|
|

Compressed Air Best Practices® interviewed Doug Barndt (Manager, Demand Side Energy-Sustainability), Joseph Gress (Principal Engineer, Demand Side Energy) from Ball Corporation and Chris Gordon (Compressed Air System Specialist) from Blackhawk Equipment.
Good morning. Please describe Ball Corporation’s manufacturing operations.
Good morning. Ball Corporation is a supplier of high-quality packaging for beverage, food and household products. Ball employs more than 14,500 people worldwide and had 2010 revenues of more than \$7.6 billion. We have significant manufacturing operations in Europe and also have a presence in South America and China with several facilities. In North America, we operate twenty (20) aluminum beverage can plants and fifteen (15) plants in our food and household products division where we manufacture three products - steel food cans, aerosol bottles and aluminum slugs.
Please describe Ball’s approach to system assessments together with Blackhawk Equipment.
Blackhawk has been working with Ball for >10 years now on doing system assessments in our facilities and helping us drive down the energy cost associated with compressed air. Chris Gordon, from Blackhawk, has become very familiar with the manufacturing processes we have at Ball. The compressed air demand-side knowledge Chris has helped us develop is very important to us. It’s a collaborative process where Chris collects the data in any given compressed air system and provides us with a concise 7-10 page report.
We use software called ViewAir where both Ball and Blackhawk can view the data and we have meetings and webcasts based upon the data. It’s a collaborative process. Chris collects the data, we own the data and look at it at corporate and at the plant. In some ways, we are buying data and the expertise to interpret the data.
We own the data and review his report together and then review different alternatives and action plans. We’ve used Blackhawk for system assessments, in so many of our plants that Blackhawk understands our operations and we provide economies of scales where we can implement previous solutions and can leverage those prior experiences. There is a unique synergy between our two companies.
How much energy does Ball use?
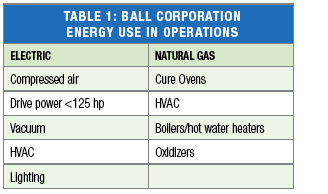
Ball consumed 11 million gigajoules of energy during 2010, in our manufacturing operations. Our energy use profile is fifty-four percent (54%) electricity and forty-six percent (46%) natural gas. We use drive power for production equipment like can-forming machines. We operate a lot of blowers and vacuum pumps. We use cure ovens, that consume a lot of natural gas, in our heating processes. We operate hot water heaters and some plants have regenerative thermal oxidizers. Our energy use is described in detail in our 2010 Sustainability Report at www.ball.com.
Compressed air is the #1 user of electricity in most of our manufacturing plants. Compressed air normally accounts for 20-30% of our electric bill, in terms of both kW and kWh, particularly in our beverage container plants. We estimate our current energy costs, for compressed air, to be \$40 million per year – down from \$50 million per year five years ago after a lot of system assessment work.
How is the energy management function structured at Ball. Who is involved?
We’ve been focused on this for about five years, as a formal program, in North America. We are adopting the EPA Energy Star model for industrial energy management. We have two full-time employees that help lead the program. In each plant, we have an energy management champion who is most often the engineering manager. Joe Gress and I (Doug Barndt) are a corporate engineering service shared between the two divisions (metal beverage container and food household products).

We focus on a lot of communication. We are doing more webinars with plants on subjects like vacuum, HVAC controls, and compressed air. We are trying to have more verbal communications between the plants.
We summarize the status of all energy-efficiency projects with in a monthly activity report. It covers what all the plants are working on in a two-page summary to our senior operations people. This information, together with other sustainability metrics, is reported to the highest levels of corporate management on a monthly basis.
We have a company intranet site where we post a lot of information on energy metrics, best practices, and plant visit reports. The site also includes supporting guidance reports and useful calculators. We provide links to reports on completed energy projects in our plants. It’s really a database of major accomplishments and a library of information that our plant people can leverage.
Our performance reports are also linked to energy management. We have monthly performance review meetings with senior level management. Once a quarter the senior operations people report to corporate-level people on progress against our energy management goals. All groups have annual goals and we track against them. Each plant has an energy management plan to accomplish their goal.
What metrics are used to measure energy use?
We look at how much product is produced vs. how much energy is used. It’s an energy intensity measure. In our metal beverage group we are producing cans, so we use an “energy-per-thousand-cans” number. In the food and household products group we are using different energy intensity measures that match up with the products they manufacture.
We analyze our utility bill data that is consolidated into a utility bill database service. Our plants now submit utility bills to the database service in a uniform and timely manner. We have over 250 utility bills to deal with, per month, in North America. The down side to using utility bills is that you are working 4-6 weeks behind. We’d like to move to real-time data. Our goal is to move toward real-time metered data on the utilities.
Please describe how compressed air is measured and monitored.
