Enduron is a family-owned metal alloy fabricator located in Winnipeg, Canada. The company specializes in fabrication of precision assembled customized parts for OEM’s and system integrators. Since 1997 the company has steadily grown in size and capacity as the demand for its high quality fabrications has increased. Through the years, many new CNC machines, laser cutters and powder coat painting operations have been added, but with all the expansion the facility has amazingly kept the plant compressed air consumption low. This has been achieved by following excellent “best practice” compressed air efficiency principles and by keeping watch on system waste. The regular use of ultrasonic leak detection and flow metering equipment has kept leakage levels low, and has even yielded some surprising results in some areas unrelated to compressed air.

This VSD air compressor varies the speed of the internal screw to match the flow output to the load.
Background
Richard Klassen, the company President since 1997, first contacted the local power utility Manitoba Hydro about his compressed air system in the in 1999. “When Manitoba Hydro first advertised the Power Smart program and offered to come in and show us how to reduce our energy consumption, it seemed too good to be true. Why would a company try to reduce its sales?” said Klassen. “I tried them anyway, and found they keyed in pretty quickly on easy ways to save energy. They showed us how we could use our existing air compressor equipment better and start saving money right away. That was over 15 years ago.”
At the time, the compressed air system consisted of two small 10 hp reciprocating compressors. Both were maintenance headaches. The plant load had increased to the point the compressors were regularly exceeding the maximum rated duty, causing low pressure events, and these units were often overheating. The hot, oily air the machines produced was difficult to dry and filter, causing air quality problems in the plant.
It was decided the plant compressed air system would require an upgrade and capacity increase. After checking with suppliers, a small 30 hp lubricated screw compressor was selected with a similar sized cycling refrigerated air dryer. “We outgrew our compressor, and when we upgraded I made the mistake of not consulting with Manitoba Hydro when buying a new compressor,” said Klassen. “The result was plenty of capacity, but a much higher cost of operation.”
Findings
After the installation, Manitoba Hydro was invited in to assess the efficiency of the new compressor. Data loggers were placed to measure and calculate the system power input, and the resulting plant pressure levels. From these measurements a system auditor was able to determine the system was consuming about 253,000 kWh or almost five times the consumption of the previous reciprocating compressors, accounting for 40% of the total plant electricity consumption.
These results were unexpected, but not uncommon in systems converting from reciprocating to screw compressors, especially systems having lightly loaded screw compressors running in inefficient control modes. The explanation of the reason for the change is shown in Figure 1. This is a simplified power vs. flow curve of various air compressor control types. The previous compressors were running in start/stop mode. This mode has a very linear power turn down when the compressors produce flows below their rated capacity. The new compressor, however, was being run in modulation mode, the least efficient way a lubricated screw compressor can run (Figure 2). “After the assessment Hydro came in again and showed us how an oversized surge tank and regulator valve could get our costs down again. We did not make the same mistake when we upgraded the next time,” said Klassen. “They helped us understand what was new, what was working, just as important, what technologies were reliable in our environment. He also suggested we separate the air system into zones and install shutoff valves to isolate leaks quickly.”
