It has been my experience that more than 50% of industrial air users don’t control their air compressor resources effectively. As a result, a tremendous amount of energy is wasted. When my firm does audits of plant energy consumption, it’s not unusual for us to encounter installations with large numbers of independently-controlled compressors that are all running at different pressure settings and different loads. We also encounter compressors that are left running when the factory work cells they power are shut down. When we plot the total energy consumption over a monitoring period for our clients, we can demonstrate the magnitude of the waste, and the picture is often not pretty.
Fortunately, there are technologies available that can stem the waste. When we consolidate the control of a compressor array using a central master controller, so that all the compressors except one are running at either full load or turned off, it’s not unusual for a plant to save 20% or more on the energy required to meet its compressed air needs.

Figure 2. The Pneu-Logic PL1000 Flexible Sequencer Controls up to Eight Compressors
How do central controls work?
The largest advances in compressor control systems have happened over the last 20 years. Before that, the output of a compressor was typically controlled by a mechanical inlet valve that acts to restrict the flow of air through the compressor, and a mechanical pressure switch that turns off the compressor when a manually-set pressure set-point is reached. Using this control scheme, it was easy to have pressure setting and flow differences between compressors and it was not uncommon to have compressors fighting each other to attain different goals. Tuning such a system could be viewed as a “black art” by plant operators. Some systems would add electronic controls, but these were typically replicated for each compressor, and the potential for the different controllers to work at cross purposes with each other still existed.
Centralized electronic control systems are putting an end to the chaos and waste by enforcing a single control strategy that operates each compressor in a performance range where it is most efficient. For example, a fixed-speed rotary screw compressor is -most efficient at full load. In varying load conditions, experience has told us that in general, it makes sense to have at most one single compressor out of the group operating at partial load. This allows other compressors to operate at full load or off.
One type of central controller with special abilities to match supply with demand is a sequencer. A sequencer takes into account the available compressors and cascades their operation to serve the plant’s needs. Typically a number of compressors are base-loaded (full-load), then one compressor that is designed to provide variable output will serve as a trim unit.
