A small pulse crop and seed processing facility located in Canada has upgraded their facility compressed air system to accommodate the expansion of their production capacity. While completing this project the facility has learned some valuable lessons about sizing and maintaining lubricated screw air compressors and compressed air drying equipment.
High-Speed Color Sorters Create Variable Loads
The original compressed air system in the plant consisted of a small 15 hp lubricated reciprocating air compressor and refrigerated compressed air dryer. The compressed air was fed to various cleaning, sorting, and bagging equipment in the plant to power actuators, slide gates and general compressed air powered end uses. Parts of the compressed air system are exposed to cooler temperatures in winter, so there were constant problems with lines freezing and water accumulation. Some parts of the system experience contamination from oil carryover.
The air compressor was a high maintenance item. When plant output was high, the unit would overheat and the internal intake and outlet valves would fail. This problem, and the constant pounding noise of the air compressor, got plant personnel interested in a change to screw compressors, which are typically quieter, cooler and more efficient at full load.
Technology changes to the industry had also forced plant personnel to consider upsizing the compressed air system capacity. Color sorters were being used to clean and sort beans and seeds to remove undesirable kernels and give the finished package a cleaner and more consistent look. This sets the packages of products apart from other competitive products, and therefore the product becomes more valuable in the eyes of the consumer, increasing the demand for the product.
The color sorters examine each seed as it passes through the processing element and makes decisions on whether to keep or reject the seed. This sorting action is done at high speed using a blast of compressed air to redirect each unacceptable seed. The compressed air demand varies greatly on these sorters, with very low flow consumption when a batch of very clean product is processed, but much higher consumption when rejection rates are high, such as at the end of the storage season. Due to the varying loads, the compressed air system must be sized for the worst case scenario to prevent low pressure from occurring during peak processing times.
Original Findings
Data logging was done before considering the new air compressor and it was found the pressure varied widely from a high of near 150 psi to a low of 65 psi (Figure 1). This is typical of small tank mounted reciprocating air compressors. The pressure band is set very wide to prevent an excessive number of starts from burning out the drive motor. This wide variation did not present significant problems for general plant processing equipment, most of which had pressure regulators, but the new sorting equipment needed more stable plant compressed air pressure at around 100 psi.
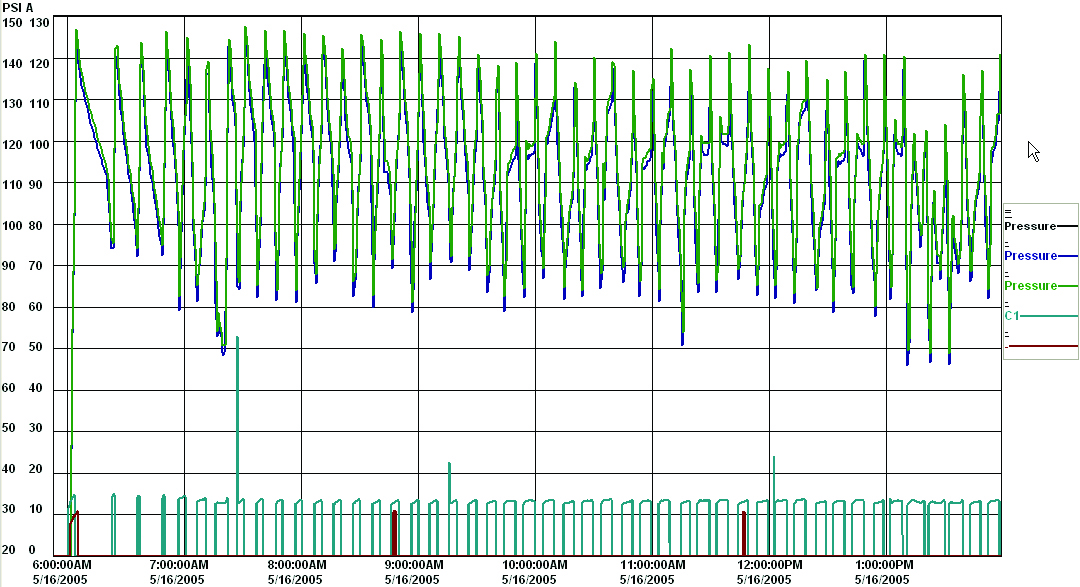
Figure 1: The original reciprocating compressor provided poor compressor control but was fairly efficient.
Click here to enlarge.
