
Good morning! Please describe Visteon and the products manufactured.
Good morning. Visteon Corporation is a leading global automotive supplier that designs, engineers and manufactures innovative climate, interior, electronic and lighting products for vehicle manufacturers. Visteon revenue in 2010 was \$7.4 billion and the company was ranked 335 in the Fortune 500. Corporate offices are located in Van Buren Township, Mich. (U.S.), Shanghai, China; and Chelmsford, UK. Visteon has facilities in 26 countries and employs approximately 26,500 people.
 |
||
Furnace make-up air is supplied directly from outside to improve pressure balance and reduce heating requirements |
Please describe climate products and the main manufacturing processes required to produce them?
There are three main segments in Visteon's climate group are climate systems, powertrain cooling and engine induction. Climate systems include refrigeration compressors, fluid transport, heat exchangers, battery cooling modules, climate controls, auto defog/demist systems, and multi-zone HVAC systems. Powertrain cooling systems include heat exchangers (radiators, condensers, charge-air, exhaust-gas), airflow management, and diesel and hybrid thermal management. Engine induction includes air induction systems and intake manifolds.
One of the more energy intensive processes in our plants supports our climate business due to the presence of special-atmosphere furnaces in some of the plants. The main manufacturing processes include furnaces, brazing, significant metalworking, AC line crimping, metal-working and some injection molding for the HVAC cases for the evaporator, and heater cores in a HVAC SYSTEM.
Please describe the other product groups and the main manufacturing processes required to produce them?
The two main segments in interiors are cockpit modules, which includes instrument panels and floor consoles, and door trim. Injection molding processes are the biggest energy users in this product segment.
Electronic products include all the audio, climate and driver information in a car. We manufacture the audio and “infotainment” systems, the instrumentation, the displays and the controls panels in a car. The manufacturing systems for these products include conditioned spaces, soldering, circuit assemblies and clean rooms.
Lighting is a segment within electronics that covers a variety of front and rear lighting systems and lamps. Manufacturing processes in this segment include injection molding and large assembly areas.
What does Visteon focus on in terms of energy-spend and describe the team manages it?
Visteon's “energy-spend” encompasses all energy sources including usage of natural gas, electricity, propane and diesel fuel. Reducing energy costs is a corporate initiative that is reviewed by senior leadership every two months with respect to the status of energy performance and current projects. This is a very active program and has given energy management the required focus in our manufacturing plants.
The energy optimization efforts fall within the purview of global environmental, health and safety (EH&S). I am responsible for leading the overall initiative and implementing energy optimization programs throughout the company; I have two regional full-time engineers also working in this area. We are a very lean organization and must prioritize which projects have the greatest influence on reducing energy costs. The current project hurdle rate is a 12-month payback or less.
Please describe how monitoring is a big factor in Visteon’s energy management strategy.
One of Visteon's main focuses is the use of interval data – both the total plant profile and from individual pieces of equipment. Our goal is for every plant to have a method to monitor total plant power as a demand profile. Typically, this data is available from a utility provider website or a simple building monitoring system.
We also ensure each plant understands their tariff structure, which is a critical to understand what is charged throughout the day, as well as during peak and non-peak hours. One very successful project involved moving a batch process to a lower-tariff time period. In this example there was no impact on production and required no capital investment – just a change in scheduling that yielded a significant cost save.
To further understand the electricity use, low cost data loggers are placed on energy-consuming equipment that maps the data against productivity data – such as parts produced or direct labor – to better understand what the data is telling us.
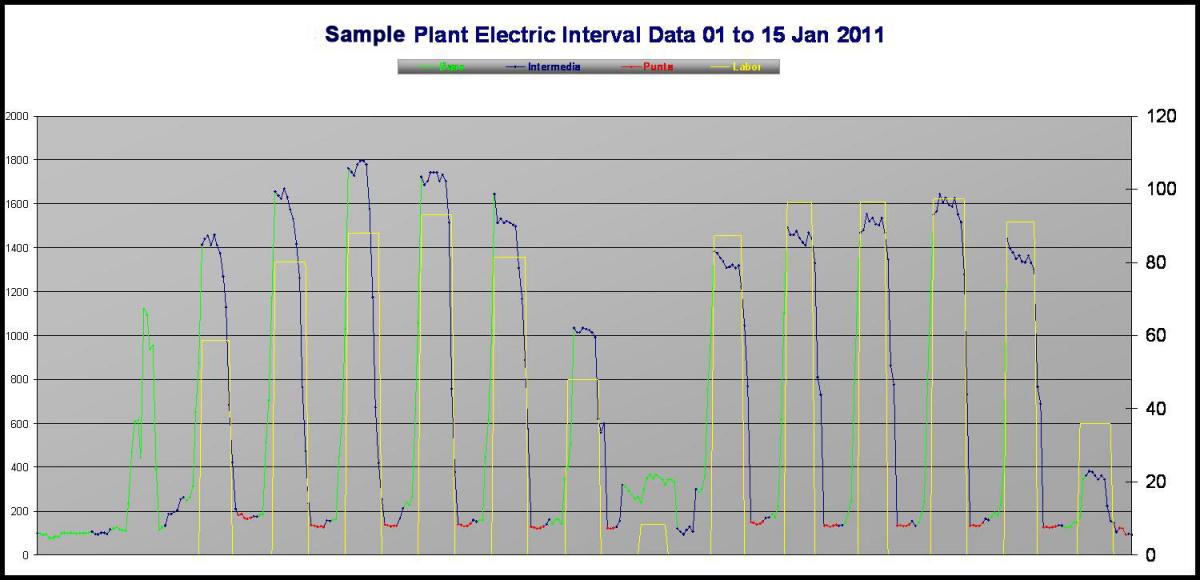
Electrical demand (kW) plotted versus direct labor showing correlation between energy use and production activity
Another example is regular monitoring of interval data on air compressors used in plants. We want to see if the air compressors in the plant are loading and unloading properly. We use this data to determine what actions can be taken to reduce energy costs, such as taking an air compressor off-line completely. We look at how to reduce the demand for compressed air and investigate whether an equipment upgrade is necessary – like to a variable frequency drive (VFD) compressor or to a smaller point-of-use air compressor.