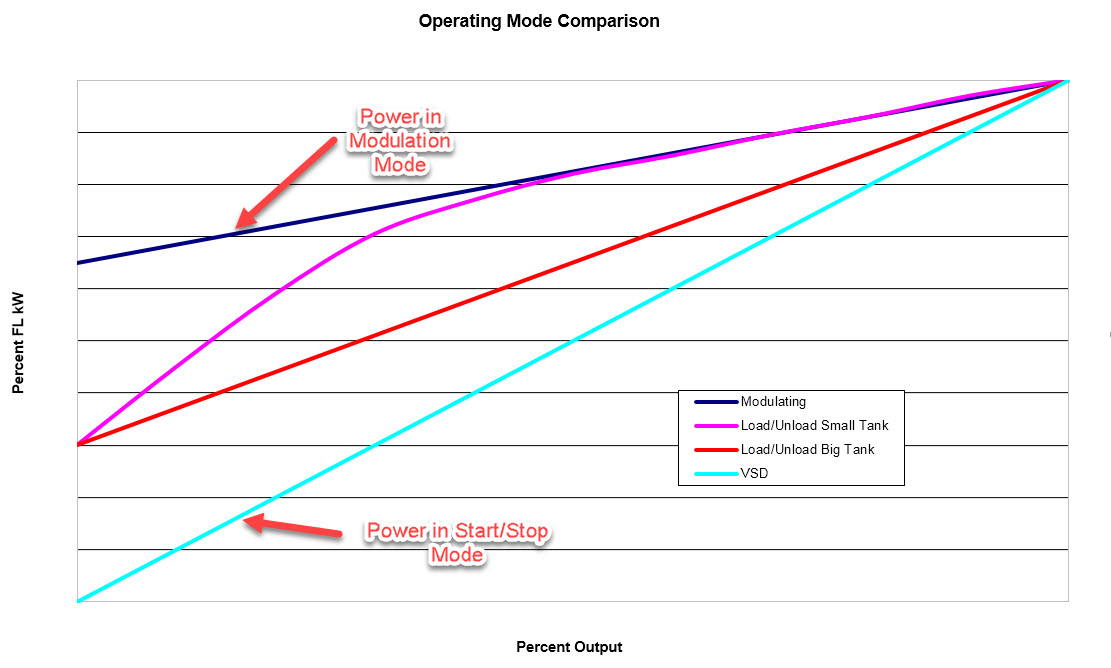
Figure 1. Energy input for reciprocating air compressors in “Start/Stop” mode is much lower than modulation mode.
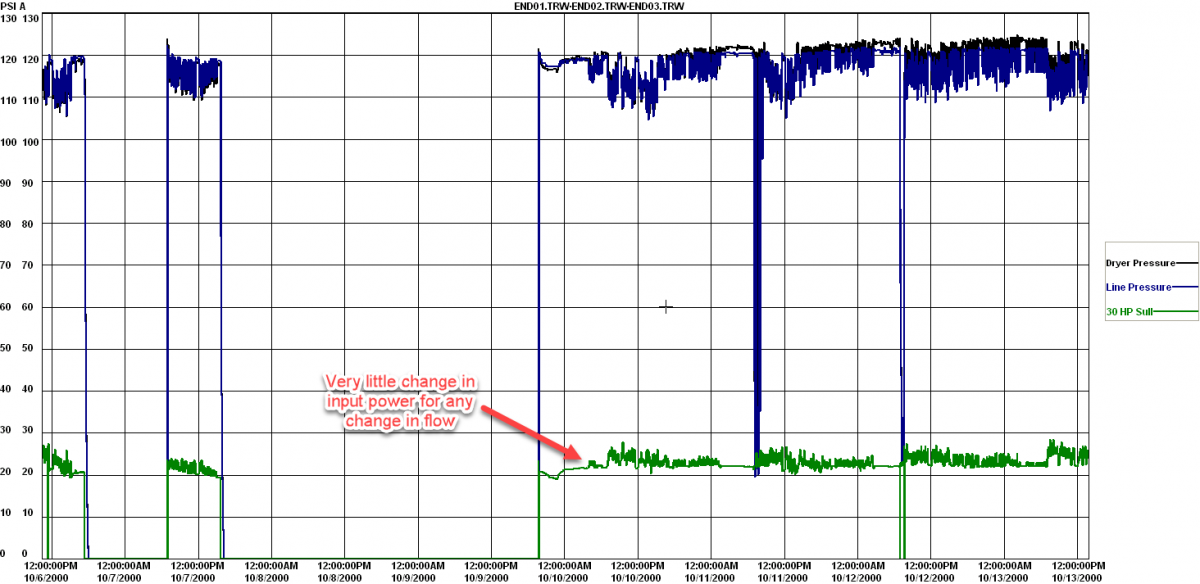
Figure 2. In modulation mode, the input amps change very little for any change in flow. Click here to enlarge.
