In 1979 I received a call from a business friend that had just purchased his first single-stage base cup blow machine. He was surprised to find out that he actually needed something more than 100 psi of plant air to blow bottles. This was my entry into engineering a polyethylene terephthalate (PET) compressor system. Since then, I have engineered and delivered over 350 systems—from Tobago to Tibet—and many locations in between.
In the more than thirty years that I have been engineering and delivering PET air compressor systems, pressures have gone from 250 psi base-cup, bubble-blowing applications - up through 650 psi for intricate, high-speed bottle designs. The trend today is to reduce blow pressure as much as possible for energy conservation.
Types of PET Air Compressor Systems
PET air systems started out with three-stage, air-cooled, lubricated piston units in multiple quantities for smaller systems and water-cooled, oil-free, three-stage or two-stage boosters for the larger systems. Over the last ten years, four-stage centrifugals have become a popular base-load air compressor, and smaller companies have embraced air-cooled, single-stage lubricated boosters. The king of the hill is still the three-stage, water-cooled, oil-free piston machine.
Here is a recap of the types of blow air compressors that are available today:
- Three-Stage Lubricated Air-Cooled Piston—15/40 CFM; lubricated only; compresses from atmospheric to 580 psi; maximum flow 40/80 CFM each, so it must be used in multiples; provides backup; good space utilization; moderately efficient; 10- to 12-year service life; very cost-effective for small systems
- Single-Stage Boosters — 10/500 CFM; available in lubricated and non-lubricated configurations; uses existing or required inlet air from 125 to 175 psi, depending on pressure; moderate space utilization; reasonably efficient; 10- to 15-year service life; very cost-effective solution to provide PET compressed air
- Single-Stage Boosters — 600/2,000 CFM; normally oil-free and water-cooled; uses 125 psi inlet air; low rpm; requires large space; fairly efficient; moderately high-cost; 20- to 30-year service life; used where a large amount of low pressure air is available; realistic costs for large systems
- High-Pressure Four-Stage Centrifugal — 1,800/5,000 CFM; oil-free; space-efficient; power cost inefficient unless full load; long periods of low maintenance with costly major rebuild; moderate cost per CFM; 10- to 15-year service life; realistic choice for base-load in large systems
- Three-Stage Water-Cooled Piston — 90/1400 CFM; oil-free; water-cooled; reasonably space efficient spending on configuration; most efficient option; can be high on maintenance costs if routine checks are not done at 4,000 to 6,000 hours; highest investment cost per CFM; 20- to 30-year service life; staple of most large production PET plant compressor systems

Three-stage, oil-free, water-cooled piston air compressor and high-pressure refrigerated air dryer for PET systems from AF Compressors.
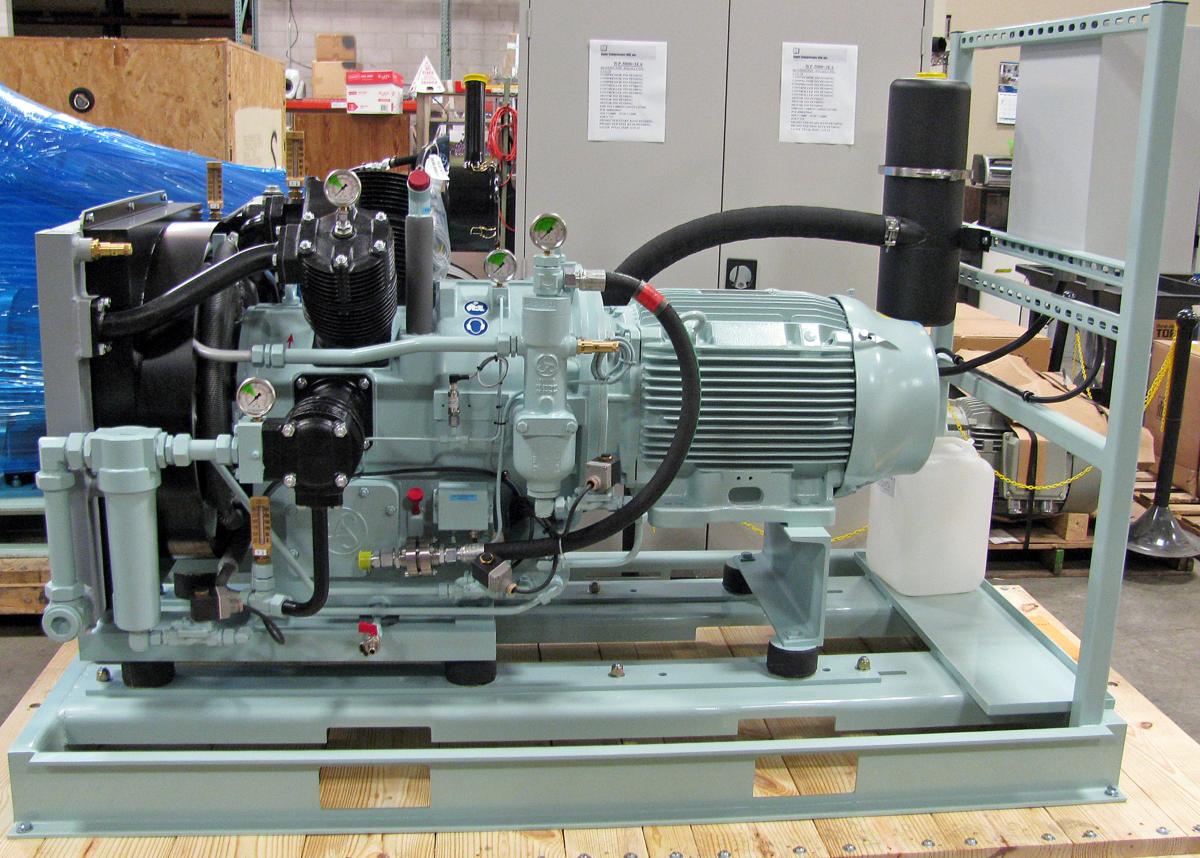
Three-stage, reciprocating piston high pressure air compressor for PET – Sauer Compressors USA, WP271L.