We’ve been working over the last several years to improve measurement. Some plants still don’t have direct measurement taking place. Working with Chris Gordon from Blackhawk Equipment, we are bringing some Bay Controllers in to make systems work together. With that, we can start getting data back from those compressors with regards to flow produced and energy consumed. Operations managers, at the plants, are driving this effort to collect this data. We want a flow device put in at the headers on the supply side- as well as a flow meter for each air compressor. We’d like to put pressure and flow meters in the four major users of compressed air out at the plant. We want to see at each piece of major equipment what is happening with flow and pressure, and mange compressed air use with statistical process control (SPC), like we do in other manufacturing aspects. For example, why is the cupper using 30% more air than is normal?
Please describe how Ball and Blackhawk Equipment work together.
Ball‘s relationship with Blackhawk Equipment has grown over the years. At Ball we aren’t looking for adversarial relationships with customers and suppliers. If we do well by our vendors, they will do well by us. With Blackhawk, we’ve become partners and our relationship has led to success for both of us.
While Blackhawk can and does sell air compressors, they have proven that their goal is to help Ball Container optimize the compressed air systems. Chris Gordon is often backlogged with start-ups, system configurations, implementations and system assessments. Blackhawk looks at Ball plants globally and understands Ball manufacturing processes. The local compressed air provider, in some locale, will look at a Ball plant as a sales opportunity and have less knowledge of Ball processes. Many Ball plants also do their own air compressor maintenance, that also reduces the interest level of local service providers. Blackhawk’s vendors have given us a global supply arrangement for Ball.. The result is a true “win/win” relationship.
Blackhawk has over \$300,000 worth of auditing equipment they ship around in a big crate to our plants. Over the years, they have trained Ball to remove the data logging equipment, allowing the costs of the system assessments to come down and fit into their M&R budgets and provide ROI’s, on average, of under six months. Consequently, Chris is on-site 3-5 days, rather than 10 days.
Blackhawk also does not provide us with “boilerplate” 200-page audit reports. Whether it’s a dewpoint audit, a vacuum audit, or a compressed air system audit, the reports summarize the data and reflect the knowledge that Blackhawk has developed on the demand side in our systems. Our plants sometimes receive unsolicited “audit marketing” that often recommends flow control and air storage. We think this is a bandaid approach. Let’s not store compressed air at 120 psig and go out at 90 psig. Let’s figure out how to produce compressed air at 92 psig.
Blackhawk Equipment has done system assessments at all our plants. Through Chris Gordon’s work, we have collected data and can now look at all plants in the same way. It’s a data-driven audit. We understand the supply and demand side of compressed air systems and how they relate to each other. If one plant has old air compressors, but the data tells us that demand and supply are still matched up, new equipment is not necessary.
 How does it all work between Ball corporate, the plants, and Blackhawk?
How does it all work between Ball corporate, the plants, and Blackhawk?
We get the plants involved with the audits so they are part of the data review process. Chris teaches them about their compressed air system and takes a collaborative approach when looking at the data. We look at the data and ask them what they think it indicates and what the solutions might be. It’s helped us understand our operations better and increase our production intelligence. We understand how much air it should take to do certain processes and how it fits into the big picture.
The guys in plant operations are very cooperative. This way of working affects how we do projects. When Ball is adding a production line, we all say “let’s do the right thing.” Chris Gordon will do a system assessment for us and sometimes tell us that no air compressors are needed - even when he knows he would get the orders for any new equipment. Sometimes Chris is making demand-side recommendations for products he doesn’t sell – products that will make our system more efficient and meet our goal: to have reliable, quality air at the lowest energy cost.
Sometimes we have to work through differences in opinion with people at the plant. We have situations where a certain plant wants new air compressors and they don’t think that fixing eight vortex coolers (reducing air demand) is the answer. It can get delicate. We are “corporate guys” yet we work for the plants because they pay the bills.
Describe the initiatives taken to reduce compressed air pressure.
Reducing compressed air pressure in our facilities is something we are working hard at. We believe that plant employees at Ball are unique in that when we are working to reduce pressure and someone yells “Uncle!”, the reaction is usually to figure out why we can’t keep lowering pressure. We believe in engineering solutions into our processes to allow us to keep lowering pressure. If it’s a clutch, a brake, or a pressure-switch, our plant engineers are aggressive at pursuing these low-cost, low-hanging fruit solutions on the demand side of our systems. It’s also a great help that we have data to show plants that other plants, doing the same process, have figured out how to operate at lower compressed air pressures!
Our printers, for example, have a wheel loaded with 18 blank aluminum cans. It meets a pad and rolls the label onto the can. For a specific process, the printer uses a two-inch pneumatic cylinder with a six inch stroke requiring 125 psig. In the past, this was supplied by the compressed air system. When we were working to lower plant air pressure, we installed a 2 to 1 amplifier to supply it with the needed 125 psig. We are stroking once a minute, so it’s very low volume. This is an example of a “Best Practice” that we’ve learned to deploy in our plants. This is a good example of how Ball finds an issue and we engineer past it.
