To compressed air auditors, and unknowing customers, reverse pulse type dust collectors often represent a challenge to compressed air energy efficiency, and sometimes throw a wrench into the works by causing huge air pressure fluctuations, high transient flows and just plain large leaks. This article discusses this type of dust collector, often installed in food processing plants, and gives some real-life examples of problematic installations. Some suggested measures are mentioned to ensure your dust collectors keep running in a trouble-free manner.
Particle Filtration Basics
Any process that throws off a stream of particles needs to have some sort of filter installed to prevent these suspended solids from being sent outside, or to the plant environment, by the ventilation system. A very popular way to filter a stream of air is to use cartridge or bag-type filters. As the filters collect the material they become loaded on the outside surface with a cake of the filtered particles. As more and more material is deposited on the filter media, the build-up causes restrictions in the flow of the ventilation air. To remove the build-up some cleaning method is required.
Some filter designs use mechanical shakers, or low-pressure blowers, but a very popular cleaning method is the reverse pulse design using a blast of compressed air for cleaning each bag. The filter media is arranged in rows and columns like a grid, for example using six filter bags for each of six rows with two such manifolds as seen in Figure 1.

Figure 1: The typical dust collector, in this case located outdoors, has manifolds providing some storage capacity from which blast valves are connected. In this there are case six valves for each manifold. This particular dust collector had one undetected failed valve that was consuming 200 cfm, which would cost \$38,000 per year if left unrepaired.
Blast valves with diaphragm actuators designed for quick actuation are connected to long pipes running along the top of each row of filters, with nozzles arranged to blow into the center of each bag or cartridge in the row.
The cleaning action is controlled by an electrical control board that sends either a pneumatic or electrical signal to each blast valve in turn, based on the adjustable settings of the control board timers. The control board is set to blow for a certain duration every so many seconds, and once finished, it will start all over again unless interrupted by a stop signal. Most control boards have some sort of provision for differential operation, stopping the cleaning cycle if a secondary differential gauge detects a low differential across clean filters. This is an energy-efficiency measure designed to reduce the consumption of compressed air if the bags don’t need to be cleaned.
There are a variety of blast valve sizes available depending on the force required to clean the bags. These are selected by the dust collector manufacturers since these valves need to be of significant size to let the required cleaning pulse of compressed air through quickly, with enough force to pop the bag and to fully knock the cake of material off the filter elements. When these blast valves actuate, they cause very high flows, usually at a rate of many hundreds of cubic feet per minute, but typically only for a fraction of a second, around 100 to 400 milliseconds. But if the valves fail in the open position they can cause real havoc by consuming many hundreds of cubic feet of air for days or even months at a time if undetected.
Common Problems Caused by Dust Collectors
In large industrial plants it is common to see many reverse pulse dust collectors, often representing hundreds of blast valves, all with a definite lifespan. Like any machines these are subject to occasional mechanical failure and/or human intervention, both of which commonly cause problems. When these blast valves fail closed the filters will clog, causing problems with the associated process, but if the valves fail open this can cause quite a disturbance to the compressed air system, and in some cases can take down the plant due to low pressure if the failure consumes more than the available air compressor capacity.
Some common problems:
- Valves failing open or leaking.
- Valves failing closed.
- Pulse duration extended by operating personnel to attempt better cleaning.
- Pulse frequency increased to attempt better cleaning.
- Manifold volume too small to provide the required pulse strength.
- Manifolds leaking due to failure of welds.
- Pneumatic circuit freeze-up during cold outdoor conditions, causing the need for expensive desiccant dryers that continuously purge.
- Associated desiccant dryers failed or running uncontrolled.
- Failed control boards or pneumatic components causing skipped valves.
- Connector hoses between blast valves and blow pipes failed.
- Differential controls failed, poorly adjusted, or turned off, causing the dust collector to run unnecessarily, even when the associated ventilation fan is off.