Single-stage boosters have a long service life and are a cost-effective solution for smaller PET bottling applications.
Defining Blow Air Requirements
Now that we know what equipment is available, we can evaluate some of the other aspects of determining which compressed air system makes the most sense for various plant applications. Based on the best practices gathered from over 30 years of experience, here are 11 key things to consider when defining the blow air requirements for your application.
1. Plant Type: Is this a start-up or an addition to an existing facility? How is the access to service and parts? When selecting a compressor for startup and remote applications, you should always try to keep it as simple as possible.
2. Type of Bottle: Simply designed water bottles tend to have lower pressure requirements when compared to food and pharmaceutical bottles with complex designs. The market will determine the design, and, consequently, the complexity and type of compressor.
3. Air Quality: Many small and startup bottle-blowing companies use a lubricated, three-stage piston or a lubricated booster with three stages of filtration. The final stage of filtration is a carbon filter for taste and odor removal. Therefore, changing the filter on a regimented basis is critical for successfully using a system of this type (1,000 hours for carbon and 2,000 hours for particulate and coalescing). Air quality sampling is available through many companies, including Trace Analytics to ensure that air quality is maintained and the process adheres to ISO requirements.
Oil-free compressors ensure that no lubricant is used in the cylinder, but they can also pass down particulates and anything in the inlet air. I strongly recommend a particulate filter, and potentially even a carbon filter to ensure proper air quality.
Blow system air dryers are normally the refrigerated type with a 38°F pressure dewpoint. Some large corporations use desiccant dryers because of previous issues with the failure of refrigerated dryers in their drain systems. Properly maintained refrigerated dryers in most atmospheres will prevent moisture from accumulating in the bottles and molds.

Line Schematic of Low Pressure Compressor, Booster, Refrigerated Dryers and Filters
4. Project Life: Obviously an investment in a complete PET blow system can be a major expense. If there is a business plan that has a 5- to 7-year window, then a smaller, three-stage PET air compressor or booster is the best candidate. Longer life projects should consider larger, water-cooled PET compressors as a budget permits. Normal investment for a blow compressor system is 20 percent of the new blow machine/mold cost.
5. Operation Hours: An obvious consideration is how many hours per year the equipment will be running. Single-shift, five-day operation equates to 2,000 hours, and is common in many small specialty bottle manufactures. This is a logical place for the smaller air-cooled units. As production hours increase to 4,000- to 6,000-hours per year, transition to the larger water-cooled units should be considered, as they tend to have longer service life.
6. Blow Pressure Required: As mentioned above, blow pressure started at 250 psi in the early years, and now is hovering around 450 to 500 psi in most applications. Bottle design and machine speed are key factors in the blow pressure requirement. The higher the pressure, the more heat is generated in the compressor, resulting in shorter maintenance intervals and higher power costs. A number of facilities that I have worked with have reduced their pressure by as much as 50 psi, resulting in maintenance reductions and 5 percent power cost savings. This takes some tuning of the blow machine and monitoring of the bottle well as the pressure reduction is taking place.
Lowering Compressed Air Pressure: What Works in the Plastics Industry – Webinar RecordingDownload the slides and watch the recording of the FREE webcast to learn:
|
7. Equipment Room: Many times, compressors are installed in whatever space is available, and the positioning of the system is an afterthought. It is critical to consider the following when determining where a compressor can be placed:
- Space: Ensure there is at least a 3-ft clearance around each major component.
- Access: Will you need forklift access for the removal of major components, such as motors, etc.?
- Ventilation: Space should be designed to be no more than outside ambient temperature in the hottest conditions. Air-conditioned environments are a must.
- Overhead Gantry: For larger water-cooled compressors with major components that need to be removed for maintenance, an overhead gantry or an A-frame should be planned as part of the room layout.
- Future Expansion: If you think you’ll need additional space, piping, compressors or electrical setups in the future, plan your layout accordingly.
8. Maintenance Capability: What in-house capabilities do you have for daily, weekly and monthly maintenance? Unfortunately, PET high-pressure compressors are the most maintenance-intensive component of blow bottle applications. Train your maintenance team to follow maintenance recommendations and record daily. Maintenance at the 2,000-, 4,000- and 6,000-hour intervals are critical to be performed on time. If you do not have the in-house capability, contract with an appropriate service organization. Timely maintenance is critical to prevent downtime.

