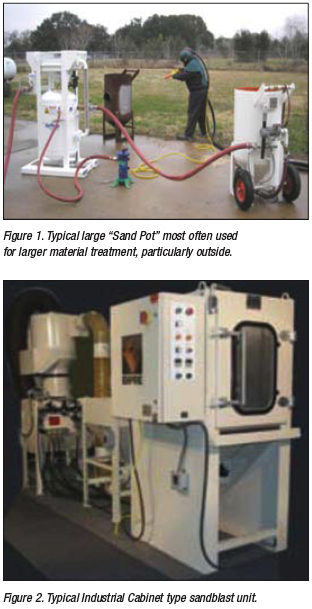
 “Sandblasting” is one of the oldest and most used methods of metal treatment. Various abrasive materials may be loaded manually or by a vacuum system pulling the “grit” from a storage tank. A control valve then operates with the compressed air (bypassing the vacuum pump), being forced into the tank pressurizing the receiver. When the high pressure compressed air goes out the discharge line, it pulls the appropriate amount of grit with it to effectively impinge against the targeted metal surface.
“Sandblasting” is one of the oldest and most used methods of metal treatment. Various abrasive materials may be loaded manually or by a vacuum system pulling the “grit” from a storage tank. A control valve then operates with the compressed air (bypassing the vacuum pump), being forced into the tank pressurizing the receiver. When the high pressure compressed air goes out the discharge line, it pulls the appropriate amount of grit with it to effectively impinge against the targeted metal surface.
Larger contractors and manufacturing processors such as shown in Figure 1 are usually driven by productivity the air use and pressure, is often very critical and to the applications are usually monitored and controlled.
“Industrial Sandblasting” particularly when it is not directly a part of the production process is often not that well controlled or monitored. Since it often “only uses compressed air” and therefore perceived to be “inexpensive to operate.
The main concern is producing acceptable quality and quantity. The primary question is, “Is it running?”
In many plants we audit sometimes a “very small” sandblasting operation becomes a significant air savings opportunity with very quick payback. Many industrial plants use single operator hand held hose nozzle assemblies, but also use many types of “cabinet blasters.”
A full cabinet type stationary sandblaster unit (Figure 2) can be equipped with many types of nozzles, controls, and configurations and alignments.
Some cabinets are designed for just one process and all the nozzles are in a standard configuration and used continuously.
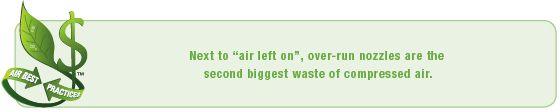
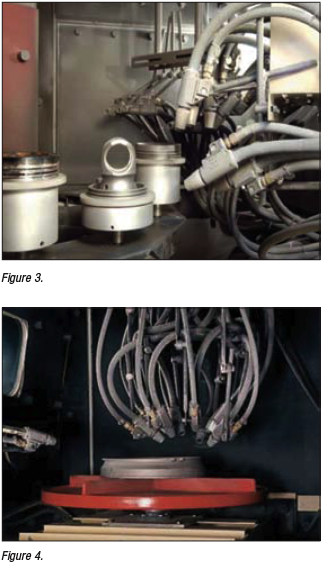 Figure 3 shows a set of nozzles in a high production cabinet unit that processes several parts of similar design and thus run the same nozzles in the same configuration and alignment. Properly set up the air should only run when there is product to be processed.
Figure 3 shows a set of nozzles in a high production cabinet unit that processes several parts of similar design and thus run the same nozzles in the same configuration and alignment. Properly set up the air should only run when there is product to be processed.
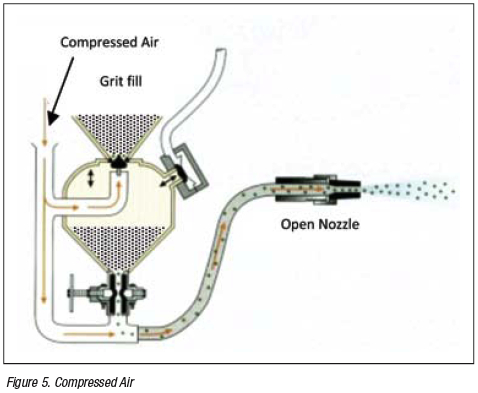
Figure 4 shows a multiuse cabinet blaster with several different sizes and types of nozzles, all set up with a fully adjustable configuration and alignment. These types often are used for many different parts and the blast lines often have separate shut off valves on each line.
