Energy efficiency for air compressors has been a large target for industrial energy efficiency programs throughout the country. The Department of Energy states 16% of all industrial motor energy use in the United States is consumed by air compressors (Motor Market report, XENERGY Inc.,1998). Many organizations are involved with air compressor efficiency: Compressed Air Challenge, non-profits, public and private utilities, vendors, and distributors. The groups come together to offer outreach, system analysis, training, and financial incentives. Compressed air efficiency projects have saved incredible amounts of energy and help keep our industries competitive.
Figure 1: Single Stage VFD Compressor.
The First Stage of Energy Efficiency
During the early years of energy efficiency programs, lucrative projects were abundant. The wild, wild, west days of 1,000,000+ kWh/yr projects are behind us. There aren’t many sites across the country who haven’t been contacted by an air compressor salesperson, energy consultant or utility representative to discuss compressed air energy efficiency.
The sites who are interested have invested in efficient equipment, taken advantage of financial incentives, and reaped the benefits of upgraded equipment, improved system operation and lower energy costs.
The Compressed Air Challenge (CAC) recommends supply side (air compressor room) improvements and demand side (out in the plant) improvements to happen simultaneously. The most common improvement is a VFD (variable frequency drive) compressor with controls to stage fixed speed compressors on as needed.
Dryer upgrades come in a close second in the form of cycling refrigerated dryers or if a lower dew point is needed, desiccant dryers with purge saving controls and external heaters/blowers. With a VFD compressor and efficient dryer, the energy used by the system is now proportional to the flow produced by the system. An energy assessment (audit) and incentives usually help get a project going.
With the system now producing air in an efficient manner through a broad range of flows, reducing compressed air consumption through demand side (in the plant) projects is the next logical step. Demand side energy savings are funded by many utilities at higher levels than supply side projects. Many of the solutions are inexpensive and easy to implement. Common demand side projects include:
- Fixing air leaks
- Lowering plant pressure
- Removing inappropriate uses
- Finding alternate technology
However, the benefits can be short term if not properly maintained. New leaks re-appear as hoses, valves, and equipment wears. Plant pressure can get raised with the push of a couple buttons fully intending to lower it again once a crisis has been addressed. Sometimes new technology isn’t as reliable or works as well. New production equipment usually shows up needing more compressed air as well.
Yearly energy reduction quotas drive utilities, plant, and energy managers to continue to reduce energy consumption in all areas. A frequent question asked is, “Where can we find more energy savings once we have a VFD compressor and we have fixed all our leaks?”
The Second Stage
An option to explore, for supply-side efficiency gains, is 2-stage VFD oil-flooded air compressor technology. While not new to the market, 2-stage compressors are becoming a more viable option for achieving best-in-class energy efficiency.
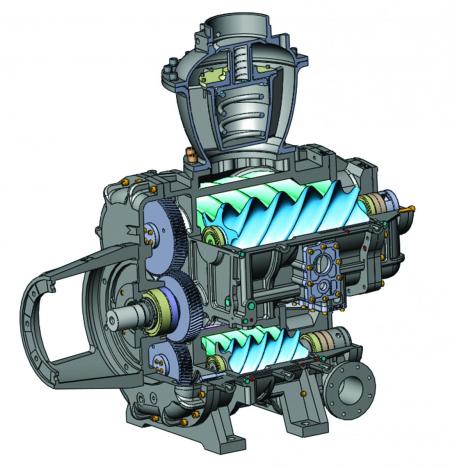
Figure 2: 2-stage air-end.
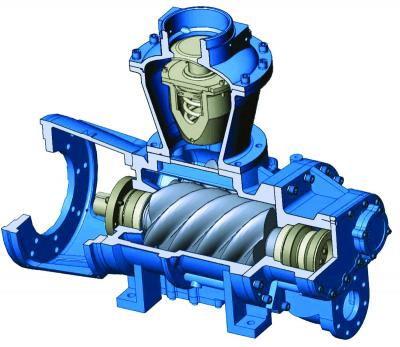
Figure 3: Single-stage air-end.
Efficiency Comparison
This table compares the compressed air efficiency of single and two-stage air compressors. The data comes from a general survey of several different VFD compressors, across the full flow range, rated at 100 psig including fan power:
|
|
CFM/KW |
KW/100 CFM |
|
Single-stage |
4.8 - 5.5 |
18.3 - 21.0 |
|
Two-stage |
5.9 - 6.2 |
16.0 - 18.5 |
|
Efficiency increase |
9% |
|
Note: Manufacturers use different air ends and motor ratings. Check specific data sheets for specific power verification. Efficiency varies at full speed and slow speed, cooling methods (air cooling or water cooling), and ambient conditions can also influence total power consumption.
Other advantages of 2-stage compressors include using a smaller horsepower motor to maintain the same flow levels or using the same horsepower motor to supply more compressed air.

