
An outdoor model pulse jet dust collector with a cyclone separator for heavy dust removal
A flour based frozen foods manufacturer orders a compressed air efficiency audit. The audit establishes the cost of compressed air at \$0.27/1000 cubic feet. The study finds the 116 pulse jet dust collectors represent the greatest opportunity for compressed air demand reduction and energy cost savings. A dust collector optimization study/service is suggested and the customer agrees to proceed. In this facility, pulse jet dust collectors are used to filter dust from raw materials entering the plant, for conveying and mixing of ingredients, and for the final packaged finished products leaving the plant.
The Compressed Air Energy Cost of the Pulse Jet Dust Collection Systems
|
|
|
|
 The AVS Filter is a typical silo-top filter (dust collector) that may or may not have a suction fan. Typically used when moving raw materials in or out of a silo.
The AVS Filter is a typical silo-top filter (dust collector) that may or may not have a suction fan. Typically used when moving raw materials in or out of a silo.A pulse jet dust collector is a suction and filtration system. As dust-laden air is drawn into the system, filter media will collect dust, while clean air is discharged from the collector. Compressed air is applied in reverse pulse to clean the filter media. For most applications, the optimum filter differential is 3”- 4” H2O. Dust collectors operating with lower differentials may be over-cleaning the filters and wasting compressed air.
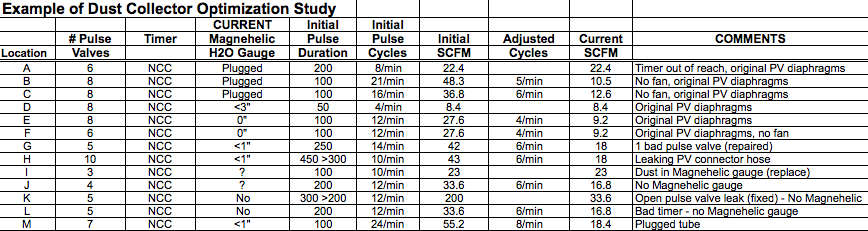
The first objective of the study was to inspect every dust collector recording the operating set points and condition of each dust collector. The second objective of the study was to adjust timers to conserve compressed air wherever possible. The third objective of the study was to provide training to help better manage and maintain dust collectors in the future. Again, dust collectors represent the plants greatest opportunity for compressed air demand reductions and energy cost savings.
Most of the dust collectors are serving intermittent applications. They are cycling too long and too frequently and are operating with low differential pressure. Based on the current timer settings, the dust collectors will account for maximum compressed capacity of 3,255 standard cubic feet per minute (scfm) of compressed air flow. The dust collectors are operating at fifty percent (1,600 scfm) average duty cycle during weekday production, and 25% (800 scfm) average duty cycle on weekends. Based on the established compressed air cost of 27¢/1000 cubic feet, dust collectors will have annual compressed air cost of \$187,920.
Dust Collector Timers, Air Pressure Gauges and Pulse Valve Diaphragms
With the help of a maintenance mechanic familiar with dust collectors, we started the five-day study. Timers were adjusted on 57 dust collectors that were cycling too long and too frequently, or leaking compressed air. These dust collectors were also operating with low differential pressure. The 57 timer adjustments reduced the maximum compressed air demand from 3,255 scfm to 1,935 scfm. Based on the projected duty cycles, the average weekday air demands have dropped from 1,600 scfm to 965 scfm. The average weekend air demands have dropped from 800 scfm to 485 scfm. Based on the established compressed air cost of 27¢/1000 cubic feet, the initial timer adjustments will lower the compressed air costs from \$187,920 to \$113,441 per year.
Eight of the 116 dust collectors are out of service. A good number of the 51 untouched dust collectors are wasting compressed air and need attention prior to timer adjustments. Most of the 57 adjusted dust collectors still account for excess air consumption, and will require further adjustments. The attached dust collector spreadsheet provides a list of conditions that must be addressed prior to more timer adjustments.
At least 38 dust collectors are operating with the original pulse valve diaphragms. Most pulse valve diaphragms manufactures claim a two million cycle life, which typically occurs within 3 to 5 years. Old and worn pulse valve diaphragms and springs will fail to provide consistent pulse cycling and filter cleaning. Old and worn pulse valve diaphragms and springs are one of the most common causes for excess timer cycling. Timer adjustments should only be made when the dust collector pulse valve diaphragms are in good condition and making consistent pulse cycling.

A 20 year-old dust collector with original pulse valve diaphragms. Notice diaphragm tab is painted same color at unit.
Every dust collector air manifold should be fitted with an air pressure gauge. The pressure gauge will allow you to observe pulse cycling and check for equal pressure surge during each pulse cycle. Inconsistent pressure surge is the first indicator of faulty pulse valve diaphragms or solenoid issues. Every dust collector listed with original diaphragms is a candidate for a complete set of new diaphragms and springs. By my count there are 38 dust collectors with 240 original pulse valve diaphragms. Pulse valve diaphragm kits will cost approximately \$50.00 to \$60.00 each to purchase and install. The projected cost for 240 diaphragm kits and in-house labor is estimated at \$15,000.00.
|
About The Baker Group Baker Group is recognized as one of the Midwest’s most successful full-service specialty contractors. With over 650 employees, multi-million dollar revenues, and Baker Group’s name on many of the area’s marquis projects, BJ Baker III and his company have certainly come a long way from their roots as a small plumbing contractor.
Founded in 1963 Baker Group provides mechanical, sheet metal, electrical, compressed air, building automation, process automation, security systems, fire alarm systems, parking/revenue controls and 24/7/365 service. Committed to client satisfaction, Baker Group has grown organically by identifying systems and services that their clients need, and striving to deliver the best services possible - earning a reputation for providing unparalleled service and the highest quality craftsmanship. For more information visit www.TheBakerGroup.com. |

