Steel mills come in many sizes and shapes. Since the Iron Age, man has improved the conversion of iron ore into a myriad of steel products. Thousands of alloys, grades, and shapes are manufactured in specialized plants. Broadly speaking, they can be divided into four categories, by SIC code:
- 3310 Steel Works, Blast Furnaces & Rolling & Finishing Mills
- 3312 Steel Works, Blast Furnaces & Rolling Mills (Coke Ovens)
- 3317 Steel Pipe & Tubes
- 3320 Iron & Steel Foundries
The steel mill in this article is a rolling “minimill,” a facility that melts scrap recycled steel and produces rebar for the construction industry. It fits in SIC code 3310. There are many plants like this all over the world, providing an environmentally sound service and product for their local community. They recycle waste steel from local sources and support local infrastructure projects with rebar, using electricity generated locally.
Besides the huge electric load for the arc furnace (which is an awesome thing to behold!), the next largest electric load in a rebar minimill is the compressed air system. Not only is it a high operating cost, due to large loads to move heavy products, but it is essential for continuous operation of a mill that operates 24 hours a day, seven days a week. As in any heavy manufacturing process, compressed air is the “muscle of manufacturing,” powering automation machinery that does what oxen, men, and steam power used to do. And do it far more humanely, productively and efficiently.
Upgrading a compressed air system project for a rebar minimill is not a simple project. The right team is key to success. Real system upgrades require a real team that maps to the real organization and the plant’s real technical challenges. This article will discuss a comprehensive, \$1.4 million project Compression Engineering tackled.
Understanding Organizational Challenges
No business is “perfect,” particularly steel manufacturing. In the United States, most organizations have dual challenges of consolidation and disaggregation at the same time. They are part of a large national or global corporation, which affects policies, practices, and budgets. But they get no central support for making projects happen.
Local plants operate independently from a functional and resource level, yet have corporate oversight that usually hinders more than helps. Historically, most of the early plants built in the United States were individually owned and operated, making decisions about staffing and budgets locally. A plant had a “plant engineer,” whether that person was a degreed engineer or not. A plant engineer in a steel mill was a craftsman of the art of making that particular type of steel. Their job was to optimize production and support operations and maintenance with engineering skill. Often, they had the support of a corporate engineering group with specialty skills. Design of new facility improvements was largely done in-house. If a plant engineer needed to buy something, the process was streamlined for approval and purchase. Vendors and the plant engineer had a flexible teamwork, and everyone knew their place.
Through consolidation, acquisition, and regulation, many steel mills have become loosely aggregated pieces of a large company, with fewer local resources. Smaller plants like rebar plants might not have local engineering. Those large enough to have facility engineering staffs tend to focus them on project management rather than design.
Engineers often are absorbed in non-value-added administration and meetings, making it necessary to outsource engineering design and analysis. However, the purchasing systems of these companies are usually not set up well for outsourcing engineering, and tend to be dictated by the mother company’s policies pushed down on the local plant. They have gotten more and more restrictive on terms and conditions, insurance, safety, etc. This makes the list of companies that can be utilized for outsourced services smaller and smaller. Furthermore, turnover of in-house project engineering staff make it difficult or even impossible to maintain a corporate memory of how systems work (or don’t work) and have been modified.
Two Operations in One
The steel mill discussed in this article is two operations in one, a scrap recycling plant, called “Melt”, and a rebar mill, called “Rolling Mill”. They had no local or remotely available facility engineering staff. However, they have a loyal and technically knowledgeable Rolling Mill maintenance supervisor who was able to get a project approved, and a mechanical supervisor who was able to manage the project.
Melt had their own maintenance management, but stepped back and allowed Rolling Mill to provide them air and run the project. This was key to success. Without centralization of authority and responsibility, the system could have easily become “Balkanized,” with two separate project approvals, systems designs, and projects. Consolidation of decision-making was far better, providing one infrastructure for the entire site, at a maximum reliability and efficiency for all.
The purchasing system of this plant was dictated by a major corporation, requiring terms and conditions that were quite difficult to meet. This caused at least two of the equipment vendors contacted during the audit phase to back out. Fortunately for the plant, the remaining vendor who could comply with the Terms and Conditions (T&C) was very capable. Also, the local plant had enough discretionary funds to purchase some engineering assistance and instrumentation outside the primary contract with the equipment vendor, using very reasonable T&C that a small firm could comply to.
