A steel distribution and processing company has upgraded and consolidated the compressed air systems in two of their distribution and processing facilities for big energy savings. The previous compressed air systems were running in modes of operation with very low efficiency. A complete replacement of the two systems with new air compressors and dryers has reduced the energy consumption significantly.
Facility 1 Initial Findings
The company first started out by agreeing to a compressed air audit in one of their facilities, conducted by their local power utility’s energy efficiency experts. The auditors placed data loggers on the system to monitor pressure and amps, from the readings an annual baseline was calculated. The first plant was serviced by a single 30 hp lubricated screw air compressor and a non-cycling refrigerated compressed air dryer. The data collected showed the air compressor was an older unit operating in modulation mode. This compressor would choke off the inlet air to the screw to control the output flow during part load conditions. The compressor was rated for about 120 cfm output, but the plant production machinery consumed just 30 cfm average flow, about 25% of the full load capability. Because a modulating air compressor of this type only turns down about 1% for every 10% of partial flow, the compressor consumed about 77% of its full load power while producing the very low average flows (Figure 1). In addition to this, the non-cycling refrigerated air dryer consumed about 95% of its full load power, even though it was processing only 15% of its full drying capability. As a result, the compressed air system was found to be consuming power at the rate of 117 kW per 100 cfm. About 22 kW per 100 cfm is optimum for a system this size. A change to the compressor control mode was recommended.
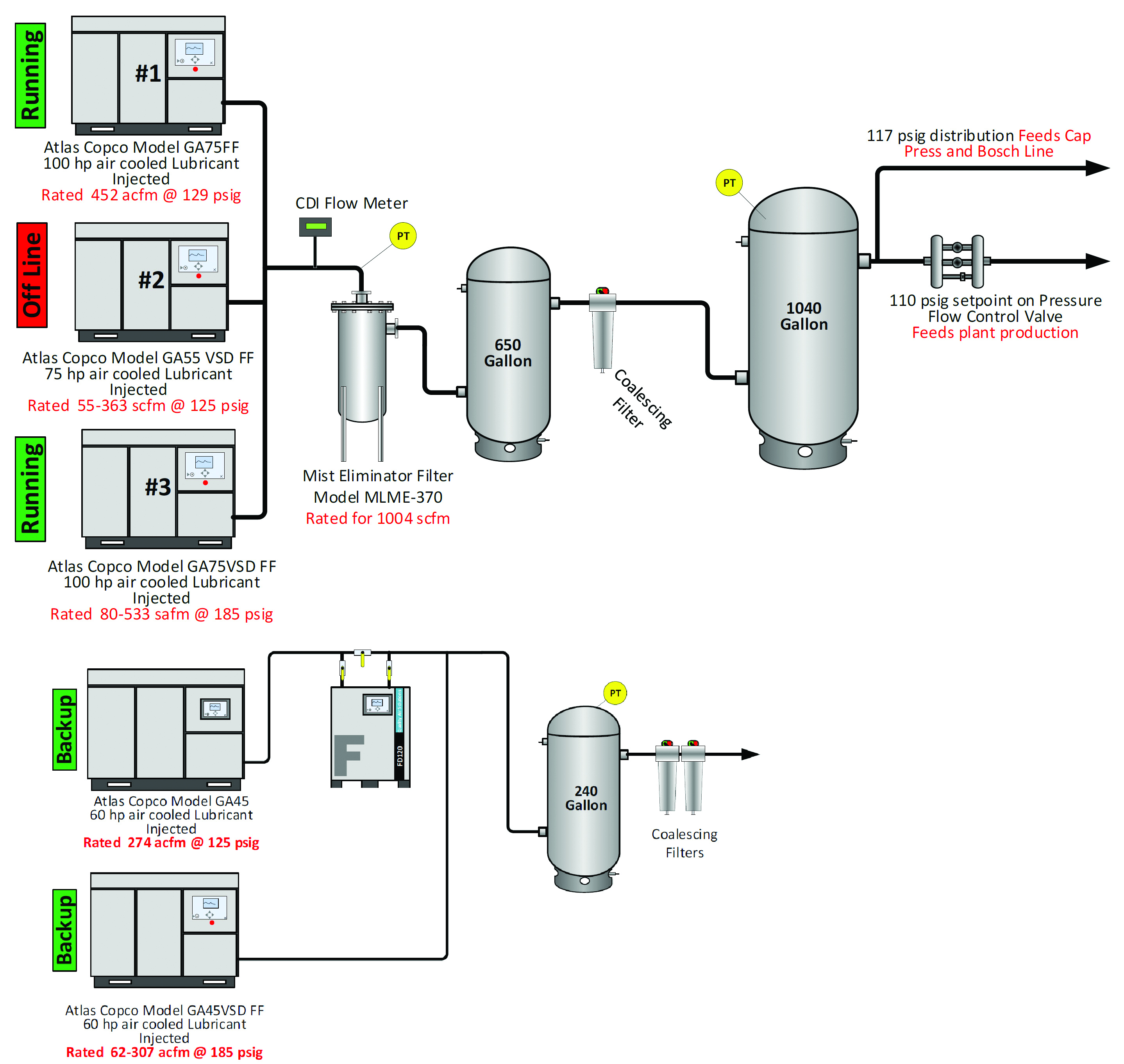
Figure 1: Even though the flow was at low levels the modulating compressor consumed higher than desired power. Click here to enlarge.
The auditors were able to identify some additional items for improvement. The plant pressure was running higher than required, causing process machines to consume extra compressed air (artificial demand). The system had no storage receivers, and had undersized filters and piping. The compressed air condensate drains were timer style and were blasting at excessive rates. Leakage in the plant was higher than normal because there was no leak detection system and repair at the site.
Facility 1 Improvements
Rather than running an air compressor in modulation, the plant selected an efficient new VSD controlled compressor and installed it with some well-sized storage receivers (Figure 2). Discharge pressure was maintained at a slightly lower average pressure and the plant pressure was reduced to 110 psi using a pressure/flow control valve. The plant selected a thermal mass cycling refrigerated air dryer, reducing its energy in proportion to the moisture loading. Condensate drains were replaced with airless style and piping was upgraded to reduce pressure drop. Leakage was found using an ultrasonic detector and repaired.