The PL1000 by Pneu-Logic Corp. of Portland Oregon (Figure 1) is a flexible sequencer that can control up to eight compressors according to a set of rules that are set using a touchscreen interface. The PL1000 makes decisions based on not only the pressure requirement in the system but also calculates the rate of change in system pressure as a leading indicator that additional air is needed. The controller also maintains an alarm history and logs pressure and power data to provide plant operators with a documented history of plant operation.
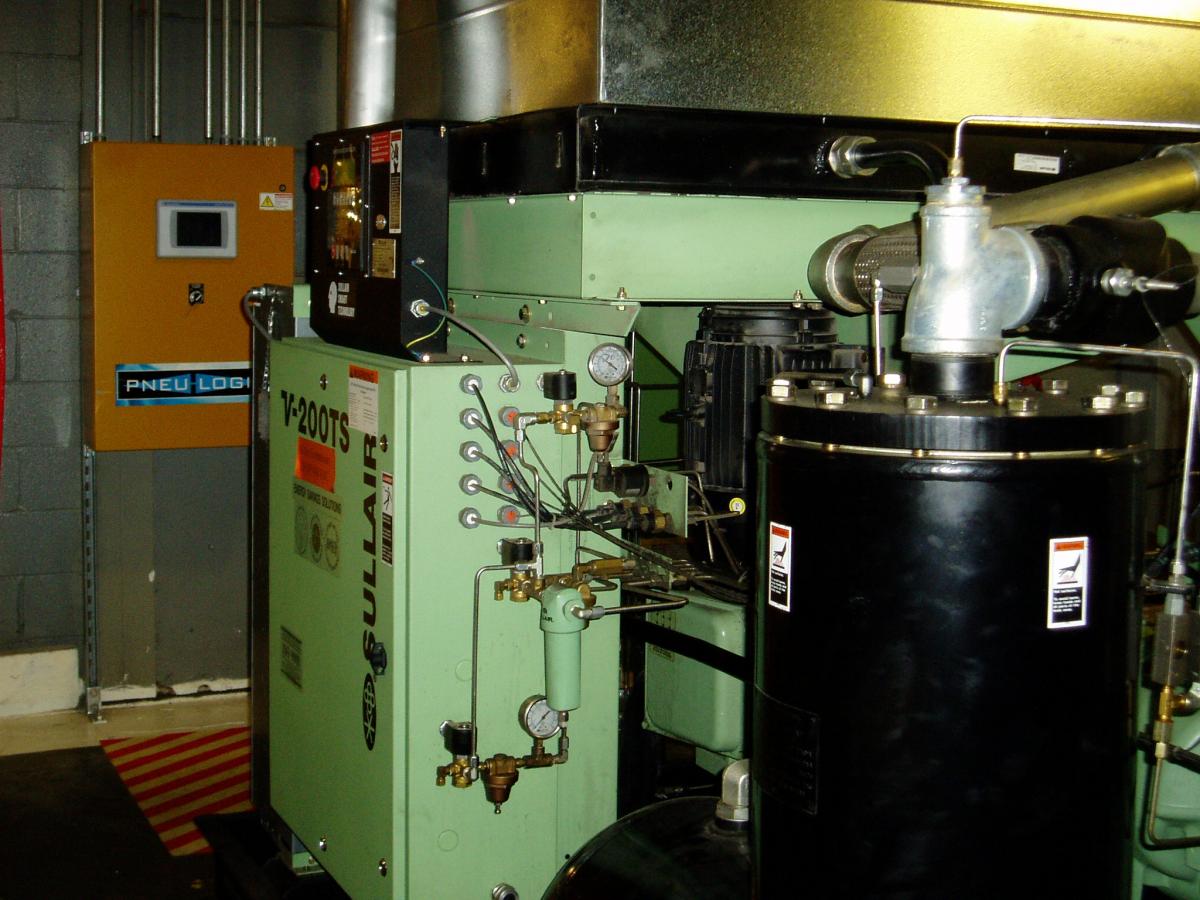
Figure 1. A 200 HP VSD Compressor with a PL1000 Controller at Ball Corporation
Within the guidelines discussed above, control strategies can be implemented by central controllers that take even more factors into consideration. For example, the PL4000 by Pneu-Logic goes one step beyond monitoring the rate of change in pressure to monitor flow of air in the lines. Because pneumatic systems actually rely not only on air pressure, but also on air flow to do their work, monitoring both flow and pressure is the best means of responding quickly to changing air needs of the plant. This minimizes the amount of fluctuation in pressure levels, enabling the plant to decrease energy costs by running at lower pressures than would otherwise be required to ensure that demand spikes are met.
The PL4000 also assigns a “readiness score” to each compressor which is factored into the analysis that the controller makes when deciding which compressor to run next. The readiness score helps the controller balance the amount of wear on individual compressors and reduces the risk of unscheduled maintenance.
A real example showing the benefits of centralized control
Some time ago we did an audit of the Springdale, Arkansas manufacturing plant where Ball Corporation makes food cans. The audit showed that compressed air is the most energy intensive area of the plant. Virtually every piece of can making equipment uses compressed air in some manner, and the plant had several production lines that were served by a group of five large compressors.
Figure 3 shows the energy audit data for the five compressors at the Springdale facility. It’s clear from the graphs that the system is not running smoothly. All of the compressors are running continuously at some portion of their rated load. They are all acting as trim compressors (partly loaded), and in the process the controls were ‘fighting’ each other.
To solve the problem, Blackhawk installed a new 200-HP variable-speed compressor with a new Pneu-Logic PL1000 controller and added a 5,000 gal. vertical receiver. We programmed the controller to have all of their compressors running full load/no load with the exception of the variable speed compressor.
The post-project audit showed a marked reduction in energy usage and inefficient usage of the compressors. Figure 4 shows that where in the past five compressors were operated to meet the need, with proper controls, the total needs of the plant can be served by just two compressors running at full speed (compressors #2 and #3), plus the trim compressor (#6) running at partial speed.
