Compressed Air Best Practices interviewed Paul Lukitsch. Mr. Lukitsch is the Regional Facilities & Energy Manager for Millipore Corporation.
How does Millipore approach Sustainability?
It starts from the top-down at Millipore. Our President & CEO, Mr. Martin Madaus, has led Millipore to recognize that addressing climate change and other environmental issues important to our stakeholders requires a collective effort and dedication, both within Millipore and beyond. “We are focused on dramatically reducing impacts from our products and packaging, as well as those related to energy and water, and our production waste. We encourage our employees not only to make changes within the workplace, but in their daily activities as well. These objectives, along with our ongoing commitment to serve and support our employees and the communities in which we work, represent our clear sustainability priorities.”
One of the first steps taken by Mr. Madaus was to appoint a Director-level Manager to head Sustainability, Mr. David Newman. “For Millipore the concept of sustainability is simple. It means growing our business and being profitable, but doing so in a way that allows us to preserve the environmental resources for future generations. In practice, however, sustainability touches everything we do. That’s why I’m so please with the progress that we’ve made towards ingraining sustainability principles and practices into our operations company wide. We’ve seen significant reductions in energy, water, and waste. The results speak for themselves: an overall 12-percent reduction in energy use, some 152,000 m3 of water reclaimed or otherwise conserved each year.”
What is your Greenhouse Gas (GHG) Goal?
In May 2008, we publicly announced our goal of reducing the company’s worldwide carbon footprint by 20 percent over five years from our 2006 baseline (see graph below). Our target is expressed as an absolute reduction of GHG emissions.
We are off to a great start. We have saved over 5 million kilowatt-hours of electricity (vs. 2006) through our energy efficiency projects. We also completed our 2 facility expansions that will be LEED accredited. We have also upgraded our company auto fleet – 30% of the vehicles we lease in the U.S. are hybrids, just to name a few of the initiatives. Despite our growth, we have achieved a 14% reduction in our GHG emissions since 2006.
Please describe how many manufacturing facilities you are working with and what the primary processes are.
Millipore Corporation is a Life Science leader providing technologies, tools and services for bioscience research and biopharmaceutical manufacturing. We employ over 6000 people around the world and have global revenues of ca. \$1.6 billion.
We have multiple manufacturing facilities around the world. I am responsible for over-all operations at eleven facilities, totaling ca. one million square feet, located in Massachusetts and New Jersey. I am also responsible for leading energy efficiency initiatives at our four largest manufacturing locations, which produce the lion share of our products.
The main factories manufacture a wide variety of products for the life sciences industry. We manufacture a wide variety of products - some are single use disposable and some are capital pieces of equipment.
Where are the opportunities for energy efficiency in manufacturing?
A comprehensive Energy Management program has to look at everything. We consume the most of our energy in our main plant systems such as HVAC, boilers, lighting and compressed air systems. Several of our large manufacturing facilities consume large amounts of electricity due to compressed air systems necessary to run our manufacturing equipment.
We have replaced the traditional burner controls on two large boilers in our R & D Facility in Bedford with Autoflame controllers, providing independently controlled optimization of the combustion process. This technology offers independent micro modulation of the air and fuel valves and dampers, while an exhaust gas analyzer provides continuous combustion monitoring. The results are improved, stable, consistent emission profiles, and provide significant fuel savings.
The HVAC systems vary in age and some are quite complex as they must also support R&D labs and clean-rooms. All have vigorous Preventative Maintenance Programs and are tied into building management systems. We don’t see huge opportunities with HVAC - just incremental gains.
Air compressors are generally our largest horsepower electric motors on-site, and the overall efficiency of a typical compressed air system can be as low as 10-15%. So, pre and post-monitoring of electricity use demonstrate the effectiveness of efficiency measures and allow us to prioritize work elsewhere.
What impact have compressed air energy efficiency projects had?
Millipore uses compressed air everywhere from injection molding, robotics, automation, and pneumatics. Many are validated GMP process.
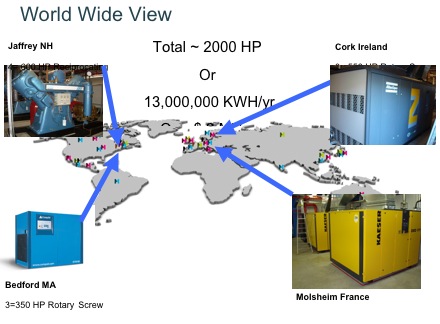
We have a connected load of air compressors totaling ca. 2,000 horsepower (in total) at the four factories. After two years of demand-side projects where we have reduced the energy consumption of the compressed air systems by 2 million KWH and saved over \$270,000.
 |
Where did you start with the compressed air system?
