A plastic product manufacturer spends an estimated \$245,000 annually on electricity to operate the air compressors in a compressed air system at its plant located in a midwestern U.S. state. The main manufacturing process is plastic extruding. The current average electric rate, at this plant, is 7 cents per kWh. The compressed air system operates 8,760 hours per year and the load profile of this system is relatively stable during all shifts.
The Current Compressed Air System
The extrusion/main plant air, at the facility, is supplied by two Quincy lubricated rotary screw air compressors (both are Model QSI1000) located in the back of the plant. There are two older Quincy QSI 490 units located in the maintenance area. These two units are in place strictly for emergency back-up use.
The assembly plant has three Quincy QSI 370 units – all located in the same room. The Assembly plant system is isolated from all other systems. There is a small Quincy QM B30 unit that is used basically for control air for the conversion plant and is separated from the main plant. These two systems can be valved together for emergency purposes.There is also a QSB30 compressor for the breathing air in the Assembly plant, which is run only when needed.
Table 1: Air Compressor Use Profile – Current System
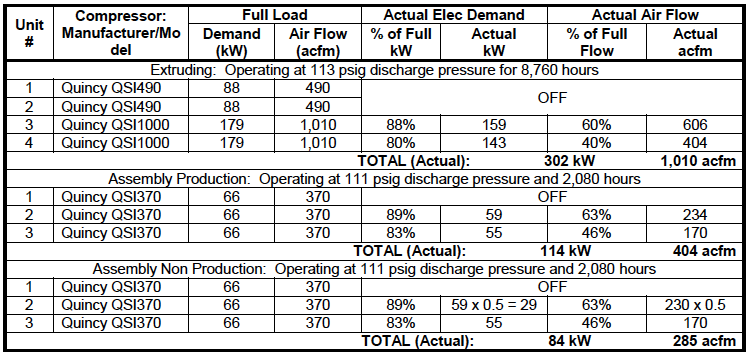
The two Quincy QSI 1000 units operate reliably. They are both operating, however, at partial load. The first unit is consuming 159 kW (88% of full flow kW) while only at 60% of full load air flow (606 acfm). The second unit is consuming 143 kW (80% of full flow kW) while only producing 40% of full load air flow (404 acfm). One goal of this assessment is to turn OFF one of these air compressors.
The system assessment recommends significant changes to the supply configuration through the use of a master compressed air controller and significant header piping changes – to name a few of the projects. Due to article length constraints, we will only focus on two projects where compressed air consumption was reduced.
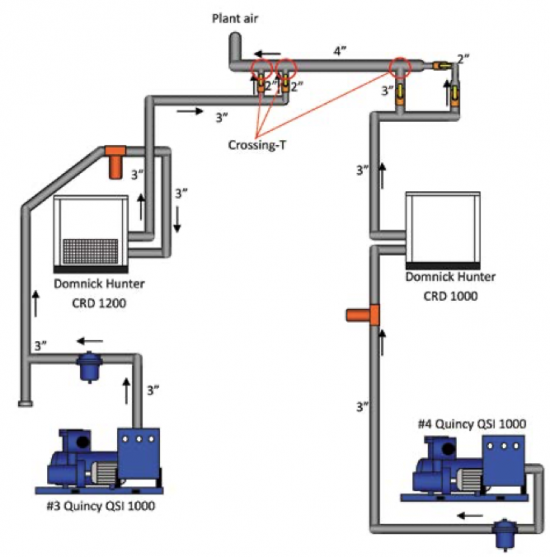
Figure 1. Current Compressed Air System – Extrusion Plant
Compressed Air Use (Flow) Reduction Projects Deliver 367 cfm in Savings
Compressed air use (flow) reduction projects were identified totaling 205 cfm in the Extrusion/Main Plant area and 162 cfm in the Assembly area. Due to article-length constraints, we will expand a bit on two of the projects – compressed air leak management and blow-off air in the extrusion plant.
Lowering Compressed Air Pressure: What Works in the Plastics Industry – Webinar RecordingDownload the slides and watch the recording of the FREE webcast to learn:
|
Project #1. Repair 50 Identified Compressed Air Leaks – 137 cfm Savings
Most plants can benefit from an ongoing air leak management program. Generally speaking, the most effective programs are those that involve the production supervisors and operators working in concert with the maintenance personnel. Accordingly, it is suggested that all programs consist of the following:
Short Term: Set up a continuing leak inspection by Maintenance Personnel so that for a while, each primary sector of the plant is inspected once each quarter to identify and repair leaks. A record should be kept of all findings, corrective measures, and overall results. The Project Cost Section of this report binder includes current price quotes for ultrasonic leak locator equipment. Table 1 in the Current System Baseline section of this report shows the plant’s current annual electrical energy cost to produce one cfm of compressed air.
Long Term: Consider setting up programs to motivate the operators and supervisors to identify and repair leaks. One method that has worked well with many operations is to monitor/measure the air flow to each department and make each department responsible for identifying its air usage as a measurable part of the operating expense for that area. This usually works best when combined with an effective in-house training, awareness, and incentive program. You cannot manage it if you do not measure it!
We recommend an ultrasonic leak locator be used to identify and quantify the compressed air leaks. We use either a VXP AccuTrak manufactured by Superior Signal or a UE Systems Ultraprobe.