We have found a great many times that no one has determined the optimum number of nozzles / lines for each part. They all run wide open all the time.
“First Major Air Savings Opportunity for Industrial Sandblasting Operation – Operator training and operating procedure”
Often we find:
• All nozzles blasting air when not all are used.
• Nozzles left on with no parts to blast. Operator off site waiting for next job – working on something else.
• Automatic blasting cabinets exacerbate this situation.
• Old nozzles well worn continue in use ….”they still work”.
• WHAT IS THE MAGNITUDE OF THESE OPPORTUNITIES?
The controlling part here is the nozzle and how much compressed air it uses to do the job. The most common size nozzle we see in plants is 5/16” diameter. In the “full pressure type” nozzles each 5/16” nozzle (WHEN NEW AND NOT WORN OUT) uses 113 scfm each at 80 psig inlet pressure. If we have a five nozzle cabinet operating at 80 psig, the air use would be 565 scfm to 627 scfm, or about 140 to 150 input horsepower. If you could run some times with only 3 nozzles, the savings would be 226 scfm (250 acfm) or about 55 to 60 input horse power. At \$0.10/kWh, one hp cost about \$700 per year. Full time savings could run from \$3800 to \$4200 per year with no investment or implementation costs. Figure 5 shows a typical full pressure blast nozzle and system.
The following chart shows the basic air demand of a new unworn nozzle by size at various inlet pressures.
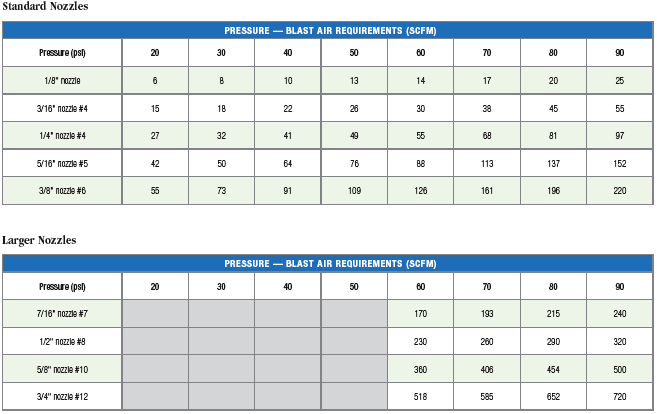
Reviewing these charts of the standard fed nozzles commonly used show several things:
 • The higher the pressure the greater the flow. It is important to note that for every application there is probably an optimum inlet pressure that will provide the most effective coverage pattern and media impact to deliver proper production levels and quality surface treatment.
• The higher the pressure the greater the flow. It is important to note that for every application there is probably an optimum inlet pressure that will provide the most effective coverage pattern and media impact to deliver proper production levels and quality surface treatment.
• Running the nozzles with a good pattern and impact, may well allow running fewer nozzles with each at lower blast time.
• Efficient operation and testing will identify and implement the proper blast media, nozzle size and alignment for each operation.
• Shutting the air off when not in use is important.
Nozzles which use less compressed air:
Suction Blast Nozzles or Venturi amplification Blast nozzles
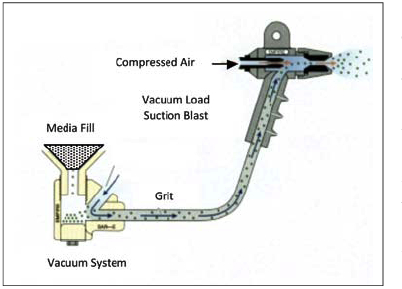 The suction blast nozzle utilizes a Venturi driven vacuum inside the nozzle to pull up the blast media and to also carry it into and join the compressed air stream to impact the work piece. In effect the air used to deliver the media to the blast stream becomes part of the blast stream thus limiting the amount of compressed air used. Unlike Venturi vacuum generators often use in packaging where the compressed air used to generate the vacuum is “lost”, this system loses no air and amplifies the air stream with Venturi generated ambient air. This uses less air to do a similar job.
