Modern Sawmills: Fast Production with Zero Waste
When some people think of a sawmill, visions come to mind of rough and tough men felling trees with handsaws. Horses then pull carts of logs laboriously to the mill, where steam or diesel powers the sawmill. I personally always throw Paul Bunyan and Babe (the blue ox) into the image as well!
Pushing the old stereotypes aside, one might be amazed at what goes on behind the walls of a modern sawmill. Production levels are staggering, with logs being turned into lumber at the rate of about one log every two seconds. According to Jon Pritchard,P.Eng., Manager Wood Products Engineering at Tembec, “The average large-sized sawmill in British Columbia puts out about 150-250 million board-feet per year. That can equal up to 2,500 rail cars of lumber per year, per mill.”
In a modern sawmill, nothing is wasted. Computers scan each log to accurately set the saws and cutter-heads. This ensures the last board-foot of lumber is squeezed out of each log. Portions of the log that are unsuited for lumber production are chipped for further processing elsewhere into pulp and paper. Even the sawdust is used - it is sent to other plants for processing into panel products such as Medium Density Fibreboard (MDF) or processed into fuel pellets for heating or power generation.
Stable Compressed Air Pressure Supports Increases in Production Speed
“Compressed air plays a big role in automating many processes in a sawmill”, says Mr. Pritchard. Compressed air is used to move material in the sawmill - whether it be logs weighing several thousand pounds or small sticks placed between tiers of piled lumber. Compressed air is used to control the movement of logs as they are fed past cutter-heads and through saws. Compressed air is used as blow-off to keep photocells clear of flying sawdust and as a mixer for saw coolant (where a mixture of water, oil and compressed air is fed to lubricate guided circular saws).
Sawmills, unlike many other process industries, do not typically use any “instrument air” because the sawmilling process does not lend itself to that style of control.

“As speeds in sawmills have increased, the criticalness of the availability of compressed air at a constant pressure, has correspondingly increased.” Jon Pritchard, Manager Wood Products Engineering, Tembec |
“The majority of compressed air usage in a sawmill, though, is in air cylinders - typically from 4-10” bore by 4” to 36” strokes”, according to Mr. Pritchard. In nearly all cases, air cylinders are controlled by automatic control and must be timed correctly to do their work properly—for example, to sweep a log off of a conveyor at just the right time to drop it into another conveyor. Air cylinders are also used to clamp feed-rolls onto a log that is to be held accurately for passing through a saw. Air cylinder timing is highly sensitive to air pressure fluctuations and whether volume is available to completely cycle the cylinder at exactly the required time. Mr. Pritchard continued, “As speeds in sawmills have increased, the criticalness of the availability of compressed air at a constant pressure has correspondingly increased.”
|
|
End Uses: Pneumatic Cylinders Used in the Sawmill
Pneumatic air cylinders are found all over the sawmill and are critical to most production processes. Mr. Pritchard, of Tembec, was kind enough to provide us with detailed descriptions of many of the uses of air cylinders throughout the sawmill.
Bin diverter cylinders on the lumber sorter
The lumber sorter has 70 bins where lumber is sorted into each bin by size and length. Each sorter bin is equipped with a bin-diverter cylinder that is 4” bore x 4” stroke. This sorter operates at about 100 pieces per minute and a bin-diverter cylinder must cycle fully for each piece sorted.

Each lumber sorter bin is equipped with a bin-diverter aircylinder that is 4” bore x 4” stroke.
Cant Optimizer Infeed Table and Outfeed
This machine center is called a “cant optimizer”. This is a juxtaposition of sawmilling jargon from two eras: the word “cant” is from the days of horse logging describing a log with two opposite flat faces sawn on it. “Optimizer”, a modern sawmill term, means a machine center that has computer sensors designed to measure the log, cant or lumber and decide the optimum way to cut it for maximum value. This two-sided cant needs to have two more sides sawn on it before it can be finally cut into lumber. The process of selecting just exactly where to place the two extra flat faces on the cant is done by the “cant optimizer”.