Figure 4: 2-stage enclosed compressor.
Case Study: Milk Plant Successful Application of a 2-stage VFD Air Compressor
In 2006, a milk plant in Northwestern Oregon upgraded their system by installing a new single stage 150 hp VFD air compressor. Energy efficiency programs provided by a regional non-profit energy conservation organization provided an energy audit to identify savings. Significant energy savings and incentives helped the customer purchase a new 150hp VFD system with a 4-year payback after incentives. The system was started up and energy savings were verified.
After 13 years of nearly 24 hours/day 7 days/week operation, the compressor reached 100,000 running hours. When a well-maintained air compressor reaches 100,000 running hours, replacement or planned air-end rebuild is recommended. Energy incentives were available for an ‘end of life’ replacement, but at a reduced rate. Be sure to check with the local utility for program rules and codes.
In 2019, another Compressed Air Energy Assessment was conducted on the 150hp VFD system. Several weeks of data collection showed very stable compressed air usage. A 24-hour graph of typical operation from the Energy Assessment is shown in the chart below. Note the average system efficiency of 4.76 CFM/KW.
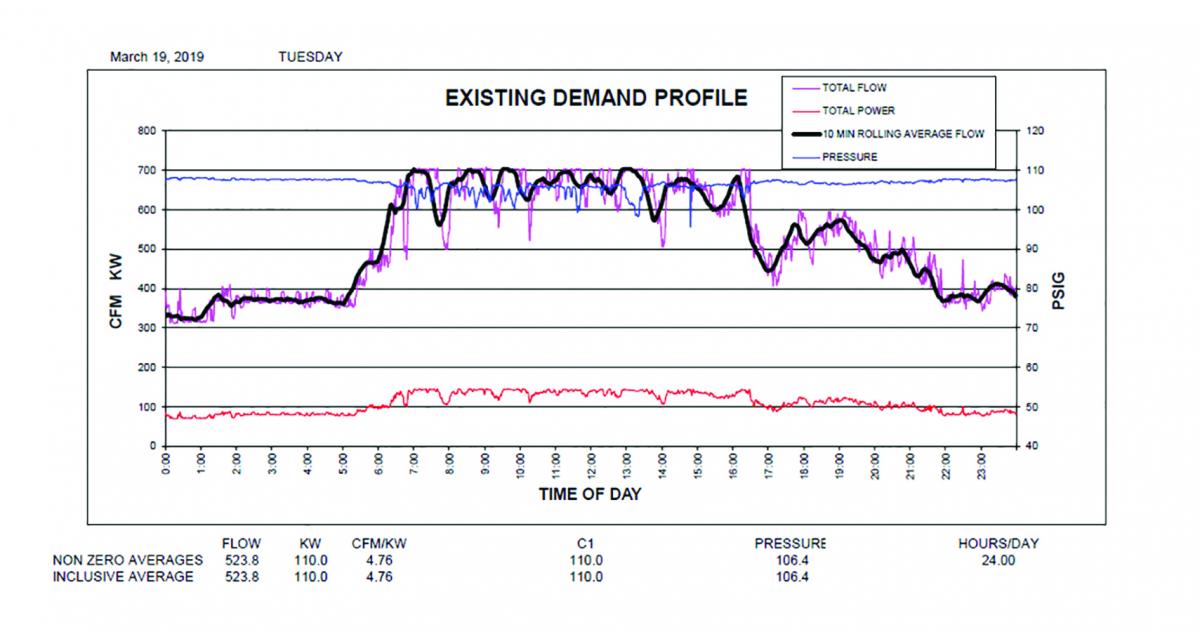
Table 1: 2019 Typical operation single-stage 150 hp VFD. Click to enlarge.
After data collection, the analysis predicted an 18% reduction in energy usage to upgrade to a new 150hp 2-stage VFD air compressor. The system qualified for incentives, was purchased, and installed in late 2020.
A Measurement and Verification analysis was again conducted by Rogers Machinery Engineers for 2 weeks to tune the system, verify the results, and prove the energy savings. The results showed a 6% reduction in compressed air consumption due to production equipment changes, and a 27% overall decrease in overall energy usage.

Figure 5: Installed 2-stage enclosed compressor with vertical ductwork.
A day of typical operation from the Measurement and Verification Energy Assessment is in the chart below. Note the average system efficiency of 6.1 CFM/KW.