Shutting off or valving off the air supply to these leaks when the area is idle would save significant energy use from leaks. Reducing the overall system pressure would also reduce the impact of the leaks, when air to the machine cannot be shut off. Repairing the leaks can save additional energy. The savings estimates associated with a leak management program are based on the unloading controls of the compressors being able to effectively translate less air flow demand into lower cost.
With a few minor exceptions, most of the leaks could not have been found without the use of an ultrasonic leak detector and a trained operator. Leak locating during production time with the proper equipment is very effective and often shows leaks that are not there when idle. However, a regular program of inspecting the systems in “off hours” with “air powered up” is also a good idea. In a system such as this one, some 80 to 90% of the total leaks will be in the use of the machinery, not in the distribution system.
Some of the areas surveyed in the leak study included a great deal of high background ultrasound noise that shields many of the smaller leaks. In continuing the leak management program, plant staff should perform leak detection during non-production hours in order to eliminate some of the high ultrasonic background noise.
| Extrusion/Main Plant Area | |
| Number of leaks | 41 leaks |
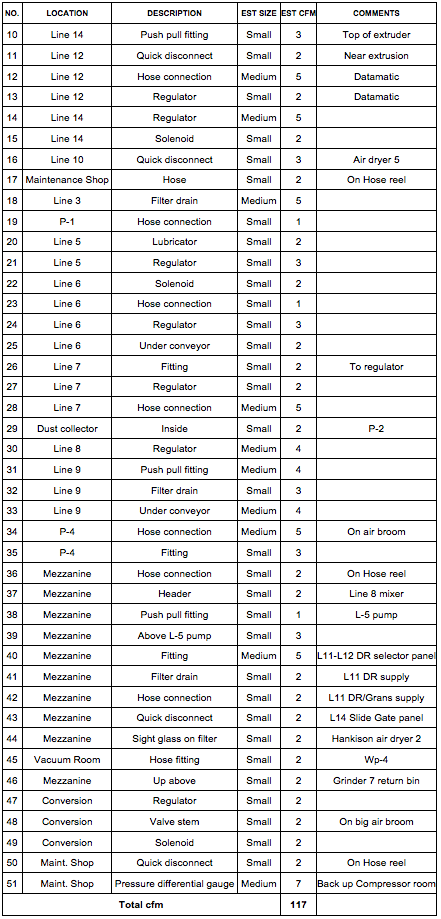
| Estimated reduction of air flow with proposed project | 117 cfm |
| Recoverable savings from air flow reduction | $59.66 /cfm yr |
| Annual electric cost savings with proposed project | $6,983 /year |
| Cost of leak detection equipment (if required) | $2,800 |
| Cost of leak repairs ($25 materials + \$75 labor per leak) | $4,100 |
| Total project cost (materials and installation) | $6,900 |
| Assembly Plant | |
| Number of leaks | 9 leaks |
| Estimated reduction of air flow with proposed project | 20 cfm |
| Recoverable savings from air flow reduction | $34.52 /cfm yr |
| Annual electric cost savings with proposed project | $690 /year |
| Cost of leak repairs ($25 materials + \$75 labor per leak) | $900 |
| Total project cost (materials and installation) | $900 |
Table 2. Compressed Air Leak List in Extrusion Plant Area
2. Replace High Pressure Blow-Offs with Low-Pressure Cooling Fans – 70 cfm Savings
Potentially inappropriate uses of compressed air are demand-side applications that may be more efficiently handled by another power source rather than compressed air. Blow-off air is a very common inappropriate use. Two of the extrusion lines were identified as opportunities to replace the use of compressed air with low-pressure cooling fans.
| Location: Extruder #12 | |
| High pressure compressed air used currently | 60 cfm |
| Compressed air savings with low pressure cooling fan | 60 cfm |
| Value of air reduction | $59.66 /cfm yr |
| Estimated electrical energy savings | $3,579 /year |
|
Electrical energy cost of new cooling fan (0.5 kW x 0.071 /kWh x 8,760 hrs) |
$311 /year |
| Cost of low pressure cooling fan | $2,000 |
| Net electrical energy savings | $3,268 |
XX">
|
Location: Extruder #11 |
|
| High pressure compressed air used currently | 10 cfm |
| Compressed air savings with low pressure cooling fan | 10 cfm |
| Value of air reduction | $59.66 /cfm yr |
| Estimated electrical energy savings | $596/year |
| Cost of project | $0 |
Conclusion
In this article we have highlighted two simple but important ways to reduce compressed air demand at a plastic extrusion facility. These two projects were part of a larger system assessment involving the installation of supply-side air compressor controls, header piping and air dryer changes able to reduce pressure drop and translate compressed air use reductions into electric cost energy savings at the air compressors.
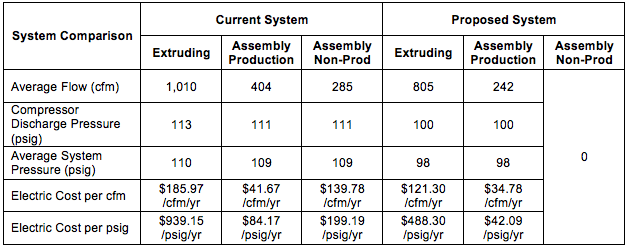
Table 3. Summary of Key Performance Indicators and Projected Savings
For more information, contact Don van Ormer, Air Power USA, at [email protected] or visit www.airpowerusainc.com.
To read more about Food Industry System Assessments, please visit www.airbestpractices.com/industries/plastics.