The cant has been scanned upstream by a computerized laser scanner and the locations for the optimized flat faces have been computed. The cant optimizer infeed table positions the cant by means of air-raised positioning pins - one of which can be seen in the foreground of the photo as the tallest pin visible. This pin is moved sideways by hydraulic servo cylinders to precisely position the cant over the transport chain, which is roughly centered under the cant. Once the cant is positioned, the feed table lowers slightly (on air cylinders) placing the cant in contact with the transport chain. The overhead air-powered press-rolls also lower to hold the cant against the transport chain and it moves through the chipping heads in the background. There is a 200 hp motor on each chipping head.
The final outfeed roll, behind the cant optimizer chipping heads, as a cant is passing through the process. These rolls are controlled by 6” bore, 8” stroke air cylinders.

The cant optimizer infeed table positions the cant by means of air-raised positioning pins.
The cant optimizer outfeed rolls are controlled by air cylinders that are 6” bore x 8” stroke.
Cut-off Saw Station “Log Kicker”
There is a belt out-feed, from a cut-off saw station, where the incoming tree-length logs are cut to standard lumber lengths of 20 feet and shorter. Once the logs are cut, they are moved into position to be fed through the next step in the process, which is to debark them. The “log kicker” pushes the moving log off of the belt at just the correct time to land on a “transfer deck” - another conveyor which moves the logs transversely. The air cylinder used is an 8” bore x 12” stroke air cylinder.

The “log kicker”, at the cut-off saw station, uses air cylinders that are 8” bore x 12” stroke.
Debarker “Log Kicker”
This application at the debarker is similar to the cut-off saw station. This particular “log kicker” sweeps logs off of a belt that receives the debarked log from the debarker and deposits them in a “log bin” in preparation for being turned into lumber. This kicker is an 8” bore x 12” stroke air cylinder. The debarkers operate at about 300 to 400 feet per minute, depending upon the size of log they debark, and the “log kicker” must cycle 10-20 times per minute.

The debarker “log kicker” uses air cylinders that are 8” bore x 12” stroke and cycle 10 to 20 times per minute.
Hold-down Rolls on the Double-length Canter Infeed
Another air cylinder application is on the hold-down rolls on the infeed of the “double-length canter”. It is a machine that has a log infeed that is roughly “two log lengths long” - therefore the “double length” designation. What is happening here is that the log is carried on a wide chain (with cradles attached) transporting the log towards the chipping heads. As the log proceeds down this double-length infeed, the overhead rolls sequence down to hold it firmly onto the chain without disturbance. They then lift gently off the log before they would “fall” off the end of the log as it passes by. The log is passed by computer controlled log scanners which sense the diameter of the log every inch or so down the length of the log and also sense if the log is straight or curved. This information is processed (as in the cant optimizer) to decide the best way to cut the log for maximum lumber recovery. The speed of this infeed system is about 600 feet per minute. Air cylinders are responsible to ensure that every one of the dozen or so overhead hold-down rolls sets down gently and the lifts off precisely (off of each log). About 20 logs per minute are processed through this machine.

Air cylinders on the hold-down rolls of the double-length canter infeed.
The Live Fence on the Sawmill Trimmers
The live fence is a device associated with the sawmill trimmers, where the sawn lumber undergoes a trimming operation to cut any defect off the ends of the lumber and trim it to normal lengths such as 8’,10’, 12’ up to 20’. This process is automated, with scanning systems looking for lumber defects and deciding the precise location to trim the lumber. The live fence automatically positions each board “endwise” so that it is properly positioned when it passes through the trim-saws. One design of live fence uses a set of three, 4” bore “stacked air cylinders” to achieve 8” of motion in 1” increments with combinations of cylinders with 1”, 2” and 4” strokes. The cylinders have meter-out flow controls. It is important to achieve accurate speed control of the cylinders without operating them too fast. The boards travel through the trimmer at 100 boards per minute, and this set of stacked cylinders must follow at that same rate.