Measurements were done and determined the plant peak demand was about 50 cfm with very low average flows of 6 cfm over the 6,000 hour operating schedule for the plant. While the 15 hp reciprocating compressor, running in on/off mode, was producing less compressed air per kw than an equivalent sized fully loaded lubricated screw compressor, the efficiency of the air production was quite good because the air compressor does not consume power between load cycles. This air compressor was, on average, running 11 percent of the time, and consuming only about 1.5 kW of power worth about \$900 in electrical costs per year.
The audit determined that, based on the expected consumption of potential new color sorters, a screw air compressor and air dryer sized for about 100 cfm (25 hp) would be adequate. The plant personnel were concerned, however, that future additions to color sorting equipment would add more demand to the system. They decided they would be more comfortable with compressed air equipment sized in the 40 to 50 hp range. At about that time, a used 40 hp lubricated screw compressor and heatless desiccant air dryer combination came available at a greatly reduced cost from a local compressed air equipment provider. The plant decided to purchase this equipment for their plant production expansion.
Energy Projections
The plant personnel approached the local power utility to find out if there could be any technical advice and financial assistance available to help with the project. Once the power utility learned about the pending equipment they became concerned because no additional storage receiver capacity was being considered. The previous reciprocating compressor had 180 gallons of receiver capacity, large enough to keep the small 15 hp compressor motor starts to a minimum with a wide pressure band, but much too small for a 40 hp lubricated screw compressor.
The power utility had experience in assessing other lightly loaded systems that had converted from reciprocating style to screw style air compressors. While it is no question that the screw compressors are more efficient at full load than the small two stage reciprocating style compressors, experience had shown that efficiency problems were to be expected if the screw compressor was installed with limited storage capacity on a lightly loaded system. The problem is the unloaded power consumption of a screw compressor, about 35 percent of the full load power, and the power characteristics of these compressors when installed with small storage.
Figure 2 shows a simplified diagram illustrating the problem. At 11 percent average load, the previous compressor consumed only 11 percent of its full load power because it is a start/stop device with a linear power characteristic. Place a larger screw compressor running in load/unload mode on the same system with limited storage and the compressor consumes much more power at the same flow. At the average flow of 8 cfm average a 40 hp screw compressor rated at 175 cfm would be about 5 percent loaded, but would consume about 45 percent of its full load power if it remained running unloaded for the 95 percent of the time. This power consumption in this condition was predicted to average about 15kW, roughly 10 times more than the power of the original reciprocating compressor at the same flow.
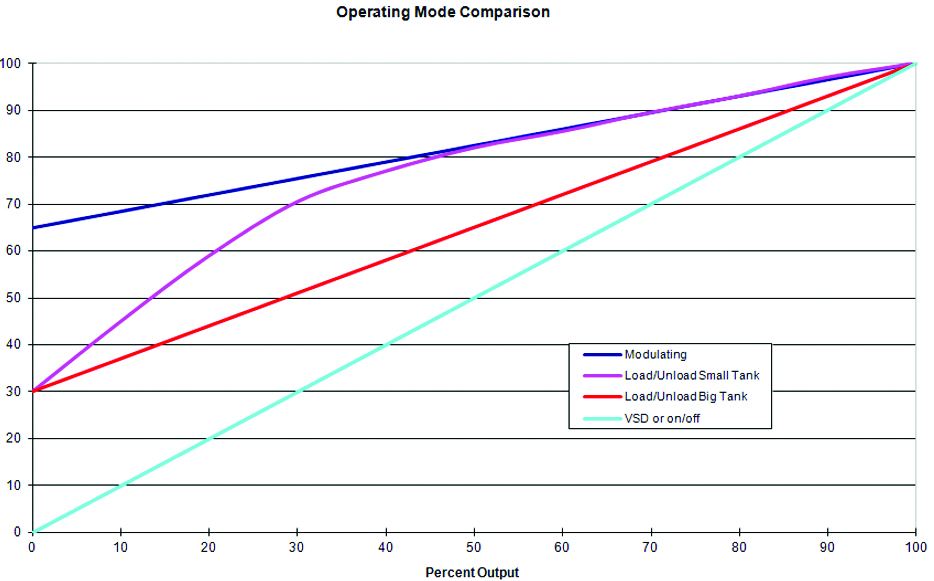
Figure 2: Characteristics of various compressor operating modes.
Compressed Air Dryer and Storage Capacity
Adding to the concern was the addition of a 180 cfm heatless desiccant air dryer to the system. This air dryer, if allowed to operate in an uncontrolled manner with no dew point control, would consume an estimated 27 cfm in purge flow, about 3 times more than the actual average compressed air demand. This additional flow would cause the compressor to consume even more power, increasing the average kW to over 14 times the original level.
