In most industrial plants, data is everywhere. It resides in flow through pipes, pressure in tanks, vibration on rotating equipment, temperatures in heat exchangers, and electrical energy power consumption in motors. If we can acquire this data and make sense out of the patterns we can take actions to make our plants more efficient and reliable.
While this article focuses on compressed air systems, data acquisition methodologies and analysis techniques can be utilized on all types of plant utility, process, and production systems. The common thread is that data has to be acquired in some way and then some type of intelligent analysis performed to derive knowledge that is beneficial to the operation.
Types of Data Acquisition
Here’s an overview of the various types of data acquisition:
System Failure – This type of data acquisition is the observation that something has stopped or failed in the manufacturing facility with no warning. Unplanned outages and downtime are expensive both from a lost production standpoint and the probability that the repair of the equipment will be expensive versus having done the proper preventive, predictive or condition-based maintenance. A good example is when production stops based on low air pressure and when the maintenance personnel visits the air compressor room and finds the machine shut down based on high air temperature, vibration, or motor/drive failure. An after-action evaluation can be completed and a root cause analysis performed, but the damage has already been done.
Clipboard Recording – A clipboard hangs by the equipment with a data sheet that needs to be filled out periodically by maintenance personnel. At least once every shift the sheet is filled out from air compressor panel information supplemented by system gauges and perhaps power/amp meters. These sheets are typically collected at the end of the day and filed in the maintenance manager’s office. Sometimes they are looked at and sometimes they’re not. If problems have occurred in a certain area they may be focusing on those readings and looking for a sign that might signal another failure. These types of maintenance personnel are typically responsible for a large utility plant that can include boilers and chillers and maybe even power generation, which means expertise in specific systems may be limited. With the reduction in maintenance and engineering departments, combined with the retirement of experienced plant operators, this methodology may no longer be feasible.
Dedicated Temporary Data Acquisition – Temporary data loggers can be installed on equipment during some type of audit period. An auditor or consultant typically installs this temporary monitoring system for a week and measures amperage through a current transformer, and can also add a 3-phase voltage reading to get a true power reading. The system also measures pressures throughout the plant. An insertion flow meter could be added as well to get a definitive specific power measurement. This data is downloaded to an Excel spreadsheet where the auditor can perform an analysis of system demand and corresponding energy consumption patterns. Recommendations can be made to address current inefficiencies in the system. The problem with this approach is it is only a snapshot and compressed air systems are dynamic over time. This methodology will not provide any means for future analysis or comparative performance of pre- and post-energy conservation efforts.
Dedicated System Permanent Data Acquisition - In this scenario a permanent sensor and data acquisition/control system is installed. This typically includes a panel located in the equipment room and it runs on a Modbus network backbone. The panel typically has a processor that can provide control capabilities, as well as network gateway functionality. It can access data from power meters, flow meters, pressure transducers, temperature sensors, and dewpoint monitors connected to the network. Certain air compressor manufacturers have webserver capability built into their control panels so the data in the panel can be accessed on the network, perhaps on a computer sitting in the maintenance manager’s office. Most air compressor control panels have Modbus connectivity options that allow data to be monitored on the data acquisition panel as well. This data can be accessed locally at the plant level, or can be streamed to a cloud network for database management and storage. Domain experts can analyze the data streams to determine system inefficiencies and potential maintenance issues. Or, software analytics programmed by domain experts can be used to evaluate the data running in real time for 24/7/365 blanket protection.

Shown is a typical data acquisition and control panel with a power meter and flow sensor.
Plant-wide Supervisory Control and Data Acquisition (SCADA) – This is a control system architecture that uses computers, networked data communications and graphical user interfaces for high-level process supervisory management and other peripheral devices, such as programmable logic controllers (PLC) and discrete PID controllers, to interface with the process plant or machinery. The operator interfaces, which enable monitoring and the issuing of process commands, such as controller setpoint changes, are handled through the SCADA computer system. However, the real-time control logic or controller calculations are performed by networked modules, which connect to the field sensors and actuators. This type of control is typically known as a distributed control system, or DCS.
SCADA and Compressed Air
In large industrial manufacturing or process facilities that have employed a SCADA system, compressed air systems are typically included as they are a critical utility of the plant. KPIs are measured, as well as control panel information, and these data streams are processed and recorded in the system historian. There may be few alarm points, such as pressure and machine running status, but there is typically no ongoing analysis performed by domain experts or software that does a deep dive of all of the system operating parameters. However, open data communication protocols can integrate this data with other analytics platforms.