Energy Projections
The energy auditor reviewed the data and found savings could be gained if the compressor control mode was changed to load/unload. However, before this could be done some extra storage receiver capacity needed to be added. As seen on Figure 1 the power curve for load/unload operation with a small tank is not much more efficient than modulation mode. The auditor recommended storage capacity of about 1,200 gallons total, about 10 gallons per cfm output of the compressor. This level of storage slows down the load unload cycles significantly, allowing less compressor blow downs per hour, reducing wasted power consumption.
Further to this, the new compressor controller had a built in algorithm allowing some start/stop operation during light loads. This reduces the compressor unloaded run time and lowers the overall power consumption. Operation in this mode requires a wide pressure band at the compressor discharge, about 20 to 30 psi, affecting the operation of compressed air powered processes if allowed to reach the plant. Therefore a pneumatically controlled pressure/flow control valve was recommended to limit the plant pressure to no higher than 98 psi. This device stabilizes the pressure and provides savings in artificial demand. Feeding unregulated compressed air demand pressures higher than necessary causes artificial demand. The auditor estimated these measures, along with leakage reduction, would reduce the compressed air system energy consumption by 50%.
Figure 3 shows the operation of the compressor with the large storage and pressure/flow control. The swing in discharge pressure was limited by the pressure rating of the compressor. The discharge pressure can be no higher than 125 psi, the maximum full load for the compressor, and no lower than about 100 psi, the minimum required plant pressure. The compressor operates in load/unload mode when conditions dictate starts per hour would exceed 4, but the control allows some shutdowns where possible. These immediate shutdowns limit the power wasted by running in the unloaded condition, consuming about 35% of air compressor full load power, even while producing no compressed air.
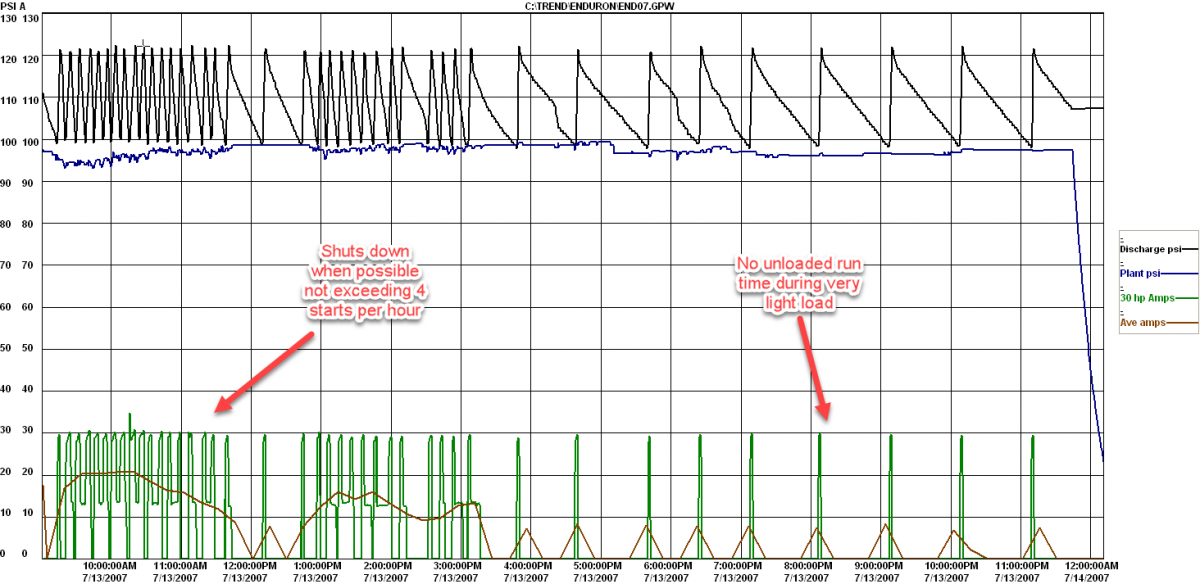
Figure 3. Adjustments to the settings and additional storage capacity allowed the air compressor to shut down between load cycles. Click here to enlarge.
