Cement production facilities have a significant number of dust collectors. Many have continuing problems with short bag life and low-pressure problems at the further points from the central air system. They often run on timers. When they try to run on demand control, they often get extreme short cycling, which causes even more bag problems. Most have gauges at the entry, on at least half of the dust collectors, and the compressed air feed lines are always the same size as the connector opening. This article reviews where these problems come from and provides some troubleshooting ideas.
Proper operation of dust collectors is critical to minimizing cost and maximizing system effectiveness. There are many sizes, and most, if not all, use a pulse of compressed air controlled by a timer. The timers are generally set by the operators to what they believe is appropriate for proper cake removal and bag life.
In a dust collection system, the dust is collected on the bag or fingers, and when the cake of dust is of appropriate thickness and structure, a pulse (or pulses) of compressed air is used to hit or shock the bag and knock the cake off.
When the cake is removed correctly from the dust collector, the system removes dust from its assigned environment and has a normal bag life. When the cake is not removed effectively, the dust collector does not remove dust effectively from its assigned environment and the bag life can be significantly shortened.
Dust collection system designs specify the air inlet pressure to the manifold and pulse valves necessary for effective dust removal. The pulse valve sends a given volume or weight of air to the bag at a predetermined velocity to strike and clear the cake. The actual amount or weight of air is dependent upon the pulse nozzle being fed compressed air at a pre-determined and steady pressure.
The dust collector must receive the correct pressure (or close to it), and a steady, repeatable pressure level for each pulse — particularly if timers are used to control the pulses. The operator may experiment to find the “right timing sequence” at a desired feed pressure. But if this pressure varies, then performance may not be satisfactory.
Short bag life usually comes from the pulsers hitting the bag when the cake is not ready to flake off or the cake has gone too long between pulsing and grown too thick and heavy to clean effectively. This causes not only short bag life but very poor performance. There are usually several basic causes for this:
- Incorrect timer settings for the operating conditions: The actual requirement for the optimum timer setting may well change as various product runs change or even seasonally. These settings have to be set carefully to begin with and monitored regularly.
- Lack of sufficient storage or compressed air supply near the inlet manifold to supply the required pulse air without collapsing the inlet pressure. With too low an inlet pressure, the mass weight of the air pulse is too low, which then becomes ineffective in removing the cake.
- Too small a feed line to the dust collector entry will have the same effect as lack of air supply.
- Too small or an incorrect regulator, which is unable to handle the required “Rate of Flow” required by the dust collectors.
All of these are installations or system situations that cause restricted air flow. They occur because, prior to the installation or prior to some operational change, the proper “rate of flow” was not identified for the dust collection action. Feed line sizing, regulator sizing, and air supply all require an identified “rate of flow.” You cannot use “average flow rate.”
Rate of Flow
“Flow rate” is the average flow of compressed air in cubic feet per minute either required by a process or delivered to the system. “Rate of flow” is the actual rate of flow of compressed air demand in cubic feet per minute. Even relatively small air demands in cubic feet can have a very high “rate of flow,” if they occur over a very short time period. Dust collectors have this characteristic.
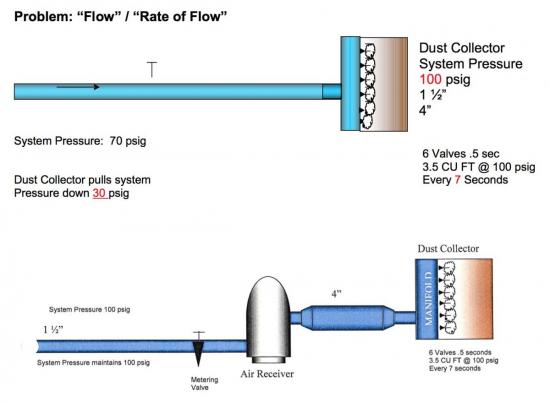
Sequence controllers can have a very significant impact on the required “rate of flow.” For example, pictured here is a dust collector system, which has six pulsing valves that use 3.5 cu ft over 0.5 second for each pulse.
The impact of these two different “rates of flow” would show similar differences in regulator sizing, etc., if they are used on the feed line flow. The high flow velocities entering the manifold and controls for the pulse valves will create extra pressure loss through the balance affecting the performance of the pulse cleaner. The same sort of effect would show up in air receiver sizing to minimize system and feed line pressure drop if that is a question.
Typical Sizing (Each Valve Uses 3.5 scfm/pulse – 6 Valves on Collector)
|
Rate of Flow & Sizing with One Valve Hitting Every 7 Seconds |
Rate of Flow & Sizing with Six Valves Hitting Every 7 Seconds |
|
Rate of Flow = (1) x (3.5) = 3.5 x 60 ÷ .5 = 420 scfm |
Rate of Flow = (6) x (3.5) 21 x 60 ÷ .5 = 2520 scfm |
|
The line size recommendation from the air supply to the dust collector = 90 psig line pressure = 2” to 2” |
The line size recommendation from the air supply to the dust collector – 90 psig line pressure = 4” to 6” |
|
|
We recommend that every feed line has a quality pressure gauge installed near the dust collector entry. Observe the pressure gauge, which the pulser hits – if the pressure drop is too high (over 10-20 psig), start looking for the cause. Get the specification on the dust collector, including cfm per pulse, feed line pressure time per pulse, cycle time between pulses, etc. Calculate the rate of flow, and check line size and storage. If additional storage is required, this can be calculated by the following formula:
For example, 2520 rate of flow @ .5 seconds flow with 4 psig allowable pressure loss.
| Size Air Receiver: Tmin = (V) (P2 – P1) | Refill Rate of Flow: | ||
| (CFM) (14.5) | Time allowed – 6 seconds | ||
| Net Rate of Flow 2520 cfm | 21 cu ft x 60 seconds ÷ 6 seconds = | ||
| P1 – Rest Pressure 100 psig | 210 cfm rate of flow | ||
| P2 – Allowable Drop 96 psig (4 psig) | Effect on Header: Negligible — | ||
|
Tsec = (V) (4) (60) = .5 sec = 240 V .5 sec (2,520)(14.4) 36,540 |
We have used storage to convert a high rate of flow to a low rate of flow and eliminate system pressure collapse |
||
| 240 V = 18,270 V = 76 cu ft x 7.48 = 570 gal or more |
Summary
Once you are sure the installation is correct, we always suggest running from a demand-side controller, which senses the filter condition and only lifts the bag at the right time. There are some excellent electronic control systems available, which can be very economical. This will usually improve bag life and reduce air usage. If you were short cycling on a demand control, I suspect that there might be some installation problems.
For more information, contact Hank van Ormer, President, Air Power USA, tel: 740-862-4112, or visit www.airpowerusainc.com.
To read more about System Assessments, please visit www.airbestpractices.com/system-assessments.



