Consumers expect high quality and freshness from foods and beverages when shopping in supermarkets. Many processes in modern food and beverage technology employ compressed air. When compressed air is used in direct contact with food products, the highest purity demands need to be met to avoid contaminating the product. Shoppers expect long “best before” timeframes, giving them ample time to store the product until preparing and consuming it.
To achieve this, food manufacturers need to ensure their products survive the storage time in warehouses and on store shelves. To avoid the use of excessive amounts of preservatives, modified atmosphere packaging (MAP) offers a great alternative.1
MAP alters the gas environment inside food and beverage packaging to maintain product freshness and slow degradation and fouling processes. The exact gas mixture used needs to be tailored to the product and can vary significantly. For many products, nitrogen gas is part of the packaging mixture due to its inert nature. Nitrogen used for MAP is in direct contact with the food. However, for applications in the U.S., the Food and Drug Administration (FDA) does not have specific requirements or quality standards on nitrogen, so the general understanding is the use of Good Manufacturing Practice is sufficient with a minimum purity of 99.0%. Applications in Europe need to be compliant with regulations that set the minimum specifications for food gas applications, where nitrogen is defined as additive E941 and requires a minimum purity of 99.0%.2.

Food and beverage production relies on contamination-free compressed air and nitrogen.
Best practices to navigate the sometimes unclear quality standards for compressed air in contact with food and beverages during production have already been established previously in this magazine. For a discussion of food safety practices and codes, read “Compressed Air GMPs for GFSI Food Safety Compliance”, Compressed Air Best Practices® Magazine, January/February 2016.
On-Site Nitrogen Generation Is on the Rise
While nitrogen in the quality outlined above can be purchased in bottles, many manufacturers are switching to on-site nitrogen generation. This offers a cheaper option in the long term due to free air that is used as an educt. It also avoids unnecessary transportation and nitrogen bottle management. However, since nitrogen generation systems use compressed air as an input, all investment costs should be evaluated before starting a project. Pressure swing adsorption generators producing nitrogen of quality 3.0 (99.9%) to 5.0 (99.999%) have an air factor between 5 and 7. This means that for every 1 scfm of high-quality nitrogen, between 5 and 7 scfm of compressed air are required. Membrane generators need an air factor of 2 to 5 to achieve nitrogen qualities of 1.5 (95.0%) and 2.5 (99.5%). Due to this large air requirement, nitrogen systems tend to require large air compressors and appropriately sized compressed air treatment systems. During operation, this incurs energy costs and ongoing maintenance, which should be highlighted in the total cost of ownership (TCO) calculation. Depending on the circumstances, this change can pose a profitable business case with a high ROI.
When changing from bottled nitrogen to self-generated nitrogen, food and beverage producers need to make sure the on-site generated nitrogen fulfills quality requirements and does not add contamination to their product. This article explores principles to separate air in industrial food production. The main focus is on quality requirements that protect the nitrogen generation systems and result in compliance with industry standards or regulatory requirements for nitrogen gas used in food packaging.