Outfeed of a Machine Center
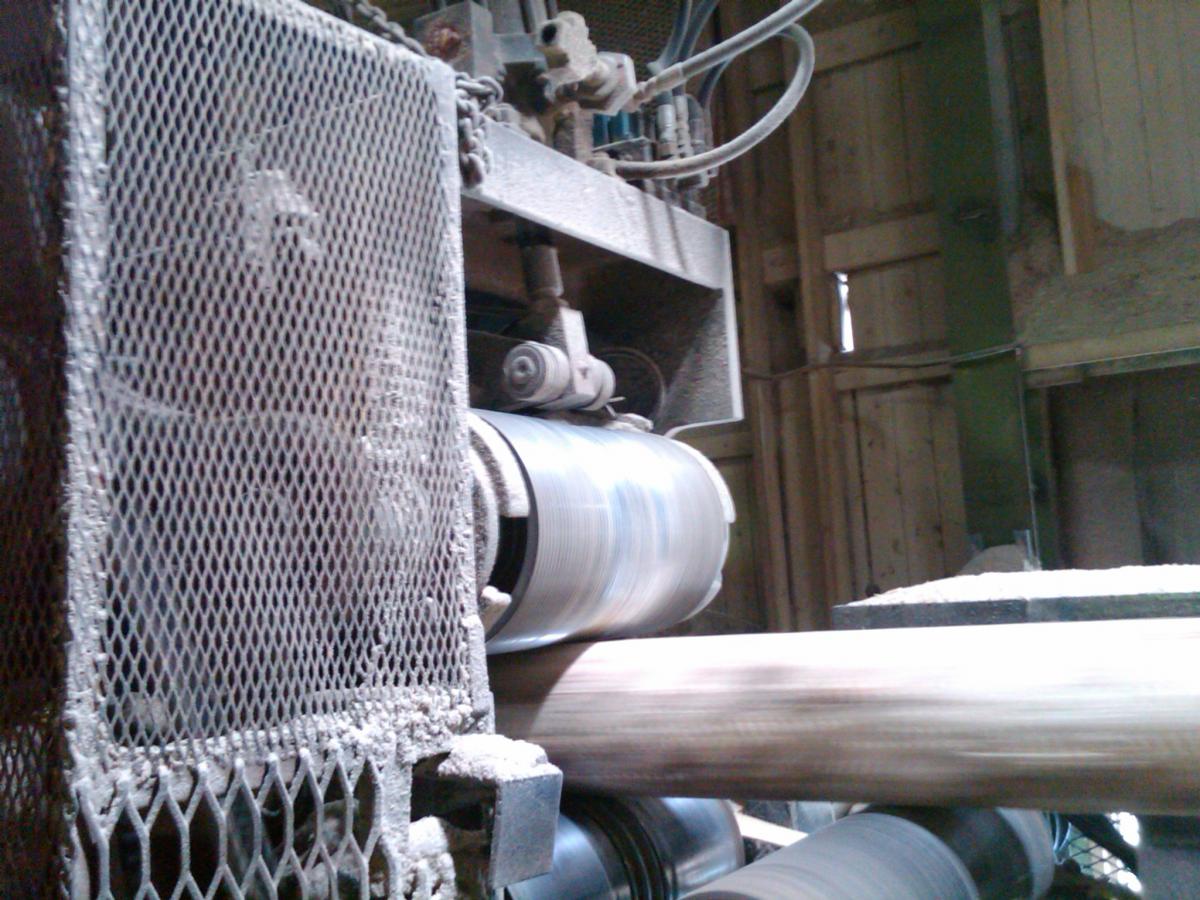
The outfeed of a machine center that chips the first two faces on a log, making a 2-sided cant. The log is carried on a unique chain that has a spiked top (called a “sharp chain”) which agressively holds the log. Additionally, the cant must be supported on the sides and top as it travels out of the machine. The rubber tires and overhead metal roll are all air-controlled.

The rubber tires and overhead metal roll, of this machine center, are all air-controlled.