Open Platform Communication Unified Architecture (OPC UA) is a machine-to- machine communication protocol for industrial automation developed by the OPC Foundation, which is the world’s leading interoperability standard for secure and reliable data exchange in industrial automation and other applications. It ensures the seamless flow of information between devices and software applications of different manufacturers. The current OPC UA standard is platform-independent, leveraging advanced security and data modeling technologies to deliver future-proof, scalable and extensible solutions. Most process control and system automation platforms have an OPC UA server capability that allows data collected by these systems to be accessed by other software systems running an OPC UA client.
Processing Data with Analytics to Derive Actionable Intelligence
Now, let’s focus on permanently installed data acquisition systems and SCADA data acquisition that can integrate with analytics software to detect system anomalies, inefficient patterns, and potential reliability issues.
In order to generate knowledge of big data systems an intelligent analysis of the data patterns is needed. A domain expert with years of industrial compressed air experience can look at data trends, but that becomes problematic with large amounts of data on a 24/7 basis. Most of the time if a system has been optimized or installed properly there is nothing to detect. However, over time these systems change – air compressor sequencing is changed or control-disabled, leaks occur in the system, heat exchangers start to foul, vibration levels start to rise due to imbalance or bearing wear, air compressors will enter short cycle operation, etc.
It would be nice to have an energy engineer and service technician with 30 years of experience sit in the air compressor room and do nothing but watch data 24/7 and provide recommendations for energy optimization and predictive maintenance. With this type of service the compressed air system would always be running at peak efficiency and never have any unplanned down time. Obviously that is impractical but it’s a reality when using software analytics integrated in real time to data streams.
Artificial Intelligence – Rules Based versus Machine Learning
Rules-based systems use domain experts to write exact expressions and turn them into code that analyzes data, while modern machine learning is based on statistical analysis of data. In computer science, a rule-based system is a set of "if-then" statements that uses a set of assertions, to which rules on how to act upon those assertions are created. In software development, rule-based systems can be used to create software that will provide an answer to a problem in place of a human expert.
Machine learning artificial intelligence systems use statistical modeling and probabilistic determinations – an example is video analytics where algorithms process large amounts of video image pixel data to identify patterns of interest that are then scanned by neural networks to make a positive match with a percentage of certainty. But for the type of time series system data we are processing, rules-based analytics will result in much better results. If we know the thermodynamic properties and how a compressed air system should perform based on factory specifications and site conditions, we can write rules that provide notification when something moves out of the performance envelope.
Rules-based Analytics with Compressed Air and Chilled Water Systems
The following examples illustrate issues that can be surfaced with rule-based analytics as applied to compressed air and chilled water systems.
Example 1 – Compressor Sequencing
A government facility uses four oil-free rotary screw air compressors to provide sitewide compressed air. The system was engineered to operate one or two smaller baseload machines, dependent on demand, with one larger Variable Speed Drive (VSD) air compressor as the trim machine and one VSD unit serving as a spare that would alternate weekly.
An analytic was written that would alarm if both VSD machines were running at the same time creating a control problem and also an analytic that would alarm if the specific power exceeded a certain level during the system “on” state. During a service call one air compressor was serviced, but the system was not put back into the proper automatic sequence after the service technician left.
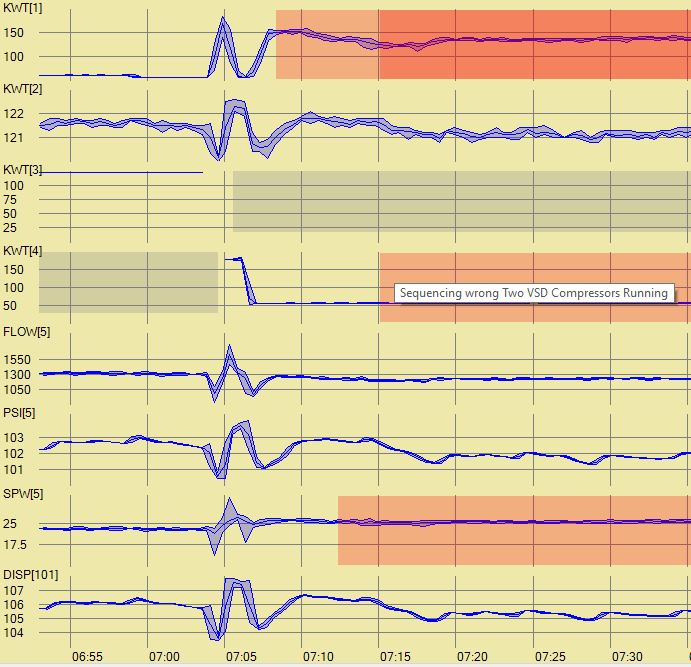
This data resulted in a table showing an anomaly automatically detected by software analytics running in near real time. Improper sequence control results in a specific power bump from 23 to 26 (kW/100 cfm) resulting in approximately \$4/hr additional power expense, which equates to \$35,000/yr if not corrected.