Example of a nitrogen generation system setup for food packaging. Click to enlarge.
Nitrogen Generators and Inlet Quality Requirements
Ambient air mainly consists of nitrogen (78%) and oxygen (21%). An industrial air separation system splits air into these two main parts in order to receive one of those gases in a given purity. For different applications, either oxygen or nitrogen is the desired output of the air separation system. In this article, we’ll concentrate on nitrogen generators. In a nitrogen generator, oxygen is separated from the gas stream and discharged to the ambient air while the nitrogen is purified to reach the desired quality class and used in downstream processes. This separation process operates under pressure, since the phenomena used require a minimum pressure to function. The phenomena used in air separation units can be classified as selective permeability on membranes and adsorption forces on specialized desiccants.
In membrane nitrogen systems, generators guide the inlet compressed air stream through small, hollow membrane filaments. The specific material used for these fibers is more permeable to oxygen molecules than to nitrogen molecules. Therefore, the oxygen content is reduced by flowing through the membrane module, leaving nitrogen of a higher purity. The discharged oxygen escapes the membrane module through openings in the membrane housing. Membrane systems are often used for applications up to 150 cfm nitrogen and can deliver air factors of up to 2.5 or 3.0, depending on the system parameters. Given these constraints, membranes are a great choice for smaller applications or applications with medium purity requirements. The relatively simple process does not require regular maintenance or involve any moving parts, making it a stress-free option for many applications. The membrane filaments used in nitrogen generators are typically made from polymers. Membrane nitrogen generators usually require an ISO 8573-1:2010 compressed air quality of 1.4.1 to properly function and keep a long service life.
For larger nitrogen demands or higher purity requirements, PSA systems are usually a better choice. PSA stands for pressure swing adsorption, and it describes the regenerative system consisting of two pressure vessels filled with a desiccant. At any given time, one of these vessels is used to adsorb mainly oxygen molecules, producing nitrogen at the outlet. Once the desiccant bed is saturated with oxygen molecules, the flow is redirected, and the inlet compressed air stream flows through the other vessel. The saturated desiccant bed is regenerated by a depressurized part of the purified nitrogen. This purge stream is guided through the bed in a counterflow direction and then ejected to the ambient air. Once the first vessel is regenerated, it stays on standby until switch-over. PSA nitrogen generators are more complex than membrane generators. Given the right system layout and inlet air treatment, they can achieve the required results and maintain a relatively low total cost of ownership.
PSA nitrogen generators use a carbon molecular sieve (CMS) as desiccant material in the pressure vessels. CMS is not very hygroscopic, but it has been shown that moisture can negatively influence the adsorption performance of oxygen.3 Since oxygen molecules have a slightly smaller kinetic diameter than nitrogen molecules (2.9 angstrom compared to 3.1 angstrom), oxygen adsorption to CMS is faster, and oxygen diffuses much faster in CMS than nitrogen.4 Since oxygen accounts for roughly 1/5 of the inlet air, saturation of the desiccant bed is reached significantly quicker than in the comparable desiccant dryer process. Nitrogen PSA systems have short cycle times of 2-3 minutes to allow for a compromise between cycle time and vessel volume. Typical compressed air quality demands for PSA nitrogen generators according to ISO 8573-1:2010 are 1.4.1.
Achieving Inlet Air Quality for Nitrogen Generation
After having established the recommended inlet conditions for the most common types of nitrogen generators, we will now analyze them and draw conclusions on how to set up a proper treatment line.
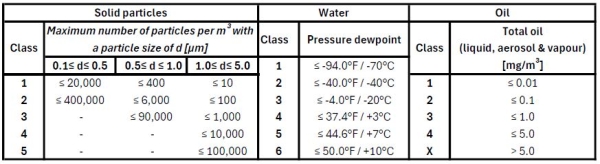
Quality classes according to ISO 8573-1:2010.
The required quality class for particles is 1, meaning less than 20,000 particles with a diameter between 0.1 and 0.5 micron are allowed, less than 400 particles between 0.5 and 1.0 micron and less than 10 particles between 1.0 and 5.0 micron. Class 4 for water indicates a pressure dew point of less than 37°F (3°C) and class 1 oil requires less than 0.01 mg/m³ total oil (liquid, aerosol and vapor).
First, let’s break down where contamination could enter the compressed air system. An air compressor takes in ambient air and compresses it to operating pressure. Although air compressors have an intake air filter, most of the contamination already present in the intake air ends up in the compressed air. Moisture content in ambient air can differ significantly depending on plant location, layout and season. Due to the air compression process, air exiting the air compressor is usually saturated with water, which needs to be removed prior to entering the nitrogen generator. Particles may stem from dust in the atmosphere, industrial emissions or abrasion particles. The air compressor itself can add particles due to friction on moving parts, degrading sealings and corrosion. Oils or hydrocarbons can be present in the intake air from unburnt vehicle emissions, refinery emissions and other emitants close by (such as airports, highways and generators), even if an oil-free air compressor is used. Of course, if an oil-lubricated air compressor is installed, this adds more hydrocarbon contamination to the system. The compressed air piping system, valves and instrumentation devices might add further contaminants due to leaks, sealings and aging materials.
Particle removal down to ISO class 1 can be safely achieved by using a 0.01 micron filtration system. To distribute the buildup of particles in different filters and not have excessive rise in pressure drops, KSI Technologies suggests using a coarse general filter (5 micron), a fine filter (1 micron) and a submicron filter (0.01 micron) before the first treatment stage.
In order to achieve class 4 moisture levels, a refrigerated compressed air dryer is usually sufficient. However, since class 1 oil is required, an activated carbon tower should be integrated to safely remove any hydrocarbons that might be introduced via intake air.
An activated carbon desiccant used for compressed air treatment is specially treated to adsorb predominantly hydrocarbon combinations; however, it still attracts humidity. Therefore, to reliably ensure the long-term operation of the activated carbon tower, a desiccant compressed air dryer should be used. Especially in locations with higher humidity levels during summer months, a properly sized desiccant compressed air dryer producing air of moisture class 3 (with a pressure dew point of -4°F/-20°C) can add a safety margin for the nitrogen generator.

Activated carbon towers reliably adsorb hydrocarbons.
Therefore, a properly sized desiccant compressed air dryer followed by an activated carbon stage treats the nitrogen generator inlet air in order to achieve the required quality levels. A dry filter with 0.01 micron filtration grade ensures no harmful dust particles can enter the nitrogen system and damage either the membrane filaments or add unnecessary wear and tear on valve systems in PSA units. Particle contamination reduces the service life of valve systems and damages monitoring instruments.
Behind the nitrogen generation system, pure nitrogen is distributed throughout the plant to the point of use. To avoid any contamination during distribution, a point-of-use filtration system should be included. A sterile filter is a good option to capture any microorganisms in the system. Finally, high-quality nitrogen with minimal contamination is released to the packaging application.
1: https://www.airproducts.com/applications/modified-atmosphere-packaging#:~:text=A%20proven%20way%20to%20effectively,to%20getting%20you%20started%20up.
2: Download: https://www.eiga.eu/ct_documents/doc126-pdf
3: S. Largorsse, F.D. Magalhaes, A. Mendes, Aging Study of carbon molecular sieve membranes, Journal of Membrane Science, Volume 310, Issues 1-2, 2008, Pages 494-502
4: Timothy J. Giesy, M. Douglas LeVan, Mass transfer rates of oxygen, nitrogen, and argon in carbon molecular sieves determined by pressure-swing frequency response, Chemical Engineering Science, Volume 90, 2013, Pages 250-257

Mirko Krebs, President of KSI Technologies.
About the Author
Mirko Krebs is the President of KSI Technologies North America and has been active in the KSI Group for over ten years. Mirko has a Master of Science in Mechanical Engineering and Business Administration from RWTH Aachen University.

KSI Technology headquarters in Willich, Germany.
About KSI Technologies
KSI is an independent manufacturer of compressed air treatment products based in Germany. Founded in 1996, the company expanded to the North American market in 2022 and supports compressed air shops with locations in North Carolina and Ontario. The product portfolio contains filtration and drying solutions, condensate management equipment and service parts. For more information, visit https://ksi-technologies.com.
To read more Nitrogen Generation articles, visit https://www.airbestpractices.com/technology/air-treatment.
Visit our Webinar Archives to listen to expert presentations on Nitrogen Generation at https://www.airbestpractices.com/webinars.



