A. Introduction
This Midwestern automotive assembly factory has two major production areas called the “East” and “West” facilities. The objective of the engineering staff at this company is to optimize the compressed air energy costs as they relate to the number of vehicles manufactured per day. The task at hand is to continue to ensure the reliable supply of compressed air to all processes, while reducing the energy costs.
This article will describe the actions taken to reduce the energy costs. We are not at liberty to disclose the numbers pertaining to the numbers of cars manufactured. The facility operates “24/7” so we have 8,760 operational hours per year. The average electrical rate at this facility is \$0.04134 kW/h. The energy formula used is:
KW = BHP *.746 * (1/Motor Efficiency)
Due to the size of the compressed air installations, we have broken the audit into three phases based upon our initial observations. This article details the system configuration, measurements, and recommendations of our Phase 1 audit whose objective it is to reduce air consumption while stabilizing air pressure and capture the energy saving benefits of doing so.
Phase 1: Reduce Air Consumption While Stabilizing Air Pressure
Phase 2: Optimizing the Air Treatment System
Phase 3: Managing Air Leaks
B. Air System Configuration Review
The Power House supplies compressed air to both the East and West Facilities. There is a mix of centrifugal and reciprocating air compressors. The 600 hp recips are older and we observe a significant consumption of lubricant. The cycling refrigerated air dryers are rated for 20,000 cfm each. The air goes into a 12” header which takes the air to the different facilities. The quality of the air leaving the power house is an issue and will be part of our “Phase 2” audit looking at air quality. The Power House has the following air compressors and air dryers installed:
1. Power House Air Compressors
a. Five (5) 600 hp reciprocating compressors. They are water-cooled, oil-injected, twin-horizontal piston compressors. Each unit is capable of producing 2,500 cfm for a total of 12,500 cfm.
b. Five (5) centrifugal compressors producing a total of 27,184
c. Total plant air capability for the South Facility is 39,684 cfm
2. Power House Air Dryers
a. Two (2) thermal mass, cycling refrigerated air dryers rated for 20,000 cfm each
b. One (1) heatless regenerative air dryer rated for 165 cfm
c. One (1) refrigerated air dryer rated for 100 cfm
d. Total power house drying capability for 40,265 cfm
The East and West Facilities have been receiving compressed air loaded with moisture and oil for many years. Each department, therefore, has built their own protective installations of point-of-use air dryers to provide -40 F pressure dew points. The dryers are all packaged with coalescing filters to provide filtration of oil aerosols and solid particulates. They are used to protect the processes in the body shop and painting areas (clear coat and base coat). The West Facility also has breathing air systems installed for the painting personnel. We see significant levels of purge air waste and again this will be detailed in Phase 2 of the audit.
The facility does have condensate drains of different types installed on the air dryers and on the receivers of the air compressors. There are no condensate oil/water separators installed in the facility. The following air dryers and breathing air systems are installed:
1. North Facility Point of Use Air Dryers
a. Five (5) heatless regenerative air dryers capable of drying a total of 7,300 cfm
b. Three (3) heated regenerative air dryers capable of drying a total of 5,200 cfm
c. Total point of use air drying capability in the East Facility is 10,500 cfm
2. West Facility Point of Use Air Dryers
a. Three (3) heatless regenerative air dryers capable of drying a total of 12,300 cfm
b. Two (2) heated regenerative air dryers capable of drying a total of 4,200 cfm
c. Two (2) heatless regenerative catalyst breathing air purifiers/dryers capable of drying and purifying 1,350 cfm
d. Total point of use air drying capability in the West Facility is 17,850 cfm
The East and West Facilities have very limited air storage capabilities. When there are surges in plant air flow demand, there are no buffers. This causes the air compressors to constantly turn on (or just keep running) to meet demand. This is a key part of our findings as the air storage is incapable of meeting changes in air demand.
1. East and West Facility Air Storage Receivers
a. Two (2) 2500 gallon vertical receivers capable of storing a total of 668 cfm
b. Five (5) 1500 gallon vertical receivers capable of storing a total of 1,000 cfm
c. One (1) 620 gallon horizontal receiver capable of storing a total of 83 cfm
d. Total air storage capability in both the East and West is 1,751 cfm

C. Measuring Flow and Pressure
Flow Measurement
Measurements were taken “24/7” during a two-week period. Flow and pressure were measured at thirteen locations including the 12” header coming from the power house, the 6” sub-headers, and throughout the facility. Flow and pressure were measured during all three production shifts.
Pressure dewpoint measurements will be part of the Phase 2 audit.
The flow measuring equipment used in this survey was a Insertion Mass Flow Meter calibrated for the corresponding pipe size transmitting a -5 to +5 VDC signal. The signal was transformed into meaningful data and a data sample was recorded every 0.5 seconds. Data was then transferred onto computers and analyzed with print-out data summaries and data details.
The audit has reviewed the approximate surge flows at various distribution points to identify possible problems with pressure drop. The information gathered in this study indicates the plants ability to run at substantially lower pressure than the compressor rating of 110 psig.
We used pressure transducers and calibrated gauges to test the facility's compressed air system for static and dynamic air pressure. This test provides insight into the actual air pressure being delivered to the points of use, typically less than thought or shown on air regulator gauges, or other pressure gauges located throughout the compressed air system. This facility has very good main header distribution lines with some major problems in sub-headers with static versus dynamic pressure.
The second objective in the test is to determine the compressed air system's potential for an energy-saving intermediate flow controller application. Throughout our time walking through the facility, we asked different personnel what they thought the minimum acceptable air pressure required for their application was. The acceptable range was from a high of 90 PSIG to a low of 85 PSIG.
