
The following is adapted from information obtained from CAC’s Fundamentals and Advanced Compressed Air Systems seminars and the Compressed Air Best Practices Manual.
In many industrial plants there are one or more applications with intermittent demands of relatively high volume. One example is the use of dense phase transport systems to convey the cement. Dense phase systems can cause severe dynamic pressure fluctuations affecting quality of the end product in a plant. Usually, the correct sizing and location of a secondary air receiver close to the point of high intermittent demand can relieve this. Such demand is often of short duration, and the time between demand events is such that there is ample time to replenish the secondary receiver pressure without adding compressor capacity.
 |
|
 |
An intermittent load such as dust-collector bag house can also be affected by its own pulse demand if the distribution piping to the operation is undersized. This can cause poor cleaning pulse force, leading to poorly performing bag cleaning operations. To compensate for these failures it is not uncommon to see system pressure raised, pulse frequencies increased and blow durations extended in an attempt to make the system work correctly. This can cause huge increases in air consumption and increased energy costs.
”I’ve seen wide variations in air pressure due to excess air demand in bag house cleaning operations that cause the air pressure to drop below acceptable levels.” says Joe Ghislain, Manager, Lean Supplier Optimization with the Powertrain Division at Ford, and a CAC Level II instructor, “In one particular case the problem was so extreme the site was running twice the compressor capacity they needed, and at higher than normal pressure.. The CAC Fundamentals seminar shows an example of how to apply the localized metered storage method to optimize high volume intermittent uses, like bag houses, and turn off compressors.”
High Volume, Intermittent Needs
Applications that consume relatively high volumes of air for short durations of time (sometimes called “demand events”) often cause poor system performance. A common solution to the problem is properly placed compressed air storage.
Storage can be used in numerous ways to control demand events in the system by reducing both the amount of pressure drop and the rate of decay. Receivers are used to provide compressed air storage capacity to meet peak demand events and help control system pressure. Receivers are especially effective for systems with widely varying compressed air demand. Where peaks are intermittent, a large air receiver may allow a smaller air compressor to be used, and allow the compressor capacity control system to operate more effectively.
Pressure Band Necessary in Primary Storage
A receiver must have a working pressure band if it is to be effective. If production requires the system to maintain a constant 100 psig and the compressor controls are set at exactly 100 psig, there is no effective storage. If an event makes the pressure drop below the 100 psig requirement the compressor controls will respond by increasing the volume compressed, but the pressure will drop below the minimum pressure required, causing low pressure.
If the compressors, however, are set to operate at 110 psig, then the difference between 110 and 100 psig accounts for air stored in the receiver. If an event suddenly occurs, the pressure can drop 10 psi before the minimum requirement is reached, with the air stored in the system receiver being used to help support the demand. Pressure/flow controllers located downstream of the storage may provide additional benefit by lowering average downstream pressure and stabilizing the pressure during demand peaks.
Secondary Storage
Secondary storage refers to using air receivers in the distribution system in addition to the primary air receivers in the supply side. Sometimes this storage is dedicated to a certain end-use application, while other times it is located to provide additional general storage at the end of a distribution line or loop. Secondary storage can help:
• Maintain more stable pressures at points of use
• Improve the speed, thrust or torque of an application
• Reduce the rate of pressure drop in the system during demand events
• Control demand events (peak demand periods) in the system by reducing both the amount of pressure drop and the rate of decay.
For some systems, it is important to control the rate of compressed air flowing to refill a secondary receiver (the control is called metered recovery). If the rate is not controlled, filling the receiver will become a demand event that may cause system problems due to a high rate of flow.
The following formula is typically used to size storage receivers to act as secondary storage:
![]()
Where:
V = Receiver volume, ft3
T = Time allowed for pressure drop, minutes
C = Intermittent demand, cfm
S = Rate of flow through the needle valve, cfm
Pa = Absolute atmospheric pressure, psia
P1 = Initial receiver pressure, psig
P2 = final receiver pressure, psig
This formula will be used to illustrate three separate solutions to the challenges caused by high flow intermittent demands.
Example Use of Storage – Three Solutions
High volume intermittent events can create the appearance of inadequate supply because they can cause the pressure to fall in the system before the compressors can react. In facilities where powdered material is transported there are often high volume applications called dense-phase conveying, which can cause these problems.
Consider an example plant where a conveyor is installed that consumes a flow of 1,000 standard cubic feet (scfm) for 2 minutes totaling 2,000 standard cubic feet (scf) of air per event. The event occurs no more than once per hour, but impacts the system so much that the pressure drops to as low as 70 psig in the header supporting this area of the plant.
Because of this situation, the production in the packaging area of the plant has historically stopped when the transport occurs. The critical pressure in the compressed air system is at a bagging machine, which requires 20 cfm at a minimum of 75 psig for machine operations. Because the pressure drops to 70 psig at the inlet to the machine it malfunctions during the event, resulting in interruption of production and loss of finished product.