Example 2 – Centrifugal Compressor Bypassing Air
A manufacturing facility uses three centrifugal air compressors to provide sitewide compressed air. The air compressors are tied into the site SCADA system. The system was originally engineered to operate two air compressors, dependent on demand, with one as a spare that would alternate weekly. Yet this facility has been downsized and now the compressed air system is oversized. An analytic was written that would alarm if the centrifugal air compressors were running in an inefficient state where they were bypassing air and energy consumption charts that original software had generated for modeling purposes to compare potential optimization options.
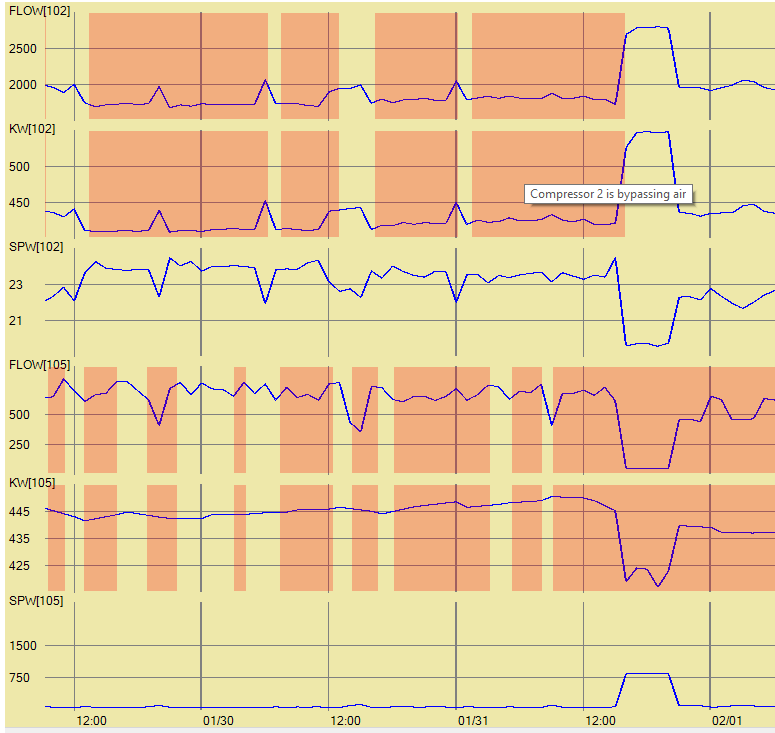
Three centrifugal air compressors are run in modulation mode and will bypass air to avoid throttled surge. In this case, two 700 horsepower (hp) air compressors were bypassing approximately 300 scfm in one case (Compressor 102) and 1,300 scfm in another case (Compressor105). This approximates to 400 HP/300 kW in waste, or over \$200,000 per year based on electric rates.
Example 3 – Centrifugal Air Compressor Cooler Problem
A manufacturing facility was running a centrifugal air compressor on an open cooling tower. The cooling system was chemically treated but there had been fouled cooler problems in the past. An analytic was written that would alarm if the discharge temperature of any of the three stages minus the entering cooling water temperature surpassed 35 oF while the air compressor was running. This would identify excessive cold temperature differences (CTDs) and potential cooler problems.