The power utility recommended adding larger storage capacity to the system to make the compressor run more efficiently in load/unload mode and take advantage of a control algorithm inside the compressor control that allows the compressor to shut completely off between cycles, if the motor starts are not exceeding the maximum allowed for the compressor motor. The utility has found that, if a compressor of this type is installed with 10 gallons per cfm storage capacity, and run with a 30 psi load/unload pressure band, motor starts at worst case conditions (50 percent load) would be less than about 6 per hour. At this level, if the compressor ran in start/stop mode, the power consumption would be much less, about the same level as an equivalent sized reciprocating compressor.
Using a 30 psi wide pressure band is not without issues, however, this higher than average pressure subjects compressed air consuming devices in the plant to overpressure, which causes unregulated uses (including the dryer purge) to consume more compressed air than required. To prevent this artificial demand a flow control device was recommended to regulate plant pressure to a constant 100 psi level required for the new color sorters.
Unfortunately, in actual practice, there wasn’t enough room near the compressor to install over 1,750 gallons of storage, so the plant settled on a 1,060 gallon receiver. Further to this, the air dryer was outfitted with dew point dependent switching that was expected to reduce the average air dyer purge flow to a fraction of the uncontrolled level. Based on the larger storage, and the dryer control, the utility offered financial incentives to help pay for the additional costs of the improvements as long as this saved energy over the worst case scenario of small storage and fixed cycle dryer control.
Verification
As part of the incentive program the utility had an auditor place data loggers to monitor system operation after the equipment installation to ensure the new equipment was installed as planned and that the expected energy savings were being achieved. The auditor was surprised to find that the system flow was very high, in fact, the 40 hp air compressor was near its full flow (Figure 3), with strange pressure events happening exactly every 5 minutes. The auditor investigated to find that the source of the problem was the compressed air dryer. A special test was done where the dryer was turned off for a short period of time, when this happened the air compressor loading reduced to about 5 percent of its capacity, with the dryer operating the compressor loading increased to almost 100 percent.
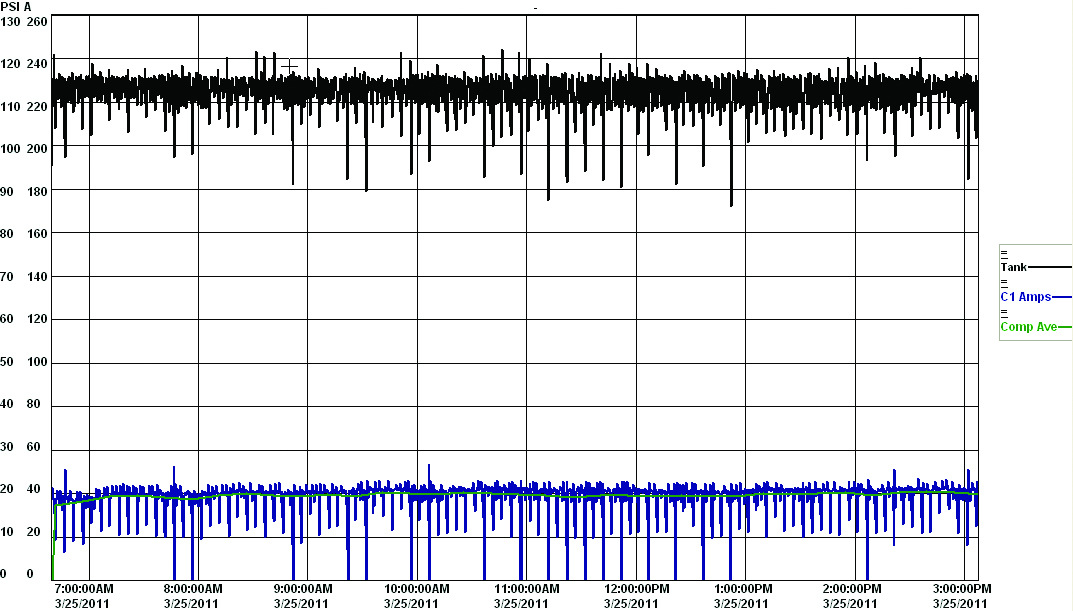
Figure 3: On verification the compressor load was greatly increased with strange exactly 5 minute changes to pressure.
Click here to enlarge.
Further investigation was done and found that there was a problem with the air dryer purge flow orifices. This particular dryer design has two simple orifices, flat style that look like washers, that are inserted into pipe union fittings in a purge circuit that connects the two sides of the dryer. The purge flow is restricted by the orifices as it flows from the pressurized side to the side being regenerated. When the dryer was disassembled for installation one of the orifices was lost, causing excessive purge flow when the dryer was placed in service. Since the supplier of the equipment did not properly verify the correct operation of the dryer, the unit was left to operate with abnormally high flows. Due to this high flow the dew point control circuit was not effective in saving any compressed air, so did not turn off the purge flow off at any time.
