Introduction
This pharmaceutical plant spends \$265,100 annually on energy to operate the compressed air system at their facility. This figure will increase as electric rates are projected to be raised from their current average of 7.7 cents /kWh. The set of projects identified in the compressed air system assessment could reduce these energy costs by \$139,300 per year (52%). In addition, these projects could enhance productivity and quality. Estimated costs for completing the supply and demand-side projects total \$84,350, which represents a simple payback of 8 months.
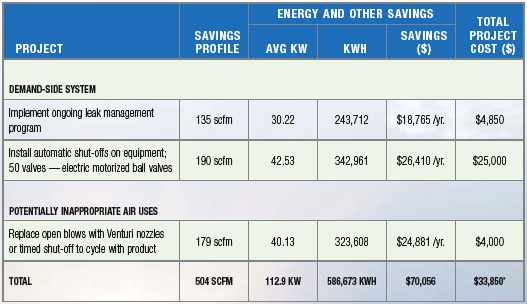
For this article, we will detail the demand-side projects identified at this pharmaceutical plant. The projects include implementing a leak management system, installing automatic shut-off valves on equipment, and addressing inappropriate uses of compressed air. The benefits to the facility are a compressed air use reduction of 504 scfm translating into a potential energy savings of \$70,056 per year.
* Costs do not include necessary supply-side compressor control adjustment costs.
SUPPLY-SIDE SYSTEM BACKGROUND
This pharmaceutical plant has been operational for forty-five (45) years. The compressed air system has been modified many times over the years.
The plant packages liquid and solid-type pharmaceutical drugs. The compressed air system is anchored by five Atlas Copco non-lubricated, two-stage rotary screw air compressors. The units are of various ages ranging from being manufactured in the mid-1970s to the mid-1990s. The units are one 100-hp unit, three 150-hp units and one 200-hp unit. They are all water-cooled with aftercoolers. They currently use plant-supplied 42°F chilled water for their system. All units are in good working condition.
The compressed air goes to a 2,100 scfm blower-purge desiccant dryer (with pre- and after-filters) and to a dry 2,200-gallon air receiver installed outside with a single point connector. The dry air goes through a non-brand pressure regulator/flow controller designed to hold a 2-psig pressure swing to the plant with a 4-psig pressure loss or drop at rated flow.
The compressor capacity controls are all controlled by a “custom-built” central control sequencing system installed in Allen Bradley hardware. There are operating problems with both the flow controllers and the control system.
Demand-Side Project #1: The Compressed Air Leak Survey
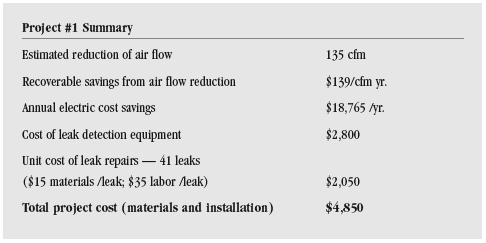
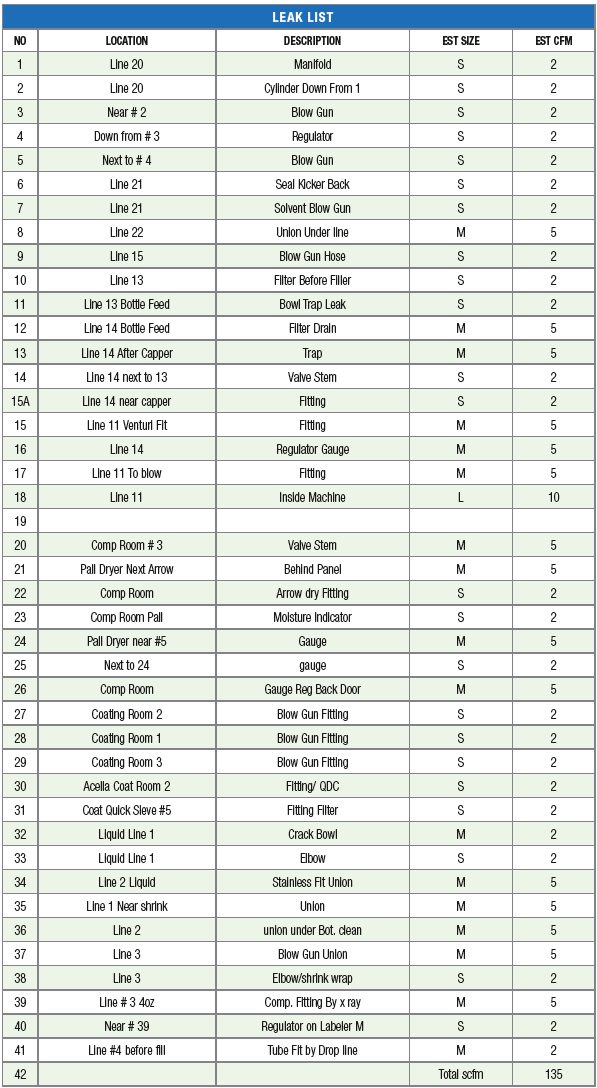
 A survey of compressed air leaks was conducted at the plant and 41 leaks were identified, quantified, tagged, and logged. Potential savings totaled 135 cfm, an average of 3.2 cfm per leak.