A few of these problems can cause the failure of the associated process, but most cause a significant increase in compressed air system operating costs. Some stories of failures follow:
Protein Products Processor
A food products processor had 15 different dust collectors as part of their processing lines totaling 100 blast valves, which represented most of the plant compressed airflow. At first, the blast valve pulse duration and frequency was kept within manufacturers specifications, but as time went on the plant started to have problems with the bag filters clogging so the blast duration was lengthened and pulse frequency increased. The original plant used one 100 horsepower (hp) air compressor and a heatless desiccant air dryer, with a second 100-hp air compressor installed as backup. But with the adjustments to the dust collectors, the compressed airflow increased to higher than the capacity of the main air compressor so the backup was started.
This presented a problem because the desiccant dryer was only sized for one air compressor, now two were running, exceeding the dryer capacity. The dryer desiccant fluidized due to the high velocity airflow in the desiccant beds and the desiccant beads rubbed together causing high levels of desiccant dust carryover. This clogged the outlet filter of the dryer causing low plant pressure. The low pressure, and the moisture carry-over from the overloaded dryer, contaminated the dust collector filters causing more clogging problems.
A survey of the dust collectors was done and the problem identified. This particular processor had all their dust collectors inside a heated building so no desiccant dryer was required. The dust collectors were readjusted back to the original settings and the second air compressor was returned to standby service. On some troublesome dust collectors small, 60-gallon storage receivers were installed (Figure 2) to help increase the power of each pulse. This made a noticeable difference in the cleaning action.

Figure 2: A 60-gallon receiver was added to each problematic dust collector to provide more available compressed air volume per cleaning pulse. The extra storage provided a noticeable increase in pulse strength, popping the bags better for cleaning.
Cooking Oil Processor