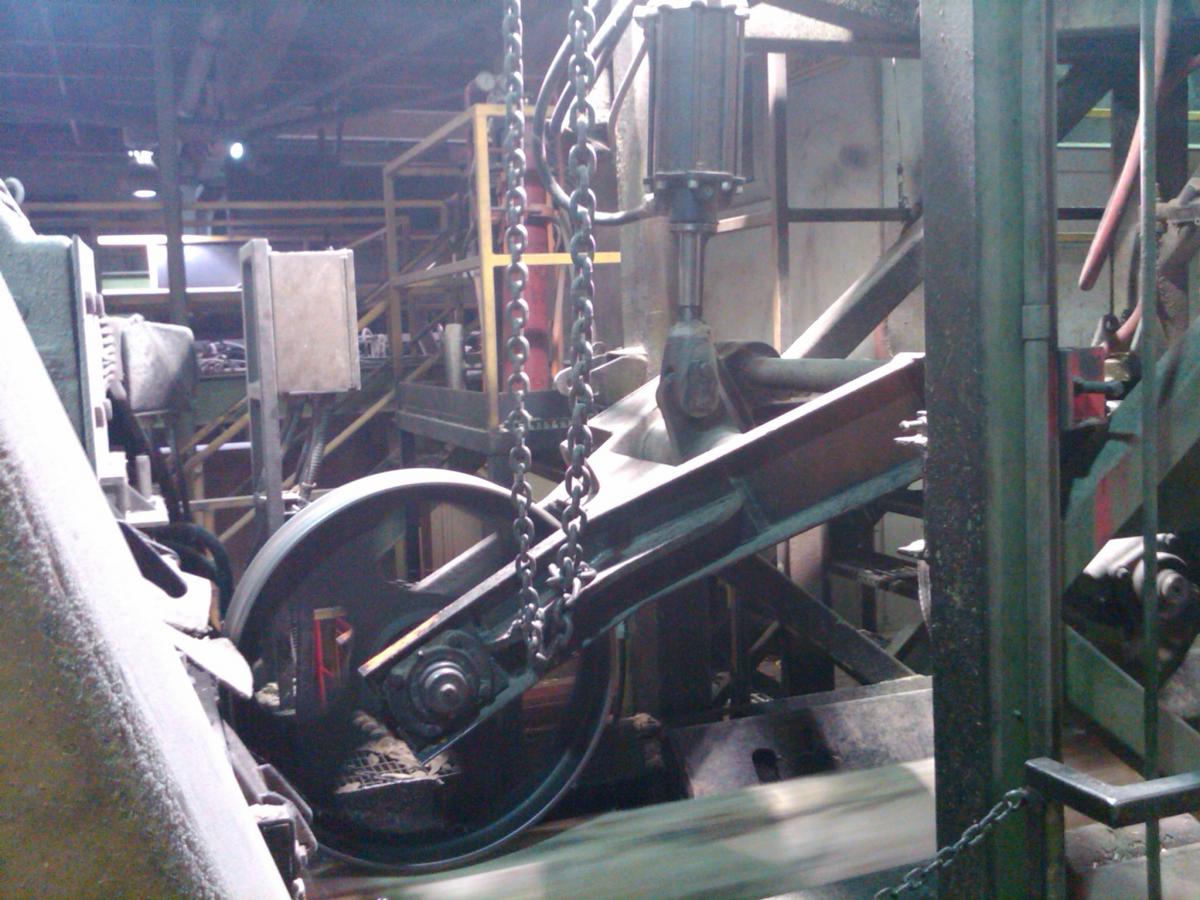
The Thumper Roll
This device is used to ensure that the logs are impaled onto the “sharp chain”, described in the prior machine center. It is a double-piston, 6” bore cylinder that is connected to a very heavy overhead feed roller. The roller is swung down onto the leading end of the log as it passes by the roller, hitting the log hard enough that it is impaled onto the sharp chain. The double piston arrangement is so that the roll does not come down so hard on small logs. One section of the cylinder extends when a small log approaches, reducing the total stroke of the cylinder to minimize damage to the log.

A double-piston, 6” bore cylinder impales a “sharp chain” to the logs.
The Ugly Roll
The ugly roll is just downstream of the thumper roll, noted in 8, above, and is situated to stabilize the log just as it enters the chipping heads. It is controlled by a 6” bore air cylinder.
The ugly roll, just downstream of the thumper roll, is controlled by a 6” bore air cylinder.
Typical Sawmill Compressed Air Systems
Most modern sawmills are all-electric and are generally fed with power substations in the 2-10 MVA size. According to Mr. Pritchard, “Compressed air is the largest single user of power in the sawmill. A typical large BC sawmill will have 600-1000 horsepower of installed air compressors.” Most installed air compressors are oil-flooded rotary screw compressors. Mr. Pritchard commented, “These air compressors are rugged and reliable, but not very efficient at part load.”