The compressed air dryer purge was corrected and the system operation settled to expected levels. There were, however, some issues that prevented optimum system operation.
- The air compressor rated pressure is only 132 psi and the required pressure band at the storage receiver for optimum compressor operation is 40 psi. Since the desired plant pressure is 100 psi, this limits the maximum possible pressure band to 32 psi at the compressor discharge.
- Pressure differential across the dryer reduces the working pressure band in the dry receiver by about 4 psi, making the effective pressure band only 28 psi.
- The compressor supplier was not comfortable operating the compressor at 132 psi, so the pressure band was further reduced.
- Due to higher than normal compressor discharge pressure, caused by the wide band, the dryer purge flow during regeneration was higher than rated (because more flow passes through the fixed orifices).
Despite the challenges faced due to these conditions the system power consumption fell significantly from the projected base case levels. During very light non-production loads the compressor operated in start/stop mode (Figure 4). During higher flows, or when the dryer needed to regenerate the compressor operated in a modified load/unload mode with the drive motor turning off when the control determined it was safe to do so.
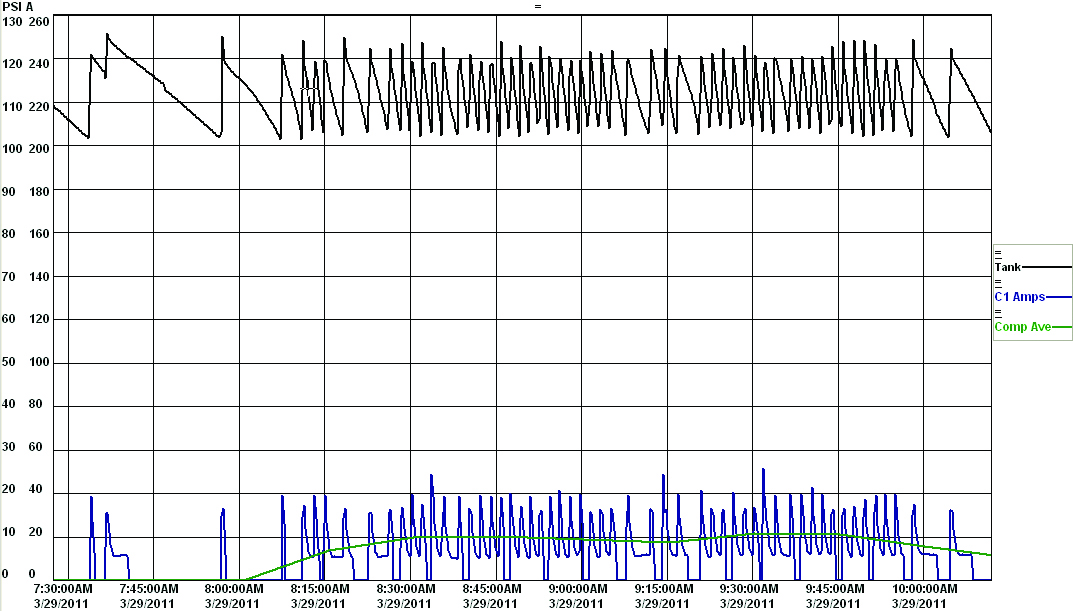
Figure 4: Use of larger storage allows the compressor to turn off between cycles at light loads, saving power.
Click here to enlarge.
System Checkup
A few years later the power utility was contacted again to support some additional improvements. Due to the age of the dryer and its mechanical characteristics (the unit is obsolete) the site was having trouble obtaining parts to keep the unit operating properly. Again the system was data logged and problems with the dew point control were preventing any savings due to malfunction. The dew point probe had become contaminated over time and was not operating correctly, the unit was never going into the purge saving mode, despite -100 or lower actual levels being produced. Again special testing was done that showed that the dryer purge flow was consuming over 70 percent of the compressed air the compressor was producing (Figure 5).
