There are numerous reasons companies commit to sustainability. For TE Connectivity, it often boils down to the return on the investment made – both financially and otherwise. And by every measure the investment is paying off for the global leader in connectivity and sensor products.
Since its fiscal year 2010, TE Connectivity has reduced its overall energy use intensity by 30%. In addition, greenhouse gas emissions have declined by 38% in the same time period. Efforts to save water and reduce scrap have yielded equally significant results. In 2019, TE Connectivity (https://te.com/usa-en/home.html) was named to the Dow Jones Sustainability Index for the eighth consecutive year, showcasing its long-term economic, social and environmental impact on the world.

“Our employees, investors, and customers all want our company to operate in a way that is of course profitable, and sustainable as well,” said Carl Schultz, Senior Director, TE Connectivity Global Environmental Health & Safety Program. “When it comes to energy reductions and greenhouse gas emissions, it has to have a return on two critical fronts. One is reducing our costs and the second is a reduction in environmental impact. That’s really what we focus on.”
The company is succeeding with sustainability at many operations, including its manufacturing plant in Lickdale, Pennsylvania. In fall 2019, officials from the Department of Energy’s Better Plants program joined company officials there to celebrate the plant’s energy achievements – including an 11% reduction in compressed air energy costs. Its ability to reduce the cost of compressed air to the tune of \$223,000 per year is a prime example how many TE Connectivity operations have fully embraced sustainability.
Knowing the Cost of Compressed Air
In Lickdale, TE Connectivity operates a 250,000-square-foot plant where approximately 500 employees make electronic connectors and contacts for a wide range of applications. TE Connectivity is a Department of Energy (DOE) Better Plants Challenge Partner.
The plant relies on compressed air for the majority of its production processes, including plastics molding, electroplating metal stamping and assembly. Like many manufacturing plants, there was a time when Lickdale and other TE Connectivity plants never thought about compressed air energy consumption and costs, said Schultz.
“Everybody used to think compressed air is free,” he said. “But I think we’ve made some great strides in helping people understand that’s not the case.”
The Lickdale plant began formally investigating compressed air energy consumption and costs in 2009. Jeff Overbey from TE Connectivity’s facilities organization then worked with the plant to review infrastructure and then brought in Ingersoll Rand to perform a compressed air assessment. The assessment illustrated numerous opportunities for efficiencies and energy savings.
“We didn’t know what to expect. The compressed air study really opened our eyes as to how we could optimize our compressed air system,” said Tony Burkett, Maintenance Manager of the TE Connectivity Lickdale plant.
Based on the compressed air assessment, the plant dedicated itself to a multi-year journey to address multiple issues with its compressed air system, while saving energy in the process.
Do What-it-Takes Mindset to Save Energy
The Lickdale plant’s commitment to improving its compressed system aligns with TE Connectivity’s approach to sustainability, which is predicated on a “do-what-it-takes” mindset and employee engagement. For more about TE Connectivity’s commitment to sustainability, visit https://te.com/usa-en/about-te/corporate-responsibility.html.
“With anything we do as a company of this size and complexity, engagement of everyone is absolutely key,” said Schultz, noting how sustainability is embedded in the company’s culture. “You can declare anything and hold a bunch of meetings, but where you really start to have success is when sustainability becomes part of people’s way of thinking.”
TE Connectivity’s way of thinking includes “Centers of Excellence,” which are areas of focus within the company where teams come together to identify areas of improvement and put words into action. Energy is one such Center of Excellence.
“We created a Center of Excellence for energy because everyone uses energy and we can share best practices and promote good work,” Schultz said.
Taking it another step further, TE Connectivity also focuses on Ready-To-Deploy (RTD) projects. An RTD project is a refined approach to harnessing best practices that TE Connectivity operations have implemented with success.
“With the RTD concept, we say, ‘Look, let’s not just throw everything up there that people have done that is kind of good. Instead, let’s find things that are broadly applicable and focus on a limited number of them so that operations leadership can look at them and see what to deploy at their plants, and then do it,’ ” Schultz said.
Energy Treasure Hunts: A Way of Life
The DOE’s Energy Treasure Hunt program is one such RTD project adopted by the Lickdale plant and others throughout TE Connectivity. The DOE brought the treasure hunt approach to TE Connectivity through DOE’s In-Plant Training program. The program workshops are led by Better Plants experts who train participants on how to identify, implement, and replicate energy-saving projects. To learn more about the Better Plants program one can read the March feature article, in Compressed Air Best Practices® Magazine, “Better Plants® Partners Get a Leg up in the Battle for Energy and Water Efficiency.”
The Lickdale plant discovered the value of energy treasure hunts when the DOE conducted the Treasure Hunt In-Plant training at TE Connectivity’s manufacturing operation in Greensboro, North Carolina. TE Connectivity invited people from its other plants to participate and learn so they could take it back to their own facilities. The concept was just what the Lickdale plant had in mind as one way to save on compressed air energy consumption, said Burkett.
“After we learned about energy hunts at the Greensboro plant, we brought it back to Lickdale and figured out a way to roll it out,” he said. “It was the next step in our evolution of compressed air efficiencies and it kept us energized and moving forward.”
At the Lickdale plant, cross-functional teams work for a two-week period each year to identify and develop plans for implementing no- and low-cost energy savings opportunities that result in immediate or short-term ROI. They also help established ongoing processes for implementing energy control measures designed to reduce energy use, costs and associated greenhouse gas emissions.
Energy treasure hunts at Lickdale and other plants support TE Connectivity’s goal of leveraging the expertise of employees with the knowledge and skillsets to produce results, said Schultz.
“After the DOE brought treasure hunts to us, we developed a playbook and a lot of fairly easy-to-use materials everybody can use to put into practice,” he said. “Now we have people around the company who have expertise in this area. It’s something we can train people on, give them the resources, and let them run with it. It’s really caught on, and the Lickdale plant has been a pioneer for TE Connectivity and key to proliferating the approach around the company.”
Burkett said seeing the results of treasure hunts conducted at the Lickdale plant delivers a powerful punch.
“They make you a believer,” he said. “Before, people would walk through the plant, hear a sound and say, ‘Yeah, it’s an air leak.’ But now, they literally put work orders in and say, ‘We need to fix that. Do you know how much money we’re wasting there?’ It’s become a way of life.”
Compressed Air System in Need of Attention
In addition to finding and fixing leaks, the Lickdale plant’s journey toward compressed air energy savings involved a number of projects designed to address multiple issues with its compressed air system.
The plant’s original compressed air system included two compressor rooms, each of which contained four 200-horsepower (hp), fixed-speed rotary screw air compressors and refrigerated dryers. Each set of air compressors shared a small receiver tank and ran at full load essentially non-stop to deliver compressed air to plant operations, most of which run on a continuous basis.
The compressed air assessment revealed the system was working more than needed to generate unnecessarily high pressure of 110 psig to meet artificial demand for air. On occasion, the plant also rented additional air compressors to keep pace with intermittent compressed air demands. Rental machines also gave the plant the ability to take any aging air compressor offline for repairs, while stilling meeting demand for air. Aging air compressors were also consuming too much time and effort to ensure reliability.
“We had our facilities maintenance group come in during the weekends to perform preventive maintenance when demand for air was lower because we simply could not afford to lose one air compressor,” Burkett said.
Upgrading the Compressed Air Supply Side
With a roadmap for improvements in place, the plant made a number of important changes and upgrades to the supply side of the compressed air system to increase system reliability and achieve energy savings.
To help stabilize pressure and reduce overall system pressure, the plant also replaced the small receiver tank with two receiver tanks, each of which is rated to store and deliver 1,100 scfm of compressed air. The VFD air compressor, in combination with the new receiver tanks, allows the system to better match supply to peak air demands.
Another key upgrade included the installation of a Programmable Logic Controller, allowing for lead-lag operation of the air compressors. It also installed a pressure flow controller to gain control of compressed air production in combination with air already in storage. Today, the system is better able to meet fluctuating demand for compressed air. Additionally, changes resulted in gradual reduction in system pressure from 110 psig to 88 psig without adversely affecting production.