The probe locations and measurements were as follows:
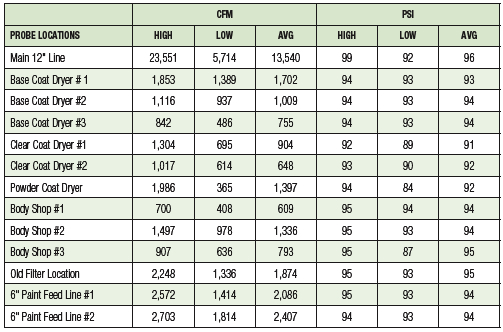
 The readings indicate significant changes in air flow demand during the day. The powerhouse air compressors are averaging 96 psi but at times are producing 99 psi. This is well above the requirements of the facility. The flow demands are the biggest issue, as we see tremendous peaks and valleys in flow production in the powerhouse.
The readings indicate significant changes in air flow demand during the day. The powerhouse air compressors are averaging 96 psi but at times are producing 99 psi. This is well above the requirements of the facility. The flow demands are the biggest issue, as we see tremendous peaks and valleys in flow production in the powerhouse.
The Base Coat area has a relatively stable demand situation while the powder coat area has some very large demand events. This is causing big swings in the 6” paint feed lines in each facility. The body shops #1 and #2 are also showing significant peaks and valleys in air demand.
D. Recommended Actions
We can reduce the artificial demand of the air system through the use of storage and a flow controller to maximize horsepower on-line. Please note, the facilitys’ rotary screw air compressors are set to run at 110 PSIG, yet we are operating equipment from 87 - 108 PSIG in the main distribution system. Artificial demand is demand created by increasing the pressure above the point actually necessary to run the plant.
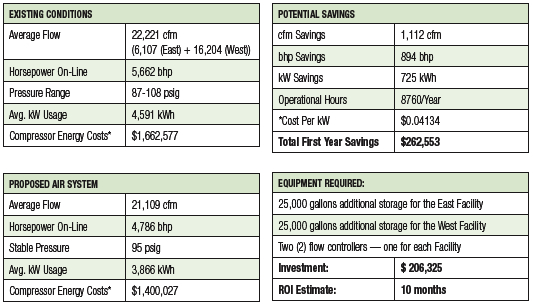
We recommend that each facility (East and West) have a 25,000 gallon receiver tank installed with a flow controller. The receiver tank will provide the air system with air during the frequent demand swings and protect the air compressors. The air compressors will be set to simply maintain a 95 psi pressure level in the receiver tanks.
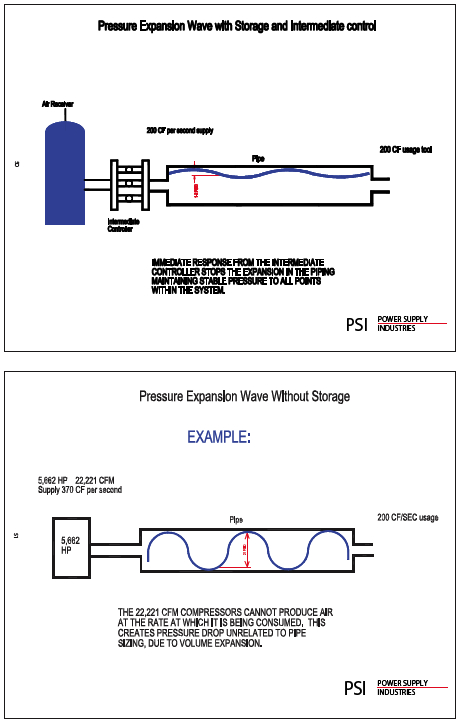
This recommendation will convert the plant air system from a "REACTIVE" system to a "MANAGED" system. The combination of proper storage and an intermediate controller will result in energy savings and eliminate excess horsepower on-line while ensuring system integrity. Receiver capacity is needed to absorb the CFM demand spikes and keep the input source(s) sensing average demand rather than peak demand.
Without a controlled pressure differential on both sides of the receiver, there is no useful storage.
Without storage, the system must allow system pressure to decay in order to use it. Without proper storage, the system must operate at a higher-pressure with enough input generation on-line to adequately support any change or event which may occur in the system. No system can afford the financial and operational consequences of not having enough storage (capacity) to adequately satisfy the largest event without requiring additional horsepower.
These actions will allow the facility to reduce air consumption by 1,112 cfm which translates into a air compressor average kW useage reduction of 725 kW/h. The estimated total savings will be \$262,553 per year.
E. Conclusion
This automotive assembly facility has tremendous peaks and valleys in compressed air demand. Our audit using flow meters and pressure transducers with calibrated gauges has proven this. Our Phase 1 audit recommends the use of storage tanks and flow meters to reduce air consumption while stabilizing pressure. Implementing the recommendations in Phase 1 will provide estimated annual savings of \$262,553 with an estimated payback of 10 months and an internal rate of return of 72%.
Once completed with Phase 1, we can embark upon Phases 2 and 3 of the audit (not outlined in this article). The Phase 2 audit will examine ways to reduce the significant purge air of the heatless desiccant air dryers (estimated annual energy cost of \$312,380). The Phase 3 audit will examine ways to eliminate the significant levels of compressed air leaks in the West Facility (estimated annual energy cost of \$487,076).
The Phase 1 audit and the preliminary findings for Phases 2 and 3 demonstrate that this automotive assembly facility can significantly reduce the energy costs related to the compressed air system per vehicle manufactured.
For more information please contact Jim Timmersman, Power Supply Industries.