Figure 2: A VSD air compressor, cycling dryer, pressure/flow control valve and storage receivers optimize energy usage.
Data loggers were again placed on the system after commissioning and showed a substantial power reduction (Figure 3). The previous system was consuming about 278,800 kWh of electricity per annum, the new air compressor and dryer were now only consuming about 63,300 kWh a reduction of 71%. About 42% percent of the purchase and installation cost of the new compressed air system was covered by a power utility incentive. This, and the annual energy savings of over \$11,000 per year, made the simple project payback slightly more than one year. Since the time of installation, the electrical power prices have increased dramatically, saving even more annual costs over the years.

Figure 3: Facility 1 power consumption reduced 71 percent. Click here to enlarge.
The plant personnel were pleased with the cost reduction and renewal of the system, but one of the biggest benefits of purchasing the new equipment was the reduction of compressor noise. The plant workers were really impressed with how quiet the new compressor is, something quite bothersome with the old-style unit.
Management at this company were so impressed with the results of the project, they asked for another of their facilities across town be studied in the same way.
Facility 2 Initial Findings
The second facility had quite different characteristics from the first site. This facility started small with a few production machines, but over time more and more machines were added. Lasers and CNC cutters are used to produce steel products at this site, and the plant management had settled on a strategy of using dedicated compressors for every major piece of cutting equipment. After the various expansions were complete, there were six compressors installed in six separate compressed air systems totaling 165 hp (Figure 4). Some of these systems had multiple desiccant dryers. The compressors in these systems operated in a different mode of operation than the first site, with the compressors running in load/unload mode, a much more efficient way to run screw compressors while partly loaded. Load/unload mode has better power turndown at part loads, with about 7% power reduction for every 10% reduction in flow. However, to get this reduction the compressors must have large storage receiver capacity installed, and none of these compressors had large enough receivers. The problem at this site was all the compressors were partly loaded, greatly multiplying the inefficiency compared to a single well-controlled system.

