System Assessment |
|||||||||||||||||
|
|||||||||||||||||
|
System Overview
This stamping plant is a 2.5 million-square-foot facility with over two thousand employees. At the time of the assessment, the plant was processing approximately 1,600 tons of steel per day into automotive vehicle components and parts, such as body parts. The plant has many large stamping presses that use significant amounts of the plant’s compressed air.
Compressed air used by the stamping presses and the plant’s other compressed air applications, in the assembly area, was generated by four large air compressors. The air was then supplied to these end-uses off the main header at 75 psig. These air compressors were 3,000 hp centrifugal, two 2,500 hp centrifugals, another 2,500 hp centrifugal and an 800 hp reciprocating air compressor. The compressed air was then was treated by three compressed air drying and filtration systems in the power-house. The compressed air was then distributed via the main air headers to the Stamping Press Room and to the Assembly Area. Room.
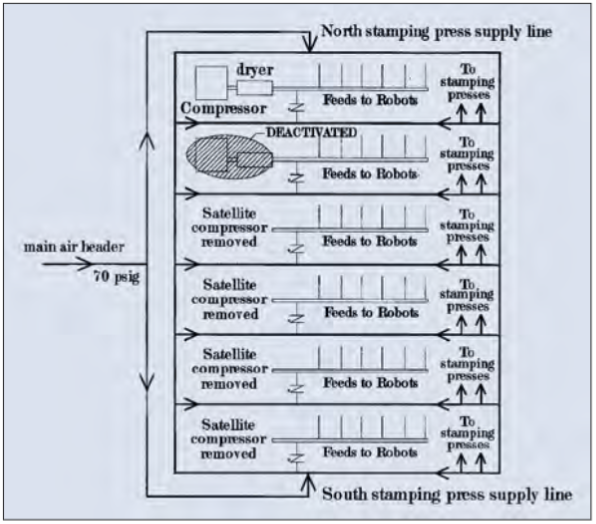
Prior to the modifications, robots used high-pressure compressed air for vacuum venturi cups used to handle parts on various stamping press lines. These robots were served by six small 30 horsepower, rotary-screw, satellite air compressors, operating at 110 psig, with their own in-line compressed air dryers.
Setting the Baseline
A project team composed of plant management, production engineers, and technical staff from the local utility company evaluated the plant’s compressed air system and generated a system level strategy to improve the system’s efficiency and performance. The team discovered that compressed air was being lost due to a high leakage rate in both the distribution system and the stamping press counterbalance cylinders and other end-use applications. In addition, the team determined that the vacuum venturi cups in some robot press lines would operate satisfactorily when supplied with air at 70 psig versus 110 psig.
In order to reduce the air being lost from the leaks in the system, the team decided to implement a comprehensive leak management program. In addition, the team decided to find a way to supply the robots with air from the main header, eliminating the need for the high-pressure satellite compressors.
 |
||||||||||||||||||||||
|
Project Implementation
Establishing and implementing the leak management component of the project took about six months to perform. First, a leak detection/correction team was formed. The team identified and corrected the compressed air leaks throughout the system. The packing and seals on the stamping press die automation valves counterbalance cylinders were a major source of leaks and were replaced.
The team noticed that the system was using inefficient flow measuring orifice plates and replaced them with low-loss venturis and averaging pitot tubes. These devices are more efficient because the pressure drop across them is lower. It was possible to lower the compressor discharge pressure settings significantly, and the average main header pressure went from 75 psig to 70 psig. The system pressure in this plant was originally 87 psig, but was reduced incrementally during the prior six months as a result of an audit performed at a “sister” plant.
|
||
| "In this case, assumptions regarding the pressure level for the venturis to produce the vacuum required for operating the robots resulted in unnecessary equipment being purchased and installed." - Bill Scales |
Lowering compressed air system pressure by adjusting compressor setpoints can save substantial amounts of energy. For systems in the 100 psig range, a good rule of thumb is that for every 2 psi drop in average system pressure, energy consumption will be reduced 1%.
This change not only reduced the amount of energy that was required to produce the compressed air, but also reduced artificial demand, which contributed to lower compressed air and energy consumption. Artificial demand is defined as the excess air required by a system’s unregulated uses because the system is being operated at a pressure in excess of production’s true requirements. When average system pressure is reduced, artificial demand is lowered, resulting in less demand for air.
Review of the design characteristics of the robot’s vacuum cup flow venturirequirements determined that they would operate satisfactorily with the pressure available from the main header (about 70 psig). Five of the robots already had a supply line from the main header in parallel with the discharge piping from the high pressure satellite compressor. These five were reconfigured to receive air from the main header.
Project Results
The leak management program and actions to reduce pressure drop allowed the production facility to both reduce compressed air needs and reduce the pressure being supplied. As a result, the average standard cubic feet per minute (scfm) of compressed air supply declined by 18%, from 25,000 scfm to 20,500 scfm. The plant was able to take an 800 hp reciprocating compressor (10% of their capacity) off-line, and was able to operate the remaining compressors more efficiently at lower pressure. The aggregate annual energy savings were 7,900,000 kWh and the project reduced the plant’s annual energy costs by \$360,000, or more than 3.5%. About \$40,000 was saved in avoided costs since the planned purchase of new satellite compressors was cancelled. Also, since one less compressor was operating, the plant was able to spend less on maintenance and gained backup compressor capacity, reducing the chance of downtime.
Lessons Learned
High-pressure air should only be used when absolutely necessary. In this case, assumptions regarding the pressure level for the venturis required to produce the vacuum required by somefor operating the robots vacuum cups resulted in unnecessary equipment being purchased and installed. Had the robots been valid high-pressure applications, the satellite compressors would have been an efficient solution. Instead, it was found the robots could operate satisfactorily at the plant’s normal pressure level.
Another important lesson is that leak detection and correction programs need to be ongoing efforts. Air leaks continue to occur, so leak management programs need to be continuous efforts and are very important in maintaining the efficiency, reliability, stability, and cost effectiveness of any compressed air system.
For more information please contact Bill Scales, Scales Industrial Technologies, tel: 516-248-9096, www.scalesair.com.