The“Unofficial 3 Levels" of Compressed Air Best Practices Systems – Webinar RecordingDownload the slides and watch the recording of the FREE webcast to learn:
|
Addressing System Complexity
The compressed air system was complex, and ran the entire mill, so all parts of it needed to be addressed at the same time to maximize benefits. The system at this minimill was composed of three 440 hp lubricated screw air compressors, one 6,000 scfm heatless regenerative dryer, 12,000 gallons of storage and an automation system as shown in Figure 1. On an initial scan, this appears to be an efficiently designed system. It has multiple air compressors, controls, adequate storage, and potentially efficient drying. However, a detailed audit revealed there was over 2,175,000 kWh/yr ($149,000) per year of savings opportunity, just in the supply side!
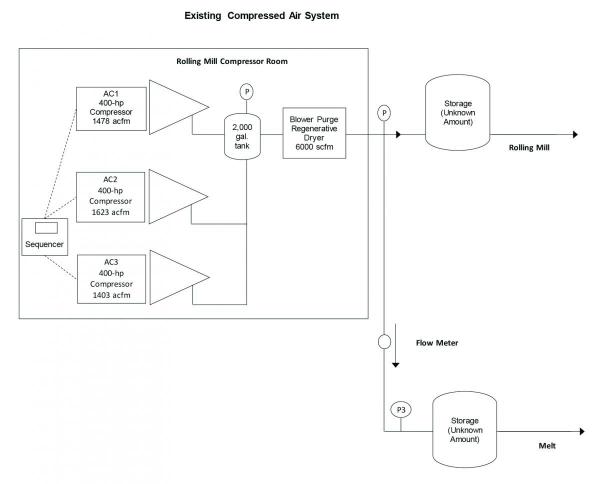
Figure 1. Compressed Air System
Maintenance management was completely unaware of the energy savings opportunity, and brought in a consultant to attempt to find some cost savings, while addressing their primary reliability concerns:
- No air compressor redundancy. All three air compressors ran during production, so routine repairs were difficult or impossible. This contributed to their reduced performance. When new, these air compressors offered the best efficiency available, but as operated, two of them had reduced efficiency.
- No dryer redundancy. One large dryer, which had controls problems and poor performance, also had obsolete parts. As such, it could never be shut down for maintenance.
- Poor compressor room layout. All three air-cooled air compressors were jammed end-to-end in one dark room, with only about three feet of clearance between the air compressors and the walls. Restrictive ducting brought cooling air in and out.
A future article will describe the audit and findings in more detail. Certainly, there are multiple ways to address the concerns, including repairing and retrofitting the existing equipment. In this case, the mill wanted new air compressors, so a new project was justified on both a maintenance and energy basis.
These challenges were overcome with a new centralized, efficient system design. Savings were verified with our independent audit. The system ended up saving \$136,000/yr in electricity, representing 91% of projected savings. The post-audit flow calculation aligned perfectly with the calculated baseline flow (without dryer purge peaks), so the air compressors were sized to operate in their sweet spots. The improved system has the following components:
- (1) 400 hp VFD-driven 2-stage oil-lubricated screw air compressor, remote air-cooled cooler.
- (2) 300 hp fixed speed 2-stage oil-lubricated screw air compressors, remote air-cooled cooler.
- 3,000 gallon wet storage and 3,800 gallon dry storage.
- Mist eliminator.
- Dual drying system, regenerating for winter and refrigerated for other months.
- Master control system.
Total project costs, including the new compressor room, were about \$1,401,000. A utility incentive was about \$537,000, and the final payback for a completely new, 20-year life system was six years.
Effective Project Management
How could a complex project like this be identified and approved in less than six months? How could it be accomplished in only 15 months and without an engineering staff on site? There were some key players and other factors that made the difference:
- The rolling mill maintenance superintendent and mechanical superintendent.
- Local utility Seattle City Light.
- Utility Demand Side Management program: Bonneville Power Administration Energy Smart Industrial.
- Equipment supplier: Rogers Machinery Company, Inc.
- Technical consultant: Compression Engineering Corp.
Here’s a chronology of the process that led to the success of the project:
1. Meetings with utility and DSM program, selection of audit firm
The plant had enough concern about their system that they had planned on hiring a consultant to do a study. When they discovered the consultant would be funded by the utility, a study was initiated. As described, the detailed study resulted in significant findings, which were acted on. Just pausing here to reflect on the value of an independent study, or “audit.” The dryer findings particularly, with their impact on air compressor sizing and reliability, would probably not have been discovered, and air compressors sized to meet the false peak of 4,400 scfm would probably have been sized. A typical study that was part of an air compressor distributor’s sales team would probably not have been done so thoroughly as this was a custom audit. Some air compressor dealers have really improved their audit teams, however, so my bias (as an independent) might not seem fair to some. If you prefer getting an audit from them, I recommend you check with your utility DSM program to get an objective assessment of their capabilities.