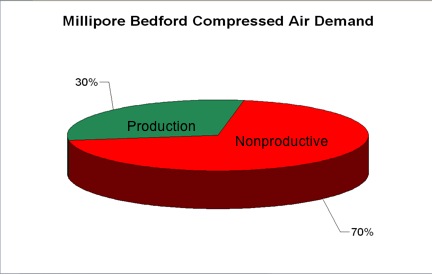
The end goal is to use less air compressor kW per product produced. Before our actions over the past two years, we metered the demand and the results showed us that 2/3rds of the compressed air consumed in our facilities did not go to productive uses. We started metering air flow in our plants and focused in on demand side of the system and examining methods to use less air. How you distribute air and use air is what we’ve looked at. We don’t look hard at the supply side of the system - except for finding ways to shut air compressors off. The first step is to start collecting data. You have to have data otherwise you and whoever is advising you is shooting in the dark. I like collecting data, analyzing it, taking actions, and seeing a reduction in energy consumption.
 |
||
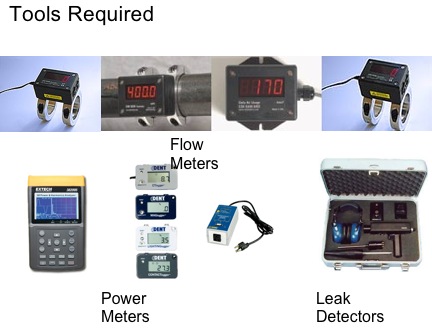
We have purchased over fifty CDI flow meters & KW meters. They are very easy and convenient to use. We strategically install them in the plants and data log the information from them. Measuring air flow is the primary piece of data we are looking for. We connect the meters to our building management system and now produce weekly graphs of our compressed air consumption. The equipment operators and maintenance technicians now get weekly reports on air consumption so we can move towards equating production output to compressed air consumption. We are now compiling data and are moving in the direction of establish Best Practices for specific processes in our facilities.
 |
||
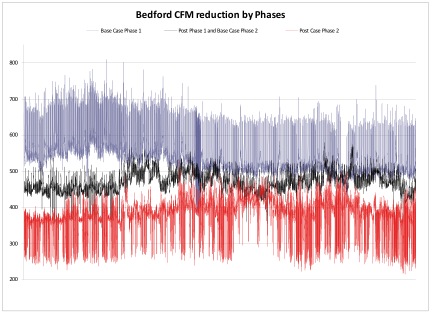
The graph below demonstrates the reduction of compressed air consumption over two phases of improvement work at our Bedford MA site.
- Total metered savings Phase 1 = 274,188 kWh/Yr.
- Total metered savings Phase 2 =106,872 kWh/Yr.
 |
||
Why the focus on measuring compressed air pressure and flow?
Measuring compressed air pressure and flow throughout the facility allows one to identify leak loads and pressure losses. This is how you identify where the problems are. We measure at an idle state, when production is down, to determine our leak load. Then measure the facility during production.
We study the distribution systems to see if they are properly sized. Undersized header piping systems are common. In New Hampshire, the facility had experienced five to six expansions over the years and added many clean rooms with lots of pneumatics. For the latest expansion, the plant had installed a separate compressed air systems for the two areas. By collecting the data we concluded that combining the two systems, using a header consisting of 500 feet of interconnecting 4 inch diameter stainless steel piping, we were able to drop out five air dryers and run the entire plant on one air compressor rather than three.
How do you manage “Demand Events”?
By measuring flow and pressure we have been able to identify big “Demand Events” in our facilities. A “Demand Event” is when large volumes of compressed air are required for short time durations. For Millipore, an example of a big demand event is when we make membrane media for filters. We use PIAB vacuum systems during the slitting operation. We have optimized this process by working with PIAB whose products have improved and use less air than prior designs, and by using secondary compressed air storage tanks to isolate this demand event.
When we are testing the compressed air system, we lower the compressed air pressure in the system until we detect an alarm condition on a piece of equipment. We then engineer a solution for that machine, such as point of use storage, so that it can operate with a lower supply pressure in the overall system thus saving KWH. In summary, our Best Practice is to manage demand events with compressed air storage tanks.
Any specific success stories?
Sure. We had a large molding operation in a clean room in Cork Ireland Facility. They had a 7 bar (~ 100psi) over-all compressed air system and a dedicated10 bar (~ 140psi) compressed air system for the molding machines. We had never seen that in other molding systems. The plant operators said that the molding machines would not work without 10 bar inlet pressure. We installed gauges and detected significant pressure drops within one of the molding machines pneumatic circuits. The personnel in Cork plant disassembled the molding machines’ piping and discovered obstructions in the piping blocking air flow! This process can now run on 7 bar pressure. This is an example of where having the data led us to investigate further and ask more questions, thus established a Best Practice for the molding machines.
Any advice on what not to do?!
Don’t buy air compressors without solid data to support it. I received an email from one of our facilities saying that their air compressors were breaking down and that they were desperate. They were renting an air compressor and wanted to buy a new one. A local air compressor sales person had made this recommendation to them.
I told them to hold off on buying a new air compressor and sent them some flow meters. They installed the meters and we went through the data together to properly size the machine, storage, and the distribution system. The result is a purchase of a machine _ the size of the compressor salesman’s recommended.
How important is good advice?
We have been fortunate to work with some very talented consultants like Jeff Wright from Compressor Energy Services. He is not a compressor salesman !!! He is a systems engineer who shares my goal to shut-off air compressors and save KWH. We rarely talk about air compressor technologies - just about demand-side efficiency opportunities. We talk about measurement techniques and about how to interpret and understand data.
We work well with local utilities and capitalize on their incentive programs. We have received over \$100,000 in incentives from the New Hampshire and Massachusetts utilities for our compressed air projects over the past two years.
I’m also a member of the Association of Energy Engineers (AEE) and with the Association of Facilities Engineers (AFE). They help me continue my education on energy efficiency. Millipore recently received ‘Best Customer Submitted Energy Project in New England” from the AEE for the compressed air improvements made in our Massachusetts and New Hampshire sites.
At Millipore, Sustainability is all about learning and acting upon data. It is personally very rewarding to have the opportunity to help implement these efficiency projects.
Thank you very much Paul for your insights.
For more information, please contact Rod Smith



