Air Demand Increase of 43% Results in Only a 5% Energy Cost Increase
Introduction
Compressed air is an expensive medium; yet, many compressed air systems are wastefully managed with minimal system transparency. Capturing essential system performance data and monitoring critical air quality data is not only eye opening, it enables future investments in compressed air systems to be fact-based and traceable.
The self-learning Airleader Master Control enables system performance management, and the web-based monitoring system provides transparency and reporting need required by ISO 50001. It is designed to work with compressed air instrumentation - such as dew point meters, flow sensors, pressure gauges and oil content sensors – all needed to efficiently manage and benchmark compressed air systems.
Airleader North America has the system capability to do web-based online-reviews for the installed systems. When installed, the Master Control collects all data allowing Airleader North America to support its dealer network and end-customers with system simulations for correct compressor sizing, besides other performance and reporting functions.
An Example: What is a Control Gap?
Compressed air demand is a moving target. Designing a compressed air system based on an audit and a set scfm demand is not desirable. A compressed air system must be efficient at all demand levels. Whether it is during first, second or third shift - on weekends, holidays, breaks, or during machine down time.
We commonly see compressed air systems designed with control gaps. Design gaps automatically lead to inefficiencies. To provide an example, look at Figure 1 below. The Variable Speed Drive (VSD) air compressor in this system has an output range between 139-619 scfm and the fixed-speed compressors have an output of 620 scfm. Between 619 scfm and 759 scfm (620 scfm+139scfm) is a control gap. To utilize the VSD compressor at all demand levels a smaller compressor need to be added.
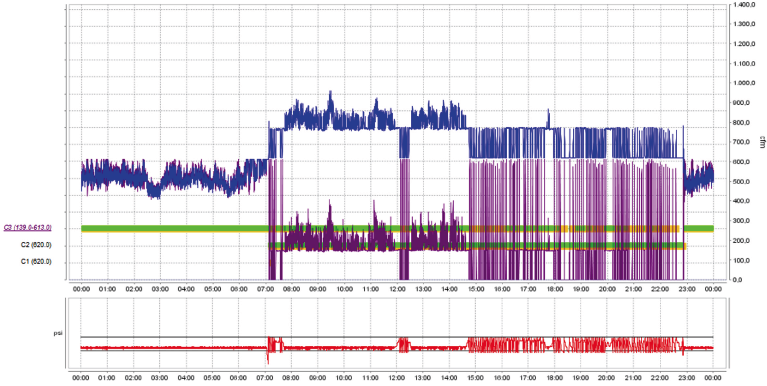
The Control Gap is Clearly Visible Between 619 and 759 cfm.
At demands below 600 scfm the VSD compressor trims and the system runs smoothly. Between 8:00AM and 9:00AM and between 12:30 and 3:00PM the system demand is above 800 CFM and one fixed-speed and the VSD compressor providing the compressed air efficiently. It is the time between 7 and 7:30AM, 12:00PM and 12:30PM and between 3:00 and 11:00PM when the system demand is between 600 and 800 scfm. That is the time the system is operating in the control gap and this represents more than one third of the day.
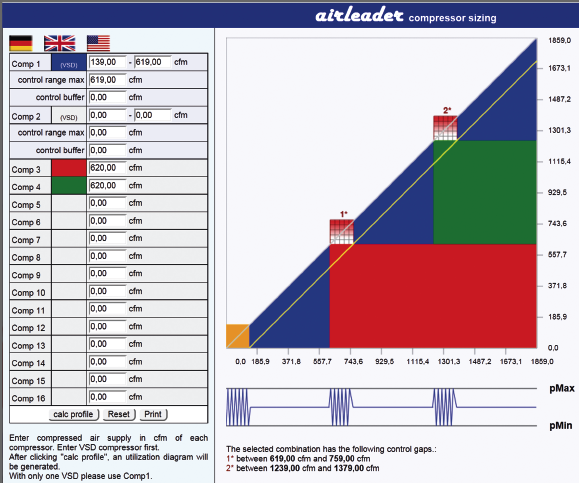
Simulation of the Control Gap of the Current System
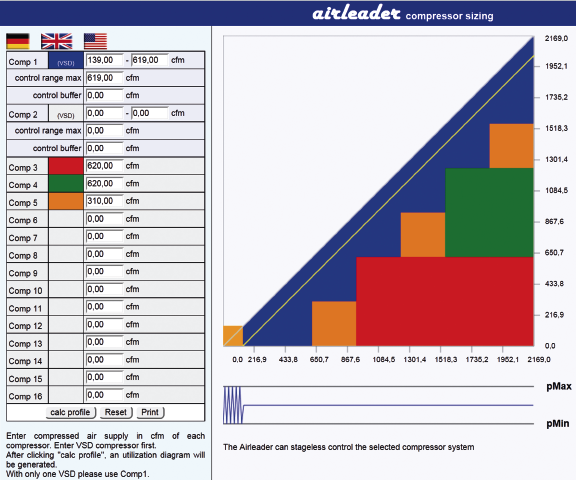
Simulation of the Current System without a Control Gap
The additional 310 scfm compressor, here shown on orange, eliminates the control gap. This simulated system can provide compressed air efficiently at all demand levels starting at 139 scfm all the way up to 2,169 scfm. This will substantially reduce the weekly unload hours of the VSD from 29 hours weekly (1,500 hours annually) to almost non and eliminate the weekly 685 load cycles (35,700 annualized) of the VSD compressor.