Small dedicated compressors are used for chemical tanks
Describe how Visteon focuses on low-cost projects to reduce energy cost.
Typically, actions can be taken that reduce energy with little to no capital expenditures. For example, lighting levels can be optimized before considering a retrofit. The team will tour a facility and conduct an audit. We then look for areas where unnecessary lighting exists – like in partially unoccupied spaces with infrequent occupancy. Sensors may be installed to keep the lights off. We also focus on areas where overhead and task lighting is used and evaluate whether both are needed. Once a project is initiated for a retrofit – say from metal halide lights to high efficiency fluorescent – the return on investment is typically less than a year depending on the plant’s operating hours and electricity tariff.

Toolroom lighting upgrades: older metal halide lights shown on right, newer high-efficiency T5 fluorescent lights on left
Data loggers are used to help analyze when to start-up equipment. Ovens have data loggers equipped to determine the length of time it takes for the oven to reach operating temperature. Traditionally, ovens took seven hours (to get to temperature); now, they can reach temperature in just three hours.
Shutdown optimization is another area of opportunity as shifts and orders are always changing, as is overall plant demand. Visteon manufactures parts very close to order levels. The 2009 decline in production demand was a real test of Visteon's energy program with significant reductions in order levels, the plants that were able to reduce energy costs significantly fared better during this time. Air compressors, HVAC, cooling water loops – these are not fixed costs; and the energy program has to be able to reduce energy costs when production demand goes down.
Another high priority at Visteon is to eliminate supplemental heating in manufacturing spaces. Anywhere there is waste heat, we look to harness that energy source. We work to use waste heat from air compressors and from injection molding machines.
How did energy management get started at Visteon?
Energy optimization has always been a focus at Visteon; however, the initiatives were fragmented and managed locally at the facility level. In 2005, EH&S formalized the group and began initiating projects to better understand opportunities across our operations. It was then that the team established best practices for the following processes:
- Heat Recovery
- HVAC
- Lighting
- Shutdown Optimization
- Demand Control
- Compressed Air
Global webinars with the plant engineers were conducted to review the fundamental concepts and goals. Regional workshops taught best practices in each process to train engineers on the use of the data loggers. This training was focused primarily in Europe and North America. Now, the team is training plants and joint venture partners in Asia.
Once projects were identified, it became important to track progress and measure the data. An internal system was developed that allowed plants to enter project data and classify it into one of the six best practice "buckets." Getting that accurate and timely data can be a struggle – particularly shutdown optimization data, which doesn’t require new equipment or capital, but is behavior-based.
What metrics are used to measure energy performance?
The main metric is energy efficiency, which is total energy used divided by value-add. Value-add is measured by revenue minus material costs. The value-add component is intended to be the productivity level of the facility – that is, what this facility does to product that part.
We also conduct year-over-year comparisons and our target for 2011 is to improve this metric by ten percent (10%). This metric is measured at the plant level and by product group, and then we can roll it up at the corporate level. An energy-use dashboard is accessible to every employee to view the data at any time.
Last year, a plant recognition – called the “Visteon Green Plant” designation – was initiated that uses many of these aspects in the determination, including energy efficiency.
How is compressed air managed at Visteon?
Visteon treats compressed air as a high-cost utility and challenges manufacturing to identify ways to optimize the system, with the basic premise in understanding how the company manages compressors as it relates to production levels. In one example, we found through the interval data a compressor was running during an off-shift at a local facility. Leak audits were conducted and some open valves were closed, but a compressed air demand during an off-shift was still occurring. It was determined an airlock on a chemical tank caused a 100-horsepower air compressor to keep turning on. As a result, a smaller, dedicated air compressor was installed to handle the process and enabled the 100-horsepower air compressor to be disabled.

Chemical tanks requiring airlock – reduces compressed air use during lower production periods by installing small dedicated compressor
Another focus of the team is to identify opportunities to use blowers versus compressed air. Blow-off air is used, for example, in the headlamp production process. Through investigation, we found that energy costs associated with blow-off are reduced and quality of the process is improved when an electric blower is used compared to compressed air.

Electric blower replaces compressed air use in headlamp production

Venturi nozzles installed on open blow-offs reduce compressed air usage
Besides reducing energy costs, what are some other realized benefits from energy management at Visteon?
An important reason energy management is a priority at Visteon is that it not only helps the environment, but also has positive implications on quality improvements. Energy management projects can also improve plant hygiene and work environments.
The team has placed emphasis on reducing heat costs in colder locations by reducing the negative pressure in the plant. This is accomplished by bringing in cold, fresh air from the outside, high in the ceiling. The cold air mixes with the rising waste heat above the manufacturing processes and gently falls downward to warm the plant. In addition, we have projects that route supply air to the outside, instead of using inside air that creates a negative environment. By off-setting negative pressure in the plant, local exhaust for fumes from processes can operate more effectively improving the overall air quality. It also reduces drafts coming in at floor level, providing an improved working environment. We have had facilities verify significant savings from these actions.

Installing fresh air ducting improves positive pressure in plant and off-sets heating requirements
For more information on this article please contact Rod Smith tel: 412-980-9901, or visit www.visteon.com.