A cooking oil processor was experiencing widely fluctuating plant pressure, happening at regular intervals, that loaded the air compressors and caused low-pressure failures of plant process machines. During a compressed air audit the dust collectors were inspected and one was found to have excessive pulse length. In an attempt to fix a clogging problem in the dust collector, someone had adjusted the pulses so the blast valves operated for about 13 minutes every 30 minutes. Needless to say the hundreds of cubic feet of compressed air that flowed caused the local pressure to fall to 50 psi and an extra air compressor to load. Figure 3 shows the pressure profile before and after adjusting the dust collector to normal operation.
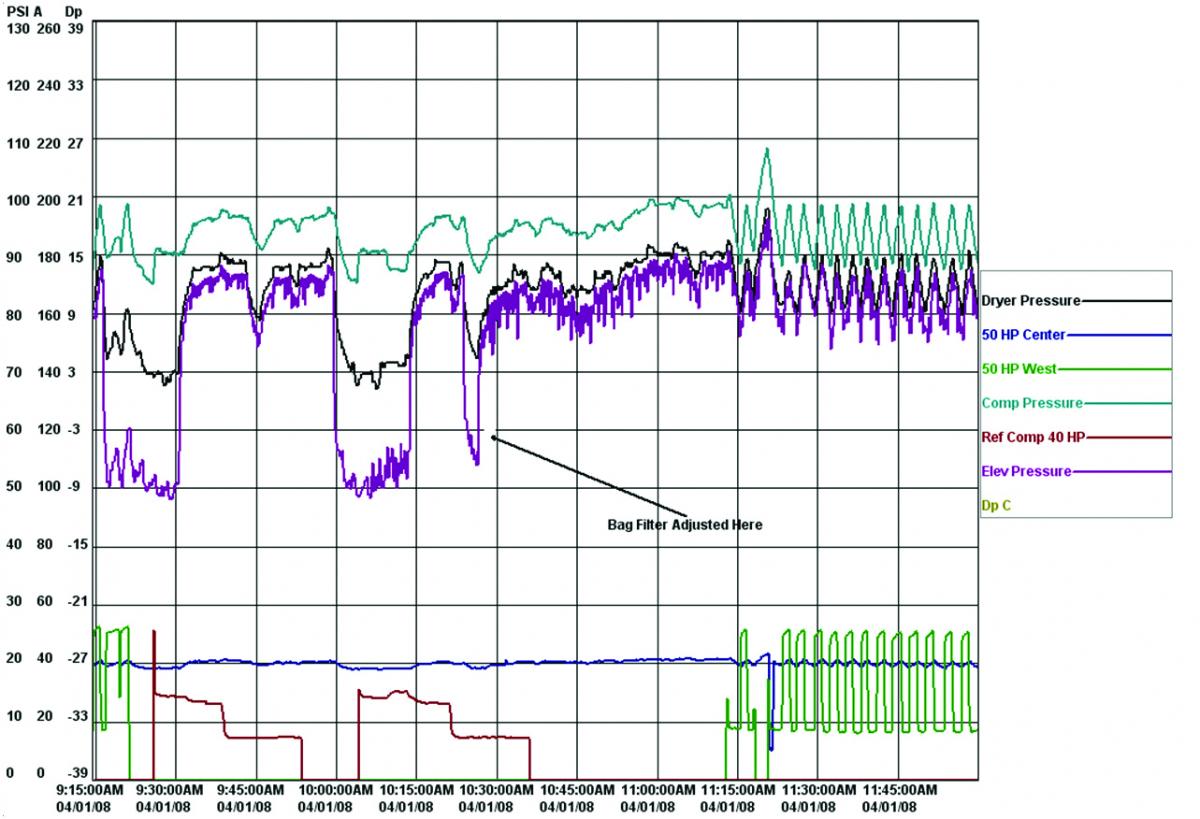
Figure 3: The high flow from a misadjusted dust collector caused a large pressure gradient across the plant (light blue is air compressor discharge pressure, purple is final plant pressure of only 50 psi). An extra air compressor is seen operating to feed this abnormal flow (red line). After the dust collector was returned to normal the pressure gradient was significantly reduced and the extra air compressor unloaded and turned off. Click here to enlarge.
Garment Manufacturer
A garment manufacturer had a compressed air system with two large 200-hp air compressors. Near the air compressors was a large dust collector that filtered cotton fluff. The pulse from the dust collectors was large enough to fluctuate the pressure at the air compressor discharge enough to cause an extra unit to start and run. The additional electrical loading caused about \$15,000 per year in extra electricity costs.
The dust collector was retrofitted with a small 60-gallon storage receiver equipped with a needle valve fill adjuster. The dust collector cleaning pulses now use the air in storage at a fast rate, just as before, but the compressed air volume is now replenished slowly through the needle valve. This eliminated the fluctuations in pressure that starts the air compressors. It also protects against blast valve failure, as even a wide-open valve would have the flow restricted, saving the plant from pressure problems.
Figure 4 shows the system diagram of the dust collector retrofit, while Figure 5 shows the installed receiver and needle valve. Pulse strength increased high enough to allow operating pressure to be reduced to 60 psi, saving compressed air.
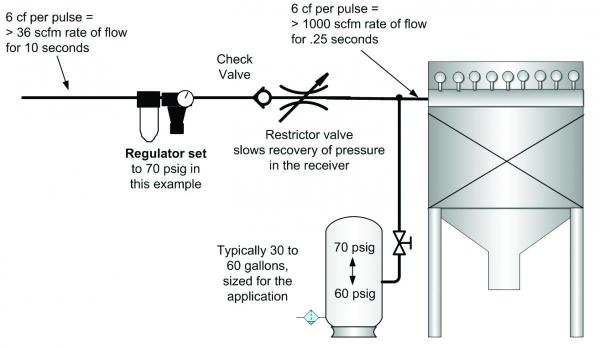
Figure 4: A good way to mitigate the high flow of air that rushes into a dust collector at each pulse is to install a needle valve before the additional storage tank. The valve is set to fill the receiver just before the next pulse. As such, it greatly reduces the peak flow. The check valve keeps the air in storage exclusively for the dust collector. The regulator reduces the pressure at the dust collector to minimum, saving compressed air consumption. Source: Compressed Air Challenge.