Figure 4: Six smaller air compressors totaling 165 hp were replaced with one 75 hp compressor (and a 75 hp backup).
Because the process machinery needed instrument quality air each machine had a dedicated uncontrolled heatless desiccant air dryer. The dryers were oversized to prevent overload during warm ambient temperatures. However, this meant they consumed excessive uncontrolled purge flows of 15% of the dryer rating (not the compressor rating), even at times when the production machinery was consuming no air. Sometimes the air dryer was the only compressed air load on the system when the machines were not in production.
Data loggers were again placed on each air compressor system to measure system pressure and amps. Hand held power readings were conducted to calibrate the amps to kW. Care was taken to capture all the system operation at the same time so coincident peaks could be detected. This exercise yielded some interesting results showing the total compressed air capacity was much larger than the actual peak. This detected peak would be used to size a single consolidated compressed air system able to handle the complete plant flow.
The measured baseline energy consumption for this system was 428,000 kWh, while the actual production usage (not including air dryer purge) was only 76 cfm. This calculates to a system specific power of about 64 kW per 100 cfm, much higher than an optimized system. The number of compressors, therefore, was obviously excessive, and as a result the system power consumption was much higher than needed. A significant part of the energy consumption was unloaded power on compressors producing very little air. Each system was running constantly and the compressors were rapid cycling due to inadequate storage receiver capacity and high filter differential. This means the air dryers were consuming large amounts of wasted purge flow.
Metal Fabrication and Machining Best Practices with Compressed Air Systems – Webinar RecordingDownload the slides and watch the recording of the FREE webinar to learn:
|
Facility 2 Improvements
The system data was carefully analyzed, and it was found the six air compressors totaling 165 hp could be replaced by one 75 hp compressor with one of the old 75 hp units used as backup in a single compressed air system. A 75 hp VSD controlled compressor was selected and installed with a large storage receiver, two-inch piping, oversized filters for lower pressure drop, with an externally heated desiccant dryer. The heated dryer consumes only 7% of its rating in purge flow, controlled with a dew point dependent switching algorithm. This reduces purge flow to lower levels if the air dryer moisture load is lower than its rated capability, saving energy (Figure 5). A pressure flow control valve was used to reduce the plant pressure to 100 psi from the previous average pressure of 110 psi to reduce artificial demand. A 10 psi reserve is used in the storage tank to guard against peak demand events.
Figure 5: The single VSD compressor consumes much less than the previous compressors. Note how the dryer purges only every 24 hours due to light loading. Click here to enlarge.
Verification logging showed the new system consumed only 154,000 kWh of energy per year for a 60% saving in energy cost. About half of the \$65,000 purchase and installation cost of the new compressed air system was covered by an energy incentive from the local power utility. This, and the \$18,700 operating costs savings, resulted in a simple project payback of 1.6 years.
The plant personnel were quite impressed by the significant energy savings, but noted there was also a large reduction in maintenance costs. The annual maintenance on the six previous compressors and air dryers was quite high due to the age of the old compressors, and the high number of annual operating hours on so many machines.
Compressed Air Measurement Monthly e-NewsletterIf there is no Compressed Air Flow, Dewpoint, Oil, Pressure and kWh Measurement, how can one effectively manage the system? Content provides “how-to examples” of System Assessments and Technology Profiles of the required instruments. |
Conclusions
The following are some conclusions based on these projects:
- Data logging compressed air systems can identify significant energy savings.
- Use of more efficient compressor control modes can save significant energy over both modulation and load/unload control.
- Significant savings can be gained by choosing more efficient air dryers for both refrigerated and desiccant styles.
- Pressure reduction, reduction of compressed air condensate drainage and leakage repair can save extra energy over and above simply replacing the compressors.
- Newer compressors can help to reduce noise pollution.
- Consolidating multiple systems can help to reduce electrical and maintenance costs.
For more information contact Ron Marshall, Marshall Compressed Air Consulting, tel: 204-806-2085, email: [email protected].
To read more about Metals Industry System Assessments, please visit www.airbestpractices.com/industries/metals.