Verification
After the installation of the receiver and flow controller, data loggers were again placed on the system and it was determined the actual savings were 63% of previous operating costs, higher than expected. In addition to the changes due to the better control, the plant personnel had repaired leakage to a low level, and reduced the air compressor operating hours by turning off the air compressor when not needed during evenings and weekends. Installation of a cycling refrigerated air dryer also contributed to the savings. As a result Enduron received a significant financial incentive from Manitoba Hydro, making the overall project simple payback less than two years.
Ongoing Flow Maintenance
Since the early stages of the project, Richard Klassen had become aware of the high cost of compressed air, knowing a typical air tool consumes about seven to eight times the cost of a direct drive electric tool. He was also keen to keep his leakage levels low so he could minimize his compressed air costs and keep the size of his air compressor small. Many times production workers requested compressed air powered hand tools for particular processing functions, but after determining the energy costs the typical decision was to use electric tools in most areas of the plant, where possible. Plant maintenance personnel also took full advantage of their power utility’s ultrasonic leak detector loaner program, borrowing the units for a focused leak detection blitz on a regular basis.
Through the years, the success of the company has required some building expansions and some significant production machine additions, however, rather than increasing the size of their air compressor, the company has actually found it possible to decrease the total air compressor horsepower size.
VSD Installation
The original lubricated screw air compressor was a low cost unit with a limited lifespan. After a number of years, Enduron started looking for a newer and more efficient version. Additional data logging showed despite the additional storage the load/unload air compressor control still allowed the air compressor to consume about 39% of its power in the unloaded state. In the old days not much could be done about this, but technology changes made it possible to improve significantly. Their air compressor supplier was offering a VSD version of their higher quality air compressor line.
This looked attractive to Enduron, especially when considering the power utility would support the change with additional incentive funding. A smaller 25 hp variable speed drive controlled air compressor was purchased for the main air compressor in the plant. The VSD unit varies the speed of the internal screw to match the flow output to the load, keeping the pressure constant, and at the same time eliminating any unloaded air compressor operation. The installation took place with no additional equipment upgrades required, as much had been done previously, and saved an additional 62% from the previous base case for a project payback of 1.7 years.

A pressure differential of about 10 psi is maintained in the large storage tank in case of a high flow event exceeding the air compressor’s capacity.
A variable speed drive air compressor did not need such large storage to run efficiently, but having a tank of such large size and the pressure/flow controller, was of good benefit to the operation of the Enduron system. The plant load profile has a few transient high flow events during peak production periods. In a typical system with small storage, these events would cause the need for a second air compressor to be operated, increasing peak electricity demand charges and consuming extra energy. But, since a pressure differential of about 10 psi is maintained in the large storage tank, if a high flow event exceeds the capacity of the air compressor the air can be supplied from storage without running any air compressor. Figure 4 shows how this happens with no low-pressure event experienced in the plant.
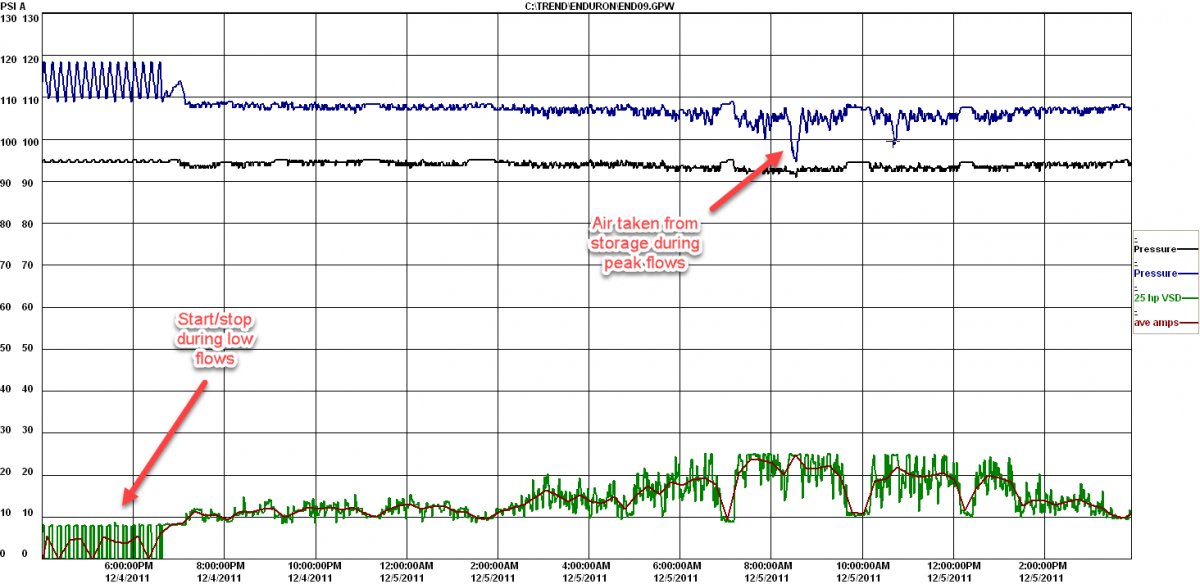
Figure 4. Use of larger storage allows the air compressor to turn off between cycles at light loads, saving power. Click here to enlarge.