Sawmills are generally poorly heated, and since the logs processed through the plant are brought in from the outdoors, they can be very cold. When compressed air meets freezing cold, bad things happen with the water in the compressed air - it freezes. Mr. Pritchard stated, “Even in temperatures above freezing, the large volumes of air expanding through air valves into an air cylinder will result in problems with frozen air valves and poor air cylinder performance.” For this reason, the first level of sophistication in sawmills, before energy efficiency, was the installation of air dryers to improve the immunity of the air system to freezing ambient temperatures. The type of dryer usually employed in British Columbia sawmills is the dessicant-type compressed air dryer that can deliver compressed air dried to - 40 F pressure dewpoints.
Description of Tembec’s Canal Flats Sawmill Compressor System
The Canal Flats sawmill was built in 1971 and saw various forms of upgrading over the years. Its compressed air system started with four oil-flooded rotary screw air compressors and existed with few changes until the early 1990’s. Air energy efficiency was not an issue—all compressors ran on their own, with modulating valves controlling each compressors’ output. Things started to change, in the early 1990’s when the local power utility, BC Hydro, sponsored compressed air efficency seminars. The air compressors were converted to on-off operation and a PLC was employed to implement a rudimentary form of sequencing control with the air compressors.
A dessicant-type air dryer was installed to address the freezing moisture issues but the claims of the manufacturer were believed and the system had to be scrapped after three years of substandard operation. A new externally-heated, twin tower, dessicant dryer was installed in 1999 along with a very large pre-filter. The plant specifications of less than 2 psi pressure drop across the dryer and filter were easily met the second time ‘round.
This was the scenario that the Canal Flats compressor room was in when the BC Hydro “e-Points” program arrived at Tembec to push towards further compressor house efficiency. The compressor house consisted of:
- Four very old 150 hp oil-flooded rotary screw compressors
- One 100 hp oil-flooded screw compressor
- All five air compressors had the modulating valve systems removed and ran either fully loaded, unloaded and blown down, or shut off.
- The previously-mentioned rudimentary PLC system
- One externally-heated twin tower dessicant dryer with dewpoint control and inlet filter
- Water-cooled air compressor aftercooler to ensure the compressed air was below 70 F before introduction to the dryer
- Compressor oil coolers arranged to provide building heat to the sawmill during the winter and water-cooling during the summer.
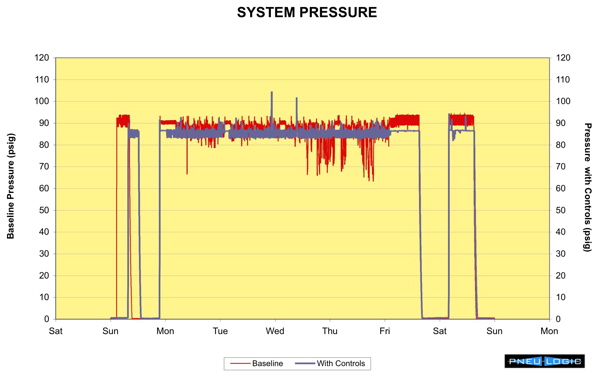
The rudimentary PLC control allowed large pressure swings in the plant, from a plant-stopping low of 75 psi to a power-wasting 120 psi. Plant personnel were unsure of how to handle this issue, but the traditional approach of adding more compressors was one of the options discussed.
The Project To Save Energy Begins with Pneu-Logic
With help from the local provincial power utility, BC Hydro, the Tembec team focused on the goal to eliminate the large fluctuations in air pressure while running the air compressors in a way that would reduce the energy costs of the system. Pneu-Logic, a compressed air management system company, was brought in to help meet the goals of the project.
The first thing Pneu-Logic recommended was a slight but important change to the scope of work. One thing that had been overlooked was the opportunity to operate the plant at a lower pressure than previously considered, and segregate the compressors into base load units, that operated at the lower pressure, and trim units that provided energy storage air for the demand controller. This change, which was cost neutral to the original scope, paved the way for further significant energy reductions.