When plants need new air compressors, the Airleader Dealer network and end customers build trust because all equipment recommendations are based on real traceable data and results can be verified using the Airleader Master Control. This article provides an example of how this process worked at Molex Inc. in Lincoln, Nebraska.

Molex Inc. in Lincoln, Nebraska
Molex Inc.’s global commercial products division, located in Lincoln, Nebraska, is engaged in molding, stamping, plating, and assembly of electrical interconnect products. The growing plant is certified to the International Organization for Standardization (ISO) 14001 environmental management system and the Occupation Health and Safety Assessment Series (OHSAS) 18001 health and safety management system. “In 1993, we started out with three relatively small compressors (50-75-100 horsepower) contained within a single equipment room making monitoring and servicing relatively easy,” stated Randy Kaup,
Molex-Lincoln Facilities Maintenance Supervisor. “By 2005 we had a total of twelve air compressors, ranging in size from 50 hp to 300 horsepower, being high (125 PSIG) and low (100 PSIG) pressure machines, in four separate mechanical rooms with some built-in redundancy in the event of a compressor problem.”
Growth of the factory meant more and more production machinery requiring compressed air and, like most plants, the production machinery needs varied from one day to the next. “We invariably had more air compressors running than was really necessary; which was a waste of energy and caused wear and tear,” continued Kaup. “We were also experiencing occasions when we had mechanical or control problems and didn’t know it until departments would call to complain about low air pressure—this necessitated a pressure gauge just outside my office to monitor the line pressure at this end of the building – but this didn’t work.” This is when Peerless Energy Systems was requested to get involved.
Peerless Energy Systems Conducts an Audit
Peerless Energy Systems, based in Omaha, specializes in engineered solutions for compressed air and vacuum systems. Josh Cohen, from Peerless Energy, is a Senior Sales Engineer and a U.S. DOE-Qualified AirMaster Specialist. “It was time to take a holistic approach on the entire compressed air system at Molex-Lincoln.”
The Molex facility was running 3 shifts, 7 days a week and growing steadily. During the audit, Peerless Energy data-logged twelve on-line air compressors totaling over 2,000 horsepower. “We found their average consumption of compressed air was just over 3,300 cubic feet per minute,” said Josh Cohen. “At the time of audit, we observed that all the machines were running based on their onboard controls and were set in a pressure cascade that was not very desirable for any type of energy savings.” Control scheme issues can be one of the hardest problems to overcome in a compressed air system of this size, especially when there are multiple compressor rooms with multiple compressors and sizes.
The audit findings showed that cross-connecting the compressed air main header so it looped the entire plant together, adding an additional large storage tank (3,000 gallons), and adding a single master controller to the system, would indeed save Molex on their energy bill.
The Airleader Master Controller
“After much research trying to find the right master control system, we were able partner with Airleader and their principle in the United States, Jan Hoetzel” said Cohen. “Jan quickly became a very valuable asset in assisting us with the needed information to help us show our customer just what this master controller could do. Airleader is unlike anything else on the market. With the 8D trending and self-learning abilities it is completely adaptable to any compressor system, and the best part is, it will work with every brand of air compressor on the market, without failure.”
Transducers were placed in the plant to monitor compressed air pressure, as well as CT’s on the air compressors to measure energy consumption. The Airleader is not limited to controlling and monitoring compressor energy and performance data. Any analog or digital external sensors can be integrated to provide complete system awareness. Typically it starts with a dew point sensor, additional pressure sensors, pressure differential sensors, oil-content, flow sensor or simple drain mal-function e-mail alerts or increasing leakage alerts.