Flow Metering Benefits
As part of the verification of the second project a thermal mass flow meter was installed and funded by Manitoba Hydro to keep an eye on the total system flows. This meter was found to be an excellent tool to track compressed air usage and measure plant leakage, with leakage repair initiated whenever the flows during non-production hours increase to unacceptable levels. “Hydro recommended we install a flow meter on our air supply system and he helped us find a suitable one,” said Richard Klassen, “We were surprised how much our system leaked.
The valved zones and an inexpensive ultrasonic detector he recommended help us track down the causes right away. Our leak rate dropped significantly and stayed low with constant attention. We were also surprised by how much air certain applications used. For example we used a compressed air bubbler to agitate a chromate pretreatment dip tank bath. When we realized how much air it used, we started to investigate a more energy-efficient agitation system, and along the way asked the chemical supplier for a recommendation. They said agitation was not required, and air bubbles actually shortened the life of the bath. Tests confirmed agitation was unnecessary. We turned off the bubbler and reduced our air consumption by 6%. That really adds up over time.”
Enduron found another excellent use of these meters, in monitoring their nitrogen and other welding gas usage. “We decided to try flow meters on our Nitrogen system for the laser cutters. These are high-pressure, specially calibrated versions of the compressed air meter, so they were more expensive. As soon as we installed them, we found a stuck valve on one laser had been suspicious for about two weeks, and slow leak on the other had been there since the machine was installed.” said Klassen. “The payback on the flow meters was less than two months. Our next step is to figure out how to monitor the flow meters remotely and send a message when the flow rate is outside of operating parameters. That will allow us to find problems much quicker in the future.”
Ongoing Monitoring
From time to time the operation of the plant air compressors were monitored to ensure the efficiency of the system was maintained. Recently Richard Klassen was reviewing his plant electrical loads to determine if there was any addition potential to save energy. In measuring the operation of the VSD air compressor he noticed some higher than expected amp draws during non-productive loads. As a result, a compressed air auditor placed data loggers around the system. The data loggers showed there was a problem with the way the air compressor was adjusted. The unit had started to modulate at low flows, significantly affecting the efficiency of the air compressor. Adjustments are possible and the air compressor was returned to the previous condition. This is a good reminder of the value of regularly checking the operation of any system.
Conclusions
Based on these findings we can form the following conclusions:
- Conversion from reciprocating to screw air compressors can cause a significant increase in compressed air consumption.
- The use of modulation control is inefficient.
- Addition of large storage and operation in load/unload mode can save significant operating costs.
- Use of VSD control can save even more.
- VSD air compressors can benefit from the installation of large storage and pressure/flow control, where peak flows exceed the capacity of the air compressor.
- A focus on load reduction and leakage repair can reduce the size of the required compressor and keep compressed air operating costs low.
- Flow meters are very useful tools for tracking compressed air and other gasses.
- Ongoing compressed air monitoring can detect problems with the system requiring intervention.
For more information contact Ron Marshall, Marshall Compressed Air Consulting, tel: 204-806-2085, email: [email protected].
For more Metal Industry articles visit www.airbestpractices.com/industries/metals.