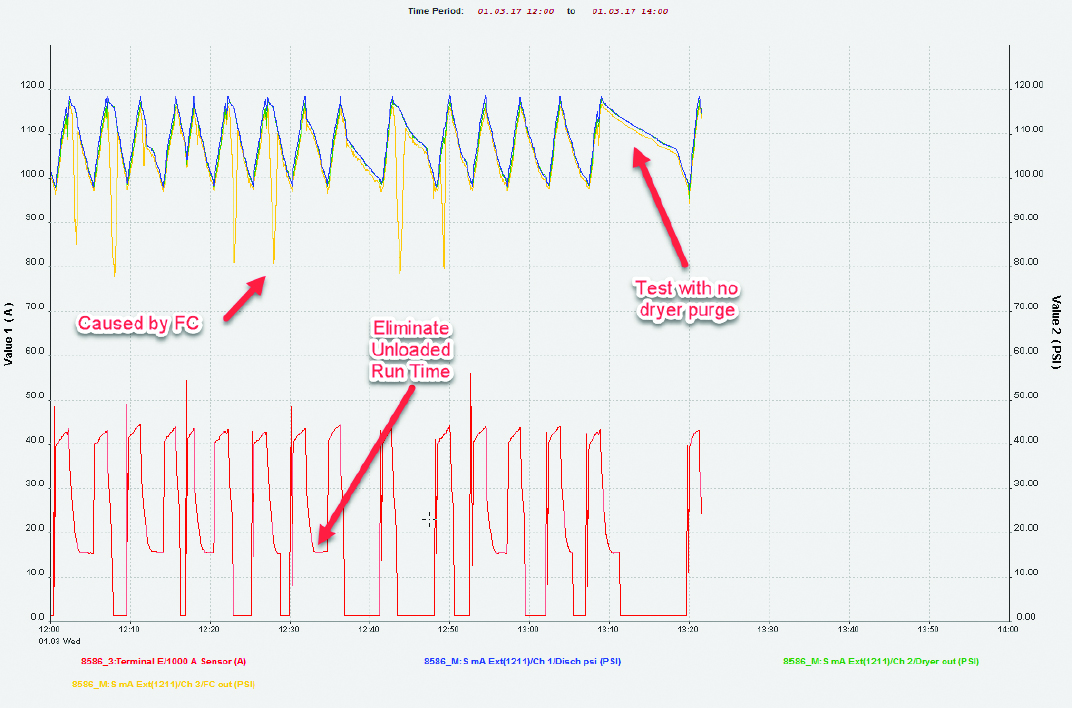
Figure 5: Re-monitoring the system years later showed problems with air dryer control and the pressure flow controller
Click here to enlarge.
Further to this there were plant pressure problems evident. At about the unload pressure of the compressor unexplained dips in pressure would occur and cause low pressure in the plant. Investigation revealed that over the years the pressure/flow controller has malfunctioned and the pilot regulator was replaced with a non-standard part. The unit was no longer regulating properly. This caused undesirable pressure dips under certain conditions. The plant personnel had thought the pressure issues were being caused by the air dryer.
The data logging showed that the expected high levels of flow due to additional color sorters never did materialize, the plant flow was averaging about the same as it was when the original project was started. The plant is now considering a smaller right-sized compressor and dryer that would better match the demand. Expected energy savings for a correctly operating air dryer with properly operating dew point control, perhaps a unit with uses much less or no purge flow, are 75 percent of the current levels worth the equivalent of about \$9,000 per year at 10 cents per kWh.
Additional Logging
While onsite, the auditor had a chance to place data loggers on another system in a separate building that used a 50 hp VSD compressor and heatless dryer with dew point control. This system recently suffered a failure where the air compressor separator flooded the dryer with lubricant. Data logging showed that the dryer of this fairly efficient system (due to VSD control) was consuming 35% of the compressed air produced by the compressor, about double what is expected. The dew point control of this dryer had also been rendered inoperable due to contamination. Repairs have returned the unit to normal saving an estimated \$3,200 per year (28 %) in reduced electrical operating costs.
Conclusions
This story illustrates some of the problems associated with oversizing compressed air systems with load/unload screw compressors and desiccant dryers. Important points are:
- In lightly loaded systems a switch from reciprocating to screw compressors may increase the energy consumption significantly,
- It is important to have proper storage installed with lubricated screw compressors,
- If installed, some smart compressor controls can shut down the compressor motors between cycles to save energy, especially if there is large storage installed,
- Using wider pressure bands can slow down the cycles, allowing more efficient compressor operation,
- It is important to properly commission all compressed air components and verify proper operation,
- Proper maintenance of desiccant dryer dew point controls can ensure efficient operation,
- Remeasuring compressed air systems every few years can often detect system problems that can save operating costs.
For more information contact Ron Marshall, Marshall Compressed Air Consulting, tel: 204-806-2085, email: [email protected].
To read similar Food Industry articles visit www.airbestpractices.com/industries/food.