At some plants, we have two separate compressed air systems. One system at 100 psi and another at 50 psi. Some plants have one user at 120 psi- so we might put in a dedicated compressor for that higher pressure application. It’s depends upon the production equipment and how the OEM designed the machine, requiring different compressed air pressures and volumes.
Please describe the importance OEM machinery has on Ball Container’s energy costs.
The OEM’s that take the time to understand the energy costs, in compressed air, associated with running their machine – will be appreciated by Ball.. Here’s an example. A cupping press takes a sheet of aluminum and punches up to 26 circles in the sheet. A standard Minster cupping press uses around 400 cfm. About 50 scfm is needed at 100 psi, while the other 350 scfm was regulated down to 40 psi. In the past it was all fed by 100 psi compressed air. We separated out the supply arrangement and modified the inlet piping to the press to make it possible.
In the past, we may have trained our OEM vendors to look at cost and then production output. We are working on ways to ask our vendors to provide us with lifecycle energy costs (including those associated with compressed air) when presenting their products. Now, there may be more of an incentive for the OEM to use a \$1,200 rotary valve assembly rather than a \$100 solenoid valve, because it will reduce compressed air consumption and save energy costs over time.
What efforts have been done to reduce compressed air consumption?
We are focused on fixing compressed air leaks. In the past, it could take too long to get the leaks fixed. To address this, we encourage planning leak detection surveys to fit the schedules of our maintenance teams. We don’t think it works to ask maintenance to work around the schedule of the leak audits. Beverage plants have one or two days a month, in a 3-line beverage plant, when there is a maintenance day. So we plan our leak detection survey two weeks before so the leaks can get fixed on maintenance day.
We do a lot of projects to reduce compressed air consumption in our plants. One process is necking the top of the can so you can have a smaller lid. This machine uses a lot of compressed air. The manufacturer made a change (retrofit) so that it would use 50% less compressed air. We retrofitted our plants with the modified necker machines. We are vey happy with this OEM vendor.
Our food and household products group uses a lot of compressed air to separate sheets of metal with air. We are working with magnets and substitute blowers where compressed air is used. We are doing audits at plants that had audits 3-4 years ago. Just because you did an audit 5 years ago, doesn’t mean you shouldn’t keep monitoring it. We keep re-auditing things to see what has changed.
 What “supply-side” projects are you working on?
What “supply-side” projects are you working on?
A priority right now is the re-control of existing air compressors. We have done a variety of projects in the past year. One project had many air compressors and we put in Pneu-Logic controls. We have also put in some VFD air compressors. We are replacing some old centrifugals with a new machine with newer controls.
Our most progressive plants are installing continuous, real-time compressed air system management systems. We are monitoring our flow out to the significant users of compressed air and managing the cost to supply it – just like we do with other processes.We are in this process now and have it implemented in several facilities.
Please describe your vacuum-efficiency projects.
We are excited about vacuum efficiency projects. A vacuum project at a California plant was a huge success , providing Ball with a 50-70% drop in energy use. We saved 1,279,000 kWh/yr and \$143,000 per year in energy costs. We received a \$128,000 utility incentive so the ROI was very attractive.
We reviewed all our equipment using house vacuum. Our old approach was we ran all three vacuum pumps 100% of the time. All we had was fixed-speed machines. Working with Chris, we did a retrofit project in this facility where we now use one third of the power to run vacuum than we did in the past. We used conservation valves to shut off the supply when vacuum was not needed and to open when it was needed. We put an Allen Bradley VFD control, two soft starts, and a PLC on to the plant’s three 200 horsepower units allowing them to act as a coordinated supply system.
Chris worked with us to start it up the system and make sure we didn’t damage anything. Sullair Compressors, meanwhile, worked closely together with Chris and ran with this idea and introduced a new product line of VFD vacuum pumps. Ball may never buy another fixed speed vacuum pump
Chris was just down in Brazil starting up two new 150 hp rotary screw VFD vacuum pumps. He’s going to Thailand now to do another start up and will be doing two more in the U.S. soon. We can make 2800 cfm with the machine with 80% turndown. We now have a range of 500-2800 cfm on one machine. Before, with liquid ring pumps, all we could say was that we wanted 21 inches - if there was too much capacity too bad. Now we can load and unload precisely to meet a certain vacuum pressure. In the past, we couldn’t control vacuum pressure. These three pumps now operate as a energy-efficient system.
Thank you for your insights and your time.
Please contact Rod Smith, Compressed Air Best Practices, with any questions. Tel: 412-980-9901, email: rod@airbestpractices.com.