The Master Controller utilized the existing Ethernet network to connect all the compressors in the different rooms with the Airleader Master Controller. This helped save on installation material and speed up the installation. “The installation did not take much time. It took longer to pull the networking cable, in the compressor rooms, than to install the equipment within each compressor and the three line pressure sensors,” said Molex’s Kaup. “Since I had a computer in my office monitoring the facility environment controls already, the Airleader software was loaded onto it so now I can check the status of all compressors on one screen, as well as check air consumption and efficiency. After a few days, Airleader learned our consumption levels and the stops/starts the compressors required. The air compressors only run now fully loaded. If they are not needed to maintain the pressure within the set parameters, Airleader shuts them off, putting them in standby, eliminating the inefficiency of running unloaded.”
The Results at Molex-Lincoln
The Master Controller communicates with each compressor using a simple onboard control module. These universal modules work with any compressor brand and model. They start and stop the machines as needed.
The web-based monitoring system provides detailed graphs and performance data, and is the perfect tool to verify the realized savings.
“The system has been running for almost two years now. The unload share of the system is only at one percent,” said Peerless Energy’s Cohen. “This is remarkable because this system doesn’t have a single Variable Speed Drive air compressor. The Master Controller is running the smaller compressors as trim compressors while the larger compressors run at full-load.
Inefficiencies in the air compressors were reduced by over thirty percent, leading to a yearly savings of nearly \$100,000. “While this may not seem like very much, the kWh savings has been substantial. Remember energy rates in Nebraska for a facility of this size average \$0.06 per KWh when the demand charge is factored in,” said Cohen. “The simple payback time was of just less than a year after it qualified for an energy incentive from the local utility, Lincoln Electric System (LES), which paid for one third of the project.”
With increased production over the past couple years, cfm usage at Molex has continued to increase. “We are in the process of trying to add another compressor to our system. In the meantime, with Airleader continuing to monitor instant status and alert us to any compromises in maintaining air pressure and volume-I feel more confident (in control) that we can support all of our departments compressed air needs,” said Molex’s Kaup. “Since we have been well served by our investment in Airleader at this facility, Molex recently installed a system in another facility nearby.”
The audit data below shows energy costs without Airleader installed and with the original cascade control scheme. The December 2010 data shows the changes in energy consumption since the Airleader system was installed.

* Observed Flow Increase from the audit data to the observed data in December 2010 was 43%, yet the Energy Cost Increase was only 5%.
Continued Support and Modeling
Airleader has online access to most of our North American installations and provides online support to Dealers and factories to fine-tune the compressed air systems. On a regular basis we are being contacted to evaluate system performance and prepare system simulations. That way we can show the performance on different size compressors before they invest in new compressors. This eliminates the risk of investing in an incorrectly-sized air compressor.
Too often we have spoken with client who just got an expensive compressed air audit back but were disappointed and frustrated because they can’t understand the graph and calculation tables in the report. They have even more difficulties to review and verify the suggested energy improvements in kWh and \$.
The idea is to have a system that can document each improvement measure, step by step. Another goal was to have a system that is easily understood by non-compressed air experts.
The Airleader Master Control with integrated web-based monitoring version 3.9 is the solution. The concept is easy. The Airleader Master Control will be installed and used as a data logger for a period of time, days or weeks. The recordings from the base line and the recordings at any time in the future can be reported via the software or downloaded to be formatted - based on individual requirements. The data is recorded in one second intervals and stored as 10 second averages. Data can be aggregated into 1, 5, 10, 15-minute or hourly averages.
Recently, a utility showed interest in having a master control that can be used for baseline data logging to make system improvements traceable. Each energy-saving improvement measure can now be implemented and verified based on measured data. Here some examples:
- Leak repairs can be verified in reduction of cfm and reported in kWh and \$
- Pressure reduction can be verified in both kWh and cfm reduction
- Zero air-loss drains can be verified in cfm reduction
- Performance improvement due to the Airleader controller can be verified:
• kWh reduction in load/unload, motor starts / load cycle reduction, flow
reduction, pressure reduction
- Replacing compressed air use with blower use can be verified by cfm reduction
- Installing energy efficient nozzles can be verified by cfm reduction
Conclusion
Installing the Airleader Master Controller is only the first step in improving a compressed air system. With the web-based monitoring package, the compressed air system becomes transparent and easy to understand. Paybacks for future investments can be calculated and verified. Start to report the most expensive utility in your building. Fulfill requirements for the ISO 50001 energy management system - hassle free and with minimal time efforts..
For more information, please contact:
Jan Michael Hoetzel, Dipl. Wirt-Ing. (FH), Owner and Principal of SIGA Development LLC, Airleader Distributor North America, email: info@airleader.us, tel: 616-828-0716, www.airleader.us
Josh Cohen, U.S. DOE Qualified Airmaster Specialist, Peerless Energy Systems, tel: 402-345-8311
To read more Technology articles, visit www.airbestpractices.com/technology/compressor-controls
August 2012