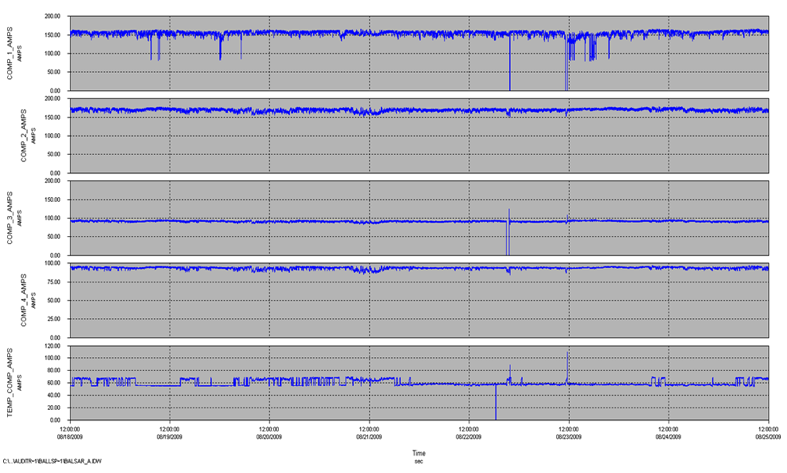
Figure 3. Before the PL1000 controller was installed at the Ball plant in Springdale, AR, the plant’s air supply fluctuated widely and all of the plant’s five compressors were running at partial load from time to time.
Click here to enlarge
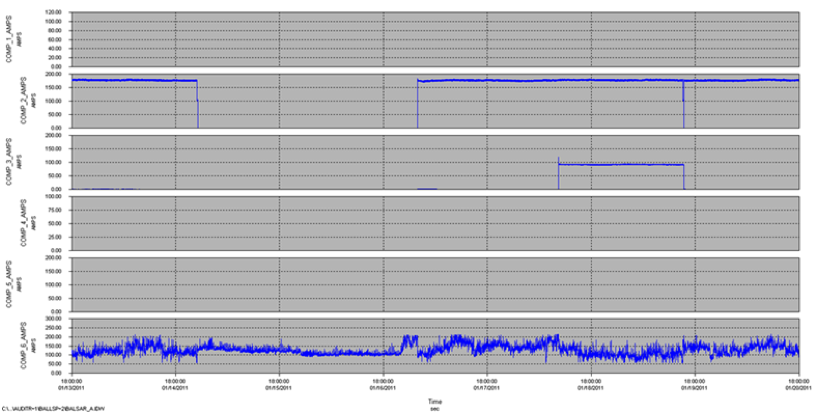
Figure 4. After the Pneu-Logic controller was installed, just three of the plant’s compressors (including a new variable-speed compressor) could serve all of the plant’s air needs, where five compressors (Figure 2) were required before.
Click here to enlarge
With the new controls, the pressure in the plant is more stable (+/- approximately 3PSI) compared to the old scheme whereby the pressure was being maintained +/- 12 PSI, allowing Ball to reduce the nominal discharge pressure by 10 PSI. The average net savings in horsepower was 112.8 or over 20% of the total horsepower used before the upgrade, resulting in a cost savings of more than \$51,000 per year at a rate of \$0.064 per KWh. The post upgrade audit revealed that an additional \$6,000 could be saved by reducing the pressure in the plant by an additional 6 PSI, which is possible given the benefits of the active control system.
A similar case has played out at the Ball plant in Elgin, Illinois. Like the Springdale facility, Elgin had multiple compressors that were fighting each other under separate controls. Consolidating the compressor controls with a Pneu-Logic PL1000 controller was one factor among many that enabled the Elgin plant to cut energy costs by enough to win the Governor’s Sustainability Award.
“We want to replicate this plan for other locations, too” said Doug Barndt, Ball Corp. Energy Manager. “We have identified three more facilities to tackle in the next phase.”
Further financial impetus to justify projects such as these comes from local utilities’ incentives (Ball was able to capture incentive money for both the Springdale and Elgin plant upgrades). “Utility incentives have saved us several million dollars over the years,” said Doug Barndt. Ball has 32 manufacturing facilities in the United States and the company’s facilities planners subscribe to a database that catalogs incentives.
The Ball Corp. experience is not unique. By taking a new look at the way that compressed air resources are managed, plant operators of all types can benefit through reduced energy consumption and decreased hardware and maintenance costs.
For more information contact Chris Gordon by email at [email protected] or by phone at 303-515-2020, www.blackhawkequipment.com.
To read more System Assessment articles, visit www.airbestpractices.com/system-assessments/compressor-controls.