Maintaining a 3” to 4” H2O Filter Differential
Every dust collector should be fitted with a Dwyer Magnehelic differential pressure gauge. The Magnehelic gauge will tell you if you are wasting compressed air, and will give you an indication of the filter condition. There are 36 dust collectors that have no Magnehelic gauge. There are 23 Reimelt dust collectors that have no Magnehelic gauge. The Reimelt dust collectors have no differential pressure ports, and apparently Reimelt sees no value in knowing or displaying the filter differential pressure. Installing differential pressure ports and Magnehelic gauges on Reimelt dust collectors will require hot work and isolation of dust collectors.

Magnehelic gauge installed with inline filter on clean air port.
There are 25 dust collectors with plugged tubes, plugged filters, Magnehelic gauges containing dust or Magnehelic gauges installed backwards. I would suggest replacing these Magnehelic gauges. There are also 13 dust collectors missing Magnehelic gauges (not including the Reimelts). Any dust collector fitted with an in-line filter to protect the Magnehelic gauge must be periodically taken apart and cleaned. Any Magnehelic gauge found to contain dust should be fitted with a new in-line filter. Any Magnehelic gauge installed backwards should be discarded and replaced.
The Magnehelic gauges will cost approximately \$120.00 to purchase and install. The projected cost to purchase and install 38 Dwyer Magnehelic gauges, with miscellaneous materials and in-house labor is \$5,000.00. The 0” to 15” H2O differential Magnehelic gauge is best suited for these applications. When you install the Magnehelic gauge, it is critical to minimize the tube connections that may leak. You will never have accurate differential if a tube fittings are leaking.
3” to 4” H2O filter differential is considered optimum for most applications. Maintaining 3” to 4” H2O filter differential will provide an adequate cake of dust and prove to have fewer particle emissions. In order to target 3” to 4” H2O filter differential, I find you need to gradually adjust timers when possible to reach that point. Maintaining 3” to 4” H2O filter differential will conserve compressed air and minimize filter wear and tear. Sugar and Dextrose are two materials that may require more frequent filter cleaning and lower differential pressure. It was mentioned that different filter media may used for these materials.

The LST System is a typical pulse jet dust collector for waste product.
Adjusting Dust Collector Timers
Nearly all filter cleaning occurs within the first 100 milliseconds of the pulse cycle. This is providing that pulse valve diaphragms are in good condition. Dust collector timers were found set for as low as 100 milliseconds and as high as 1 seconds. There are currently 72 dust collectors with timers set for longer than 100 millisecond pulse duration. When you start to replace pulse valve diaphragms you may be able to perform additional duration adjustments.
The Reimelt dust collectors are PLC controlled and were all set for 1 second pulse duration and six cycles per minute. These were all reset for 250 millisecond pulse duration. Again, these units have no Magnehelic differential pressure gauges and no ports to measure differential pressure. These appear to be the newest dust collectors and most likely could be adjusted for shorter pulse duration.
Dust Collector Compressed Air Demands
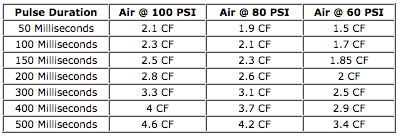
Most of the dust collectors are non-regulated and operating with 90-100 PSI line pressure air. Dust collectors fitted with shorter filters can and should be regulated. It does not take 90-100 PSI air to clean 36” or shorter filters. Regulating air pressure from 100 PSI to 80 PSI, may provide even greater savings. A 100 millisecond pulse cycle accounts for 2.3 CF at 100 PSI, and 2.1 CF at 80 PSI. If the dust collector is eventually set for 4 cycles per minute, the annual compressed air cost difference between 100 PSI and 80 PSI is about \$47.82. In order to minimize pressure drop during each pulse cycle, I suggest high capacity 1” pressure regulators. The purchase and install high capacity 1” pressure regulators will typically cost about \$200.00 each.
Dust collector air demands can be determined by calculating the number of pulse cycles by the values on this chart. You can also calculate your savings with these values. All timer adjustments during this study have been recorded on the attached spreadsheet. I would suggest you continue to use the document and keep record of all changes, including differential pressure.
Table: Dust Collector 3/4” Pulse Valve Compressed Air Demands
Summary
Here is the summary of the 5-day dust collector optimization study performed.
- If your air compressors are as well controlled as claimed and capable of responding to the demand reductions, the potential annual energy cost savings are approximately \$74,479.00, and will begin within just a week.
- Based on the number of dust collectors that still need timer adjustments, I project that maximum air demands for dust collectors is approximately 1,000 scfm, and average weekday demands may only require 500 scfm.
- The potential compressed air cost savings will warrant allowing extra man-hours to service and maintain the dust collectors.
- These improvements will allow the plant to continue the timer adjustments and achieve maximum compressed air cost savings.
- The dust collector spreadsheet should be used to document every improvement and every timer adjustment. You can expand the spreadsheet to include sock & filter service, and well as a parts list other maintenance items.
Click here to enlarge.
For more information please contact Russell Morine, Compressed Air Systems Evaluation Specialist, The Baker Group, tel: 855.262.4000, email: [email protected], www.TheBakerGroup.com.
To read similar Food Industry articles, please visit www.airbestpractices.com/industries/food.