The suction blast nozzle utilizes a Venturi driven vacuum inside the nozzle to pull up the blast media and to also carry it into and join the compressed air stream to impact the work piece. In effect the air used to deliver the media to the blast stream becomes part of the blast stream thus limiting the amount of compressed air used. Unlike Venturi vacuum generators often use in packaging where the compressed air used to generate the vacuum is “lost”, this system loses no air and amplifies the air stream with Venturi generated ambient air. This uses less air to do a similar job.
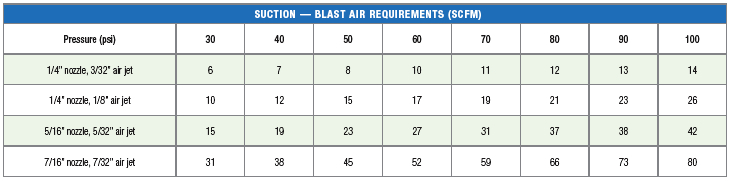
 You can see form this list of nozzles that these Venturi type do not cover as great a range as the pressure type, however, in the world of small to medium sized blast cabinets they cover the usage area very well.
You can see form this list of nozzles that these Venturi type do not cover as great a range as the pressure type, however, in the world of small to medium sized blast cabinets they cover the usage area very well.
Looking at our example 5/16” nozzle class, the 5/16” nozzle with a 5/32” air jet uses only 37 scfm of compressed air versus 113 scfm of compressed air with the pressure blast nozzle. This is over a 30% reduction in compressed air usage.
On a recent audit in a glass bottling plant there were three blast cabinets in the mold shop. They were used to clean up the molds as required, all equipped with five standard pressure nozzles each.
At the operating pressure they used 88 scfm at 60 psig inlet pressure and run an average of 45% utilization.
Estimated operating costs:
(15 nozzles) x (88 scfm) = 1320 average scfm
Estimated input kW cost:
246 kW X .10 X 8760 X .45 = \$96,973 per year
Investigation revealed we could run almost all the work just using three nozzles each with “tested” Venturi amplified nozzles (27 scfm each at 60 psig).
Estimate new operating costs:
(3 nozzles) x (3 units) = (9 nozzles) x 27 scfm = 243 scfm average
Estimated input kW costs:
45.3 kW x .10 X 8760 X .45 = $17.857 per year
Estimated annual electrical operating savings = $79,115 per year
Some Pertinent Comments:
• The Venturi amplified nozzles is a great tool and where it can be used they offer very good performance. In most industrial applications we have reviewed the results are very comparable to pressure systems. Sometimes with less productivity (i.e. slower). The air and the blast media re applied at lower velocities which account for this. In some cases the required media impact areas exceed this technology. The potential savings makes it worth a close look and trial.
• Next to “air left on”, over run nozzles are the second biggest waste of compressed air. When you next ask the operator “How are your nozzles?” and he says “Great!” your might inquire “Define Great?”
• If he says “I’ve run these over 10 years and they still keep going, I’ve not had to change them yet” you have stumbled upon an opportunity.
There are many more types of nozzles then described and many different materials used.
Pressure Blast Ceramic Pressure Blast Carbide Suction Blast Venturi
Ceramic nozzles are the least expensive with the shortest life. Various harder materials are used (Carbides, Boron, etc.) to offer longer life. NO NOZZLE SHOULD BE RUN BEYOND 20% WEAR (INCREASE IN DIAMETER).
Beyond 20% wear the nozzle is not only using much more air, but also is most likely not delivering an effective pattern. Changing nozzles effectively will decrease blast time and increase blaster efficiency and material removal.
The point of this article is not how to select and use a sandblaster but to make the reader aware of the opportunities beyond the obvious leaks that abound in every industrial application.
For more information please contact Don Van Ormer [email protected], Air Power USA, Tel: 740-862-4112, www.airpowerusainc.com.