Air Receiver and Demand Controller
The Canal Flats project began by fabricating a demand controller and purchasing a 10,000 gallon upright air receiver to act as a trim receiver. “We knew the demand controller would level out the pressure swings in the mill,” said Pritchard. He continued, “One way of looking at the demand controller and the large storage tank is that the combination of the two represent an computer controllable, source of air instantly available if there is a sudden demand for extra airflow into the plant.” This ability to deliver compressed air instantly, and at high volumes, for short periods of time is what makes a demand controller successful. A normal air compressor cannot react quickly to a sudden increase in demand because it must reload, if it is already running, and so the reaction to a demand event can take 15-30 seconds for oil-flooded rotary screw compressors.

Dusty Smith, P.E., (Director of Engineering at Pneu-Logic), stands in front of an air receiver installed to help deliver large volumes of compressed air instantly to meet sudden process demands.
Managing the Whole System
The Pneu-Logic PL-4000 compressor sequencing control system was selected to manage the whole system. The PL-4000 acts as a back-up for the demand controller by intelligently controlling both the operation and use of the demand controller, the air receiver and the air compressors.

The Pneu-Logic PL-4000 Compressor Sequencing Control System, being programmed by Eric Bessey, P.E, (Chief Project Engineer at Pneu-Logic), manages data from over 40 sensors in each compressor room at Tembec.
“We invested in the installation of the demand controller and the piping setup to allow any compressor to be set as the baseload and trim compressors,” said Mr. Pritchard. This required a fair bit of additional piping. “The Pneu-Logic controller required a fair bit of wiring since we added nearly forty (40) sensors in each compressor room.” The sensors were installed to monitor pressures, temperatures, flows and wattage drawn by the compressor motors.
Pneu-Logic was easily able to customize its controller to use and display the additional instrumentation that Tembec wanted to install. The sheer volume of data available was at risk of providing information overload, but Pneu-Logic arranged it to provide metrics that could be measured, tracked and reported. “For example, we didn’t know how many kilowatts were being used before and now we can look at each compressor to see how it runs loaded and unloaded,” said Pritchard. “Screw compressors tend to draw a lot of horsepower when they are idling, and, unfortunately, we have some compressors that are particularly bad for high idling horsepower. The Pneu-Logic system allows us to monitor each compressor and tune it individually for minimum unloaded horsepower, and then periodically check that the adjustment has not been lost. That’s a really important advantage, especially for our maintenance team. And it keeps stable compressed air at the mill at all times.”
“The Pneu-logic equipment holds the air pressure rock steady at our target pressure of 86 psi. We used to see pressure fluctuate all over the map,” said Pritchard. At less than about 75 psi, machinery would malfunction. At lunchtime it would sometimes reach 120 psi, which was a waste of power. A lot of the air used in a sawmill is by large air cylinders that are PLC controlled, and if the air pressure is different than what you’ve set the cylinder up for, the machine is either too slow or too fast. Productivity is aided by stabilizing the air pressure so cylinders operate as expected.” “We have chosen 86 psi as a starting point because there is a lot of historical data suggesting that we all want 100 psi to run a mill, but will accept 90 psi. Now we have full control of the pressure and will step it down in small increments over time as our confidence increases that we can really run properly at lower pressures.”
Conclusion
Pneumatic air cylinders play a major role in allowing a modern sawmill to produce at the high-speed production rates required. Stable air pressure is critical to allow the air cylinders to respond in a timely manner and avoid any production delays. Tembec’s Canal Flats sawmill worked together with BC Hydro and Pneu-Logic to eliminate pressure swings and to reduce their energy costs associated with compressed air. “There is no question there is a reduction in energy costs—even since the beginning of October 2008—when the system went on line,” said Pritchard, “The system used to draw about 500 kilowatts on a steady basis and now we see that the system drops to about 350 kW for significant periods of time. There is a 20% reduction in energy use in the compressor room. And, most importantly, we expect payback of this equipment in our case to exceed our initial estimates.”
Pritchard concluded, “I’m very happy that we chose Pneu-Logic as our system partner with this project. I was able to work closely with their engineering team, particularly Mr. Eric Bessey and Mr. Dusty Smith, to work out details and ensure our plants received what they needed. They did a very good job for us. There is no moss growing on those engineers.”
For more information contact Rod Smith, Compressed Air Best Practices® Magazine, tel: 412-980-9901.