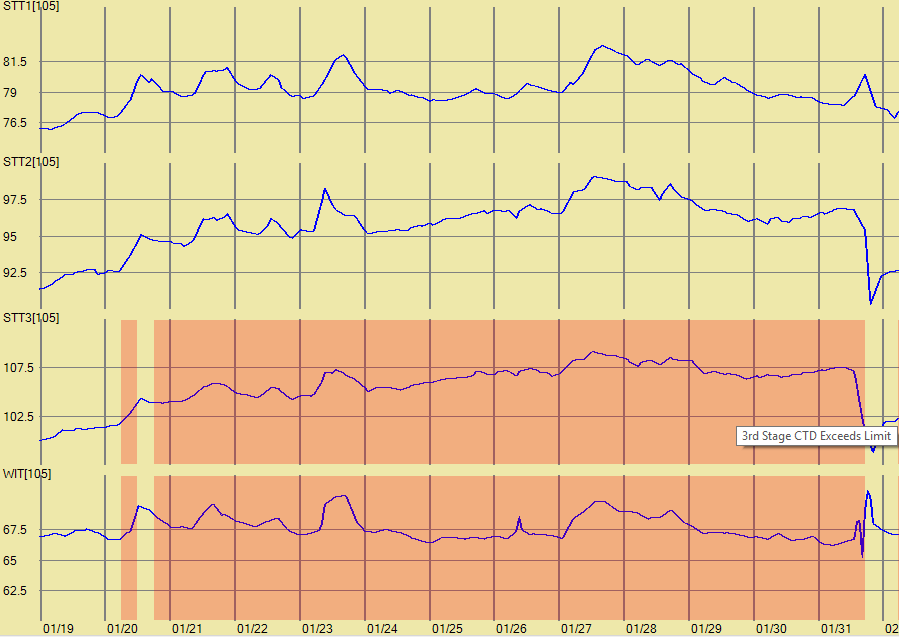
As shown, if the third-stage discharge temperature of a centrifugal air compressor minus the entering cooling water exceeds 35 o F it triggers an alarm that signifies poor CTD performance and a potential fouled cooler.
Primary SCADA System ComponentsA SCADA system typically consists of the following main elements: Supervisory servers/computers This is the core of the SCADA system, gathering data on the process and sending control commands to the field connected devices. It refers to the computer and software responsible for communicating with the field connection controllers, which are RTUs and PLCs, and includes the HMI software running on operator workstations. Remote terminal units Remote terminal units, also known as (RTUs), connect to sensors and actuators in the process, and are networked to the supervisory computer system. RTUs are "intelligent I/O" and often have embedded control capabilities in order to accomplish basic logic operations. Programmable logic controllers Also known as PLCs, these are connected to sensors and actuators in the process, and are networked to the supervisory system in the same way as RTUs. PLCs have more sophisticated embedded control capabilities than RTUs, and are programmed in one or more IEC 61131-3 programming languages. Distributed control system (DCS) Distributed control system (DCS) is a control system for a process or plant usually with a large number of control loops, in which autonomous controllers are distributed throughout the system, but there is central operator supervisory control. The DCS concept increases reliability and reduces installation costs by localizing control functions near the process plant, with remote monitoring and supervision. Human-machine interface The human-machine interface (HMI) is the operator window of the supervisory system. It presents plant information to the operating personnel graphically in the form of system diagrams, which are a schematic representation of the plant being controlled, and alarm and event logging pages. The HMI is linked to the SCADA supervisory computer to provide live data to drive the data readings on the graphical user interface (GUI), alarm displays and trending graphs. In many installations the HMI is the graphical user interface for the operator, collects all data from external devices, creates reports, performs alarming, sends notifications, etc. Historian An historian is a software service within the HMI, which accumulates time-stamped data, events, and alarms in a database, which can be queried or used to populate graphic trends in the HMI. The historian is a client that requests data from a data acquisition server. |
Conclusion
There is a great deal of data available in industrial environments today. If analyzed properly, the data can provide valuable actionable intelligence to enhance energy efficiency and plant reliability. Installing dedicated systems to acquire compressed air data, or gleaning this data from existing SCADA systems through open platform communications, can provide information to domain experts who can then use it to write software analytics. Doing so will identify areas of inefficiency and potential service problems. The return on investment for these types of systems is often rapid and substantial when large savings are realized through energy cost reductions and avoided production downtime.
About the Author
Mac Mottley is the CEO of Sparks Dynamics. All photos courtesy of Sparks Dynamics. For more information, visit www.sparksdynamics.com.
To read similar Air Compressor Instrumentation articles visit www.airbestpractices.com/technology/instrumentation.