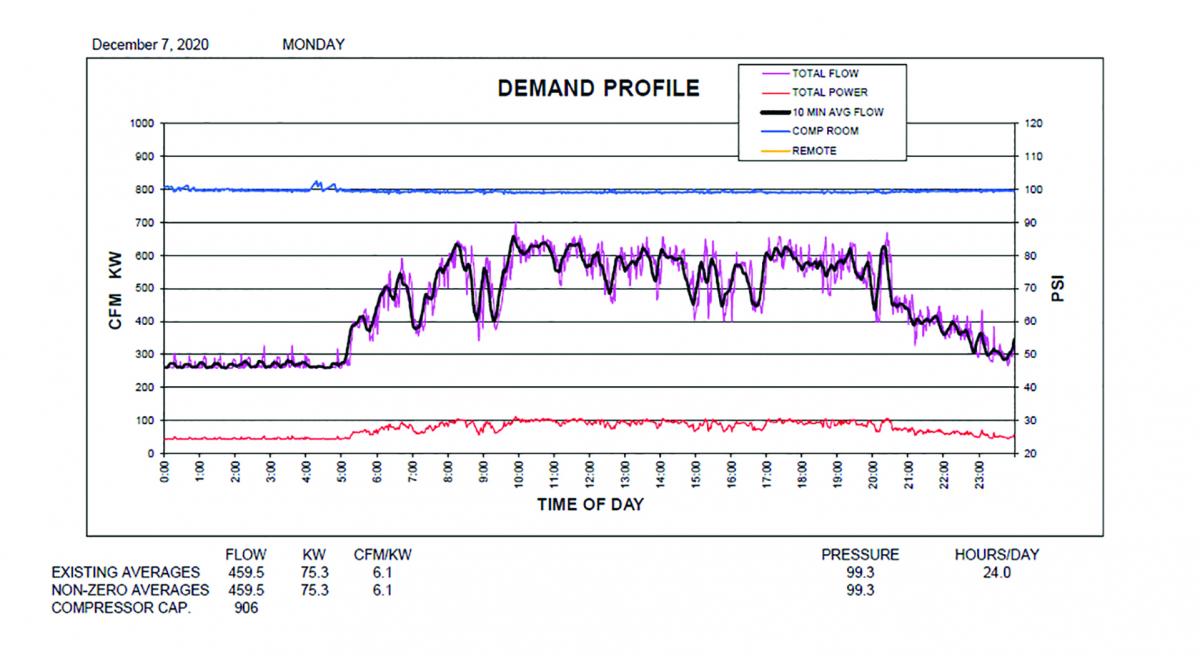
Table 2: 2020 Typical operation 2stage 150hp VFD. Click to enlarge.
The existing very old backup fixed-speed compressors were removed and single stage 150hp VFD compressor was moved to backup.
The increase in energy savings was partly due to the decrease in compressed air demands, but also due to variable efficiency of the old 150hp VFD compressor. At full or close to full load, the old 150hp VFD compressor is not as efficient as in the middle of the range. This is common with many types of single-stage VFD air compressors. Many single-stage air compressors are ‘oversped’. The air end is turned at higher than optimal efficiency to achieve higher flows. The old 150 hp VFD compressor ran at the top end of the range most of the time at the milk plant.
The new 2-stage VFD compressor is more efficient at nearly full load than the single stage compressor, hence the 27% energy savings. The project benefits are listed here:
Energy Benefits
- Savings of 212,000 kWh
- Energy cost savings of \$15,700/yr
- Final Payback period of 2.6 years
- Reliable, clean compressed air
Non-Energy Benefits
- An improved standard acoustic compressor enclosure lowered sound levels in the compressor room and neighboring office area.
- The vertical discharge aftercooler eliminated the need for a roof-mounted aftercooler.
- Potential heat recovery by opening the duct to circulate warm air back into the room.
- Easier oil changes due to less oil and valves in the system and trips to the roof
- Maintenance was reduced by having to maintain only 1 efficient standby backup instead of the 2 smaller, inefficient compressors.
- The new air compressor provides an additional 160 CFM in case demands ever spike to higher levels.
The additional cost and size of a two-stage air compressor, when compared to a single-stage compressor, should be taken into consideration as well as other factors.
Significant energy can be saved, by adding the second stage to an air compressor to help meet energy savings goals and improve plant operations now and in the future. Energy Assessments with continuous, or 2-3 weeks of temporary data logging, are recommended to predict and verify site-specific energy savings or a two-stage air compressor. Learn how an energy audit could save your company thousands here: https://rogers-machinery.com/pages/compressed-air-system-services-audits-consulting.
About the Author
John Molnar P.E. received his BSME from Washington University in St. Louis and has worked at Rogers Machinery for the past 16 years and now heads the Rogers Machinery Co, Inc. Audit and Consulting Group. John has conducted nearly a thousand energy audits across the Northwest, helping customers solve system problems, save energy, and purchase new equipment. Since 1949 Rogers Machinery has been an air compressor and vacuum system manufacturer and equipment distributor based in the Pacific Northwest serving US and international markets. Visit https://rogers-machinery.com.
To read similar Air Compressor Technology articles visit www.airbestpractices.com/technology/air-compressors.
Visit our Webinar Archives to listen to expert presentations on Air Compressor Technology at www.airbestpractices.com/webinars.



