2272 test procedure, which was developed and written to “evaluate the oxidation stability of new and in-service turbine oils.”
Typically, air compressor users looking to fully understand the life expectancy of one lubricant versus another submit samples of new lubricants to companies with RPVOT capabilities for comparison, whether it’s an OEM, lubricant supplier or independent laboratory. When analyzed and correlated with real-world results, the test can provide valuable insights into the comparative oxidative stability of fluids.
RPVOT Mimics Real-world Air Compressor Use
The RPVOT methodology consists of a lubricant sample being placed into a glass chamber with a copper catalyst and water. The chamber is then sealed, purged, and pressurized with pure oxygen. Heat is also added and the chamber is slowly rotated. These conditions do a reasonably good job of mimicking the conditions a lubricant would be expected to experience during its usage in an air compressor.

A senior laboratory technician at Isel Inc. prepares a sample for a RPVOT.
To compare the relative anticipated life of new fluids with various compositions, additional results and additional interpretation of the data is required. As such, the test doesn’t end after a specified pressure drop. Rather, it’s best for the testing to continue until Minimum Pressure Oxidative Stabilization (MPOS) is reached since it correlates with the real-world performance of a fluid in a compressor over an extended period.
Determining MPOS is also important since it has to do with the process of oxidation of the lubricant, which is a multi-step reaction that can best be described by a free radical mechanism. Intermediate products of this process such as alkyl radicals and hydroperoxides preferentially react with the antioxidants which slows the overall rate of reaction. As the lubricant begins to oxidize, consuming the gaseous oxygen, the pressure inside the chamber decreases. The rate of change of the pressure in the vessel is directly related to the performance of the antioxidant treatment of the lubricant. Once the antioxidants are completely depleted and the fluid begins its final stages of oxidation, the pressures reach their MPOS.
Air Compressor Lubrication & Maintenance - Webinar RecordingDownload the slides and watch the recording of the FREE webcast to learn:
|
By observing the performance of fluids under these stringent test conditions and comparing them to the real-world analysis and performance of the fluids in-service in air compressor applications, there is a direct correlation between the anticipated life of the fluid and the results obtained through RPVOT testing.
At the conclusion of the test, additional details may be gathered to assist in the comparison of fluids. It has been found that significant variations can occur in the final TAN of the fluid post-test. This variation is believed to be due to the type and quantity of acidic byproducts produced as a result of the oxidation of the fluid and can be indicative of the severity of the acidification of lubricants in operating air compressors.
Figure 1 is an example of RPVOT results. It shows the pressure in the RPVOT chamber as the lubricant in the rotating vessel reacts with pure oxygen at 302°F (150°C). As the reaction proceeds and oxygen is consumed, the pressure in the chamber drops. The more slowly the pressure drops, the better the oxidative stability of the lubricant. Slower oxidation is shown with Brand A when compared with Brand B.
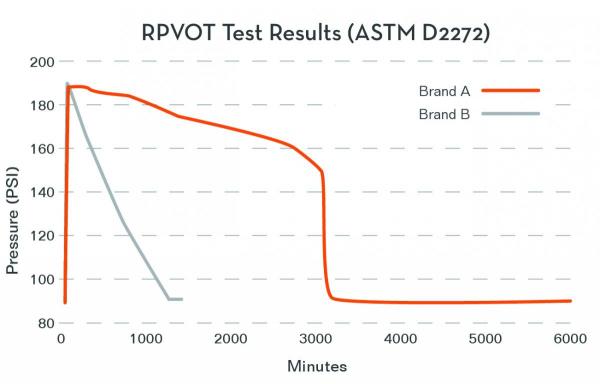
Figure 1.
Figure 2 shows the readings for the same test. Measurements are recorded in minutes from the start of the test to the point at which the pressure has dropped from the maximum pressure as measured in the chamber to a specified change in chamber pressure. MPOS is the time from the start of the test to the point at which the pressure stops decreasing with time. The longer the time, the better the oxidative stability of the lubricant – and the longer the fluid will continue to properly lubricate the machine.

Figure 2.
Supporting the Decision-making Process
There are several other advantages of utilizing RPVOT to compare the anticipated lubricant performance life of new lubricants. One is the ability to control for all variables except for the composition of the fluid. It can also be performed on fluids from various manufactures to compare the performance of their antioxidant treatments. And by the nature of the apparatus, there is virtually no room for operator bias in the performance of the procedure or the interpretation of the results.
A firm understanding of the methods used for establishing and comparing specifications of various lubricants can provide plant management with data to make informed decisions. When selecting a lubricant, there are many options available, with a wide range of different compositions. For most applications, a select few of these lubricants will function ideally, so by using test methods such as RPVOT, we can ensure the lubricant chosen has the oxidative and temperature resilience to handle a specific application.
The test can also be accomplished in a matter of hours as opposed to the months that would otherwise be required to fully test a lubricant in the field. This method of testing, as well as others, can save thousands of dollars in operation costs and possible repairs and downtime.
Air Compressor Technology Monthly e-NewsletterWith a focus on Supply-Side Optimization, air compressor technologies and compressor control systems are profiled. System Assessment articles detail what compressor controls allow kWh consumption to match system demand. |
About Isel Inc.
Isel has provided custom blended air compressor lubricants around the world for over 25 years. Known throughout the industry as an extremely flexible, customer support-based manufacturer, Isel uses cutting edge chemistry and revolutionary manufacturing techniques to deliver lubricants of unmatched quality and durability. Isel is committed to providing air compressor manufacturers as well as service companies with the most advanced products available. For more information, visit https://iselinc.com/.
All photos courtesy of Isel Inc.
To read more Air Compressor Technology articles, please visit www.airbestpractices.com/technology/air-compressors.