2. Audit
After a scoping visit, a detailed plan was developed for the supply-side audit. A plant down time was selected to start the audit, so testing of air compressors and dryers could be done. In an air compressor replacement audit, actual air compressor capacity is valuable to develop, if possible. Since there were no flow meter tap points, an innovative subtractive method was developed. A flow meter was installed on a vent, and each air compressor fully loaded during a steady leak load period, with pressure being constant. The air compressor with highest vent flow was the highest capacity, and was assumed to be at original specifications. The other ones were de-rated incrementally based on the lower vent flow needed to stabilize. In addition, crossover flow between Melt and Rolling was measured with a flow meter, to develop profiles for both sides of the facility.
After the baseline was developed, rigorous models calculated savings for each of the measures. Multi-point curves of performance curves, adjustments for alternate pressure, etc., are part of the analysis. A written report presented findings, savings, system improvements, budgetary costs, and economic analysis. Options for centralized and split Melt/Rolling Mill systems were developed. Fortunately, the plant chose centralized.
3. Design
The plant maintenance supervisor contracted with Compression Engineering and their contractor to develop piping, mechanical, and control logic design. This was delivered to Rogers Machinery Company who designed and built custom packages. Special requirements for motors, starters, controls, and remote coolers were incorporated.
4. Purchase and fabrication
The supplier had to manage a complex process of purchasing hundreds of components, many of which had to be specified by engineers who specialize in air compressor system design, and assemble and test large, complex air compressor skids. Rogers Machinery Company did a commendable job. There were some startup challenges and components that had to be replaced, as there are on many complex projects, but they were addressed quickly.
5. Construction
The rolling mill mechanical supervisor did a fabulous job running the construction side. A new transformer had to be installed, building modifications made, complex piping installed, machinery installed, and controls installed. Great pains were made to make sure the old air compressor system (and a dryer) was available during the testing period of the new system.
6. Testing and Commissioning
Compression Engineering developed plans for and supervised performance tests at Rogers Machinery Company for the air compressors and in the system. The old system was left in place so full off-line testing could be conducted, using false loads. Controls were tuned based on peak and minimum flow, and transitions in between. Dryer switching algorithms were refined and tested. This is an essential part of the process. Without properly supervised and implemented system commissioning, over half of the savings would have been left on the table. A typical utility-contracted energy engineer (not a compressed air expert) doing typical measurement and verification (M&V) after the vendor was done would not have known how to “commission” the system. We have found that without a compressed air expert energy consultant involved in commissioning, prior to M&V, the project performance will not be achieved as projected.
Lessons Learned
This article discussed organizational challenges, system complexity issues, and project management issues of a comprehensive compressed air supply-side project in a steel minimill. Here are lessons learned:
- If plant facility engineering staff is not available, an “outsourced” engineering process is needed. First, an audit, then design, and finally commissioning. If a facility/plant engineer is available, the auditor can and still should be involved, but would partner with the engineer. They usually still need outside help.
- If purchasing and/or payment term requirements are stringent, select the one vendor who can meet them and supply everything identified in the audit, and be able to test it thoroughly. If you can purchase from multiple vendors, you might have more financial leverage, but there could be less technical support and potential conflicts and gaps.
- Consider VFD air compressors with sufficient swing capacity to cover normal variances in airflow during production, without “bumping” base-load air compressors.
- If regenerative blower-purge dryers are used, turn off the cool-down purge and trend the dewpoint. It is unlikely that this will create a problem, but the trending would show if it did.
- Perform thorough testing at the factory where the air compressors and dryers are built and as a system. Keep the old system in place if possible until the new one is completely tested and running the plant for months.
- Use a qualified, expert compressed air consultant for the initial audit, system design, and commissioning. The consultant needs to be very experienced in systems evaluation, analysis and design. There is a place for a simplified audit that a sales engineer can do themselves. A system of this size and complexity is not one of them.
For more information, contact Tim Dugan, President of Compression Engineering Corporation tel: (503) 520-0700, email: [email protected], or visit www.compression-engineering.com.
To read more Steel Industry articles, please visit www.airbestpractices.com/industries/metals.