Table 1: Maintenance Checklist for Low-Pressure Air Compressor and High-Pressure Booster Compressor. Click here to enlarge.
9. Backup System: Facilities that have remote locations or require a 98 percent production rate may realistically require 100 percent backup. It becomes an economic decision of how soon the existing system can be up and running. Many companies look for a good used or rebuilt system to be used as backup, or place their old system in backup status.
10. Power Cost: Each horsepower used for 4,000 hours at .08 cents a kW costs \$257. If you require 100 CFM at 500 psi, you will use approximately 50 hp, which costs \$12,835 annually and results in a \$50,000 to \$80,00 investment. Ramp up to 500 CFM at 500 psi, and you be spending approximately \$64,172 on 100 hp, requiring a \$20,000 to \$150,000 investment. You can see how power costs affect the bottom line. Here are some key conservation points:
- The compressor should not idle more than 10 minutes.
- Pressure drop should be no more than 15 psi from compressor to blow machine.
- Set pressure for the minimum amount required to blow a good bottle.
- On multiple machine systems, install a controller to ensure proper load management.
- Install a flow meter to ensure that there is no increase in air usage over time due to mold wear or pipe/equipment leakage.
Compressed Air Measurement Monthly e-NewsletterIf there is no Compressed Air Flow, Dewpoint, Oil, Pressure and kWh Measurement, how can one effectively manage the system? Content provides “how-to examples” of System Assessments and Technology Profiles of the required instruments. |
11. Piping and Storage: Correct piping is critical for the proper performance of single or multiple blow machines. Any pressure drop caused by incorrect piping or storage can affect bottle quality. For example, if two or three blow machines happen to cycle at the same time, it can cause a pressure drop to shut all three down—this has happened. Guidelines for piping and drops are provided below, but it is best to review with a trusted engineer.
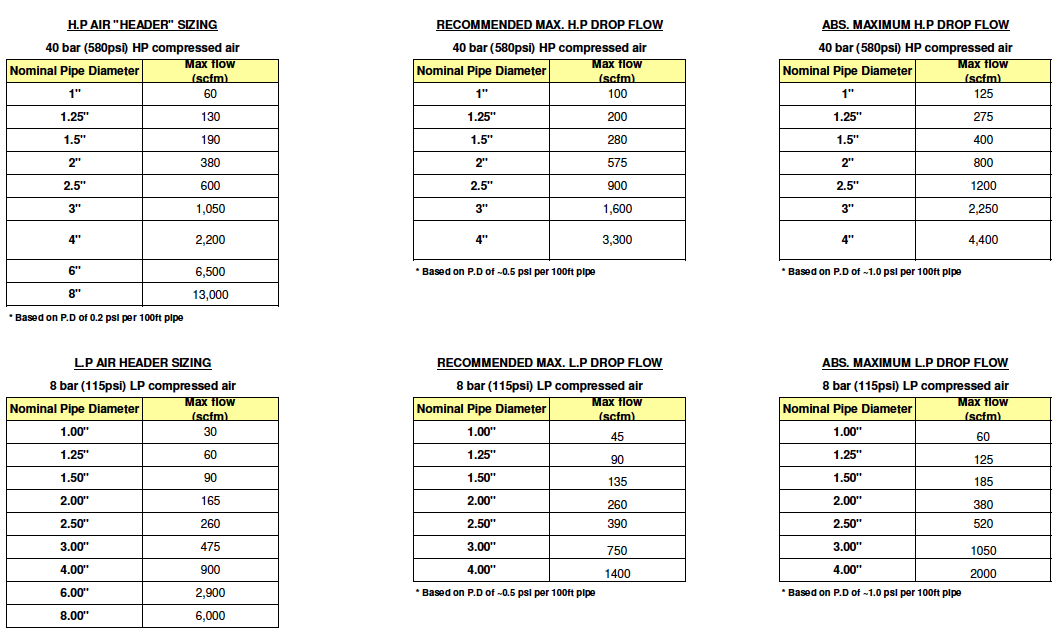
High and Low Pressure Compressed Air Piping Selection. Click here to enlarge.
Over the past 30+ years, I’ve seen some interesting situations. Some of the worst ones have to do with installations that were downright dangerous as a result of using incorrect pressure fittings or piping. In a few instances, I have seen large compressors with wooden blocks to keep them from shaking because of a maintenance problem.
The most difficult problems to solve are related to pressure and volume. In the beginning, the system may have run well, but, as the compressor and blow machine aged, the pressure may have declined. In such an instance, detective work is required to determine whether it was the blow machine, piping changes or the compressor that started causing problems. The calculation of actual flow requirements for a particular bottle size and production rate is critical to the success of a system. Combine this with a flow meter to determine compressor output, and the solution evolves.
The bottom line is the logical steps for the selection of a PET compressor system depend on the variables outlined above.
For more information contact Pete Rhoten.
To read more articles about Air Compressor Technology, visit www.airbestpractices.com/technology/air-compressors.