Before applying a solution, a good way to improve the situation might be to minimize the total event by reducing the flow rate or duration of flow by proper adjustment of the system, and then after that provide adequate storage to support the requirement. If the total transport time was reduced to 1.5 minutes by eliminating a period of time where the transport pipes are empty, but the transporter is still passing air, the average flow could be reduced to 900 cfm. The total compressed air requirement would now be only 1,350 scf in total volume. These savings figures are conservative. It is very important to realize that with the pipes empty, the air consumption will increase significantly. The cfm flow rate will be well above the normal consumption when the pipes are filled with the product. Controls should shut off the air supply once the material conveying process is completed.
Some possible solutions that would prevent the packaging machine from being negatively affected are as follows:
Use Dedicated Metered Storage
 |
|
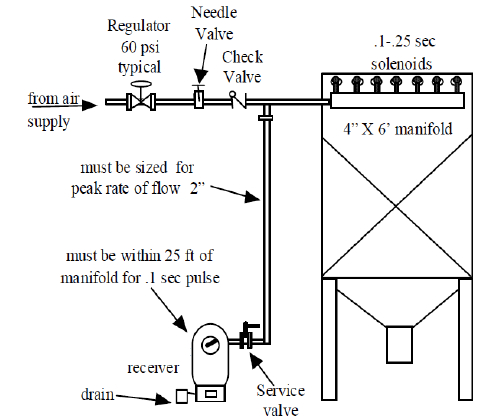
| This metered recovery system enhances bag house pulses. |
Metered storage provides isolation of short duration, high rate of flow end uses from local critical pressure operations, and is used to eliminate pressure fluctuations that might affect this sensitive equipment. Providing a dedicated receiver, and isolating it from the system with a needle valve and check valve, will protect the whole system from the high flow event by averaging the flow.
Adjusting the needle valve for a slow refill rate allows the system to re-pressurize the receiver over a longer time and prevents the system pressure from being affected by excessively high flow that might overwhelm the system air compressors, cause excessive pressure differential across system components or start another compressor.
Initially, the valve might be adjusted to recover in approximately 20 minutes, which will average the demand to 45 scfm for the transport event of 900 cfm. The receiver would be sized based on the differential from the minimum system pressure of 100 psig to the minimum pressure the conveyor can use during the transport, which has been determined to be 70 psig.
The following is an example of sizing calculations for a secondary receiver with metered recovery for an intermittent demand event:
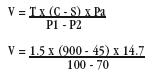
V = 628 scf x 7.48 (gallons per cf) = 4,700 gallons. Select the next larger standard-size air receiver.
Application of this solution would provide enough stored air for the high flow event, eliminating the major two-minute 1,000 scfm air demand from the main system, replacing it instead with a flow of only 45 cfm for a ten-minute duration..
High Pressure Off-Line Storage
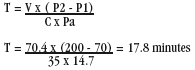
High pressure off-line storage can be used if a high pressure system is available or if makes economic sense to install. Off-line storage is served by a dedicated compressor, usually at a higher pressure than the rest of the system. Because the useful differential can be much higher, the receiver volume required to support the high volume will be smaller. For example for the previous example consider using a 10 HP 35 cfm compressor discharging to a storage volume charged to 200 psig. The pressure in the tank would be initially at 200 psi and fall to 70 psi, the minimum pressure for the transport, at the end of the event :
![]()
 |
|
| Local storage receives support pressure caused by intermittent demands |
In this case the same 1,350 scf event can be supplied by stored air, but this time a much smaller storage receiver is required. The compressor would run for less than 18 minutes* to refill the receiver tank and then the system would be ready to supply the next event.
*Using the above equation and solving for Time (T)
Dedicated storage – at the critical end use
Dedicated storage is accomplished by isolating a pressure sensitive critical use with a check valve and providing adequately sized dedicated storage to protect it from neighboring short duration high flow events that cause momentary pressure swings and subsequent problems. The idea is that the dedicated storage would be sized so that the critical use can ride out the longest event and still maintain pressure above the lowest required for adequate operation.
The aforementioned packaging machine consuming 20 cfm) can only operate at a minimum pressure of 75 psig. The air volume required by the machine to operate during a one and one-half minute event would be (20 scfm x 1.5 minutes) = 30 scf .
The required storage size would be as follows:
![]()
This volume of storage would be enough to allow the packaging machine to run for one and one-half minutes even if the system pressure at the inlet to the check valve fell below 75 psi for the full event duration.
Baghouse Example – End Use Improvement
Students of CAC’s Fundamentals of Compressed Air Systems seminar learn about applying the method in Diagram 1 to improve the effectiveness of a bag house reverse pulse cleaning system using a metered recovery system. This solution increases the force of the cleaning pulse, allowing lower pressure to be used, and often allowing less frequent cleaning pulses. The distribution piping of this system sees much lower peak flows due to the averaging effect of the metered recovery.
For more information visit the Compressed Air Challenge® website or contact Ron Marshall, Marshall Compressed Air Consulting, tel: 204-806-2085, email: [email protected].