A survey of compressed air leaks was conducted at the plant and 41 leaks were identified, quantified, tagged, and logged. Potential savings totaled 135 cfm, an average of 3.2 cfm per leak.
An ultrasonic leak locator was used to identify and quantify the compressed air leaks. This tool was a VXP AccuTrak manufactured by Superior Signal. Estimation of leak size was achieved by noting the intensity of the signal by the operator, type of leak, and observation. The estimates are made on a conservative basis and probably understate the magnitude of the volume of leaks. The results of the leak survey are summarized and tabulated.
Shutting off the air supply to these leaks when the area is idle would save significant energy use. Reducing the overall system pressure would also reduce the impact of the leaks, when air to the air cannot be shut off. Repairing the leaks can save additional energy. The savings estimates associated with a leak management program are based on the unloading controls of the compressors being able to effectively translate less air flow into lower cost.
With a few minor exceptions, most of the leaks could not have been found without the use of an ultrasonic leak detector and a trained operator. Leak locating during production time with the proper equipment is very effective and often shows leaks that are not there when idle.
However, a regular program of inspecting the systems in “off hours” with “air powered up” is also a good idea. In a system such as this one, some 90 to 95% of the total leaks will be in the use of the machinery, not in the distribution system.
The area surveyed in the leak study included a great deal of high background noise from open blows that shield many of the smaller leaks. In continuing the leak management program, plant staff should perform leak detection during non-production hours in order to eliminate some of the high ultrasonic background noise.
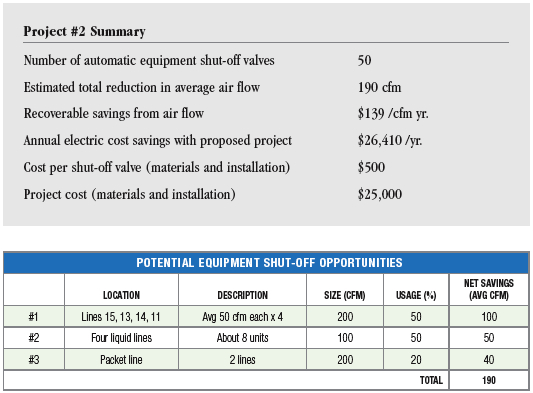
Demand-Side Project #2: Automatic Equipment Shut-Offs for the Bottling Line
Shutting off the air supply to machinery, when not in use, can minimize the most significant leaks in any high-production plant. When such leaks are found, there are economical and easy methods to shut-off air supply automatically.
Slow-acting, electric-operated, automatic ball valves can be installed in the main feed line to a piece of equipment and wired so it will open and close whenever the machine is powered up or shut off. The table below lists locations where automatic shut-offs may be of use, either as individual machine shut-offs or as zone valves.
The bottling lines (15, 13, 14, 11) probably run only about 50% of the time due to scheduling, job change, repairs, etc. During our site visit, we observed four machines turned off, but still using air. We believe automatic shut-off valves would create significant savings in compressed air use. The average estimated flow is 50 cfm. This is in the form of high-thrust blowers, blow nozzles, and 1/8” blow tubes.
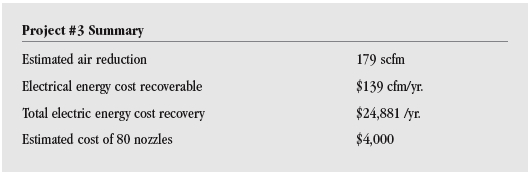
Demand-Side Project #3: Blow Offs
Regardless of application, there are several guidelines that should always be applied to compressed air being used for open blow off:
• Use high pressure only as a last resort
• All blow off air should be regulated
• All blow off air should be regulated to the lowest effective pressure—higher pressure means higher flow, which may not be needed
• Use Venturi air amplifier nozzles whenever and wherever possible—this will usually reduce blow off air at least 50%, freeing up more air flow for other applications
• All blow-off air should be shut off (automatically) when not needed for production.
Plants with many 1/8 and 1/4 inch lines running as blow off on units will use approximately 10 and 25 cfm each, respectively, at 60 psig.
One savings approach is to use an air amplifier, which requires less compressed air. Air amplifiers use “Venturi” action to pull in significant amounts of ambient air and mixing it directly into the air stream, which amplifies the amount of air available at the point of use. Air amplifiers have amplification ratios up to 25:1. Using 10 cfm of compressed air can supply up to 250 cfm of blow off air to the process and generate a savings of a 15 cfm compressed air per 1/4-inch blow off. Savings may be available using 1/8-inch lines, but the cost effectiveness will not be as great.
The system assessment has identified the opportunity to replace eighty (80) open blows with Venturi amplifiers as listed on the following page. You do need to add timer controls to optimize usage.
Conclusion
The demand-side projects identified include implementing a leak management system, installing automatic shut-off valves on equipment, and addressing inappropriate uses of compressed air. The benefits to the facility are a compressed air use reduction of 504 scfm translating into a potential energy savings of \$70,056 per year.
For more information please contact Hank Van Ormer, Air Power USA, tel: 740-862-4112, www.airpowerusainc.com.