Figure 5: This flow-restricted receiver was installed at the garment plant to solve the problem of transient airflows that were starting a second air compressor.
Farm Implement Manufacturer
A farm implement manufacturer had about 20 dust collectors in the plant and about 60% of them were outdoors in occasional freezing conditions. Each outdoor dust collector had an individual desiccant dryer that ran 24 days, seven days per week even when the dust collector was off, consuming costly compressed air worth a total of about \$12,000 per year. Even with good quality air the dust collector blast valves would fail open in cold weather, caused by a split rubber diaphragm. An audit found one failed dust collector consuming about 200 cfm at a cost of \$38,000 per year. Figure 1 shows the dust collector.
Aerospace Company
An aerospace company had many media blasting stations with reverse pulse cartridge filters located above the stations. Additional dust collectors were located outdoors in sometimes freezing conditions. During an audit a machine room was inspected and a suspicious noise was heard. The dust collector had a failed internal blast valve consuming 200 cfm, which represents about one third of the plant compressor capacity, costing \$35,000 per year in operating costs. The company was in the process of adding another air compressor.
At the same plant, during a survey of dust collectors, a compressed air auditor noticed three of seven valves connected to one dust collector had failed in a way that the valves did not operate. This caused poor cleaning of the dust collector, something that baffled the maintenance department since a contractor was supposedly maintaining the filters every month. The valves were repaired and the dust collector cleaning improved, so much so that the filter differential fell low enough that the differential pressure control turned off the pulses 70% of the time, saving significant compressed air. This is illustrated in Figure 5.
Metal Foundry
A metal foundry was found to have a large compressed airflow of over 1,000 cfm, even during non-production hours. The staff called in a leak auditor to assess the situation. After an extensive search a dust collector on the roof of the plant was found to have a large crack in the blast valve manifold. A flow measurement showed this failure was consuming 550 cfm of air worth \$86,000 in extra electrical costs per year.
Fiberglass Plant
A fiberglass plant had a leak audit done as part of an air compressor replacement project. After the new more efficient air compressor was installed it was found than the plant has about 70 cfm of compressed airflow, even with no production in the plant. The leak detection work done during plant production hours found only about 15 cfm of leakage, but nothing that substantial. The auditor waited until production was finished and repeated the leak audit. He found some downdraft sanding tables had substantial leakage of the reverse pulse dust collectors installed within the tables. The fan noise during production masked the leakage, making it hard to hear even with an ultrasonic leak detector. Poor welding of the dust collector manifolds caused the manifold seams to fail, causing leakage.
Tips to Improve Reverse Pulse Dust Collection Problems
Here are suggestions to remedy problems commonly associated with reverse pulse dust collection:
- Avoid adjusting the dust collectors from default values.
- Add storage receivers to increase pulse strength.
- Add needle valves to the inlet feed to the manifolds to reduce flow during pulses.
- Maintain blast valve diaphragms regularly.
- Ensure electronic controls are working and the pulse sequence is normal.
- Ensure each dust collector operates on differential pressure control and turns off when the ventilation fan is not running.
- Consider installing flow meters on dust collector compressed air inlets to detect problems.
- If possible avoid using compressed air-powered filter cleaners.

Sophisticated dust collector control panels can make sure the dust collector cleaning system is working correctly and compressed air consumption is held to a minimum.
Monitoring and Maintenance: A Best Practice
These brief examples provide evidence that reverse pulse dust collectors can be troublesome and costly to your compressed air system. It is best if these are properly maintained and carefully monitored to ensure efficient operation and prevent problems.
For more information about this article, contact Ron Marshall, Marshall Compressed Air Consulting, tel: 204-806-2085, email: [email protected].
To read similar Bulk Handling Technology articles, please visit www.airbestpractices.com/industries/bulk.