Shown is a 200-hp, VFD oil-free rotary screw air compressor at the Lickdale plant, which implemented numerous changes to its compressed air system for improved reliability and energy savings.
Fixing the Compressed Air Demand Side
The Lickdale plant gave the same level of attention to the demand side of its compressed air system as it did the supply side to improve system efficiencies and achieve energy savings.
One measure included the installation of solenoid valves on stamping machines, which conserves expensive compressed air by blowing air onto stamped parts in pulses only where it’s needed – and not otherwise – when blowing off lubricant and debris.

The Lickdale plant installed solenoid valves on machines in its stamping operation to conserve expensive compressed air.
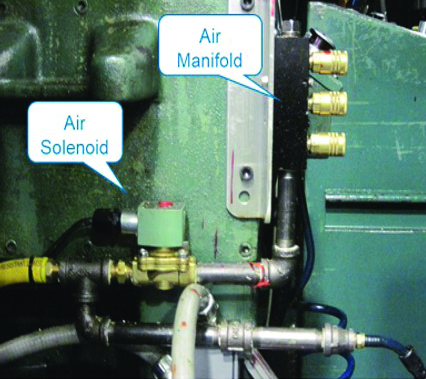
Shown is a solenoid valve in the plant’s stamping operation, which is one of many used to ensure compressed air is used only when needed.
Engineers also designed air nozzles and installed them in place of open tubes that were used to remove residual liquid from the metal strip as it goes through multiple baths in the plating process. The plant also eliminated unneeded open blowing applications, further reducing air demand.
Another significant change to the compressed air system included the installation of additional piping to better balance airflow. The plant also installed valves on piping to control the airflow to non-operational areas of the facility.
In keeping with the energy treasure hunt approach, the Lickdale plant has also implemented a rigorous leak detection and repair program. It also uses flow meters on assembly equipment to monitor compressed air consumption and detect leaks needing repair.
The Lickdale plant’s upgrades to the demand and supply side of the compressed air system allowed it to meet production needs with considerably less energy needed for compressed air.
Achieving Results that Matter
By adopting best practices in managing compressed air and implementing other energy-efficient improvements plant-wide, the Lickdale plant saves nearly 10 million British Thermal Units (BTUs) per year.
In addition to energy and cost savings associated with compressed air, the plant has reduced compressed air system maintenance costs and eliminated the need for rental machines – all while boosting reliability of the system to ensure peak production at all times.
According to Schultz, success with compressed air energy savings at the Lickdale plant is an example of how TE Connectivity’s approach to sustainability produces results virtually everyone involved can appreciate.
“We’ve really engaged people in a way that appeals to those who want to make the earth a better place by reducing greenhouse gases and that also appeals to those who want to maximize profits,” he said. “Whichever one of those things people care about, we capture all of the folks by making them aware of the advantages to reducing compressed air usage.”
All photos courtesy of TE Connectivity.
To read more Sustainability Project Articles, please visit www.airbestpractices.com/sustainability-projects.



