Introduction
This plastic extrusion factory spent an estimated \$180,711 annually on energy to operate the compressed air system at their Midwestern facility. Based on the air system operating 8,760 hours per year, the group of projects recommended below could reduce these energy costs by an estimated \$116,520 or 67% of current use. Estimated costs for completing the recommended projects total \$20,100. This figure represents a simple payback period of 2 months.
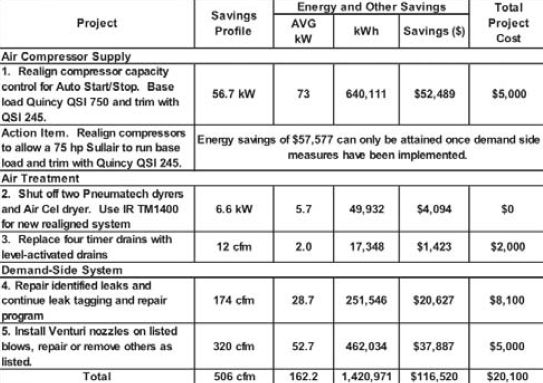
This system assessment reduces compressed air demand by 506 cfm by repairing compressed air leaks and improving upon blow-off air applications. It then realigns the air compressors and dryers to utilize their most efficient compressor capacity controls.
The Existing Compressed Air Installation
The current compressed air system is located in a one-floor plastic extruding facility. The system has five single-stage lubricated rotary screw compressors using modulating controls. A stable 38 F pressure dewpoint is provided by four refrigerated air dryers. All the equipment is in good working order.
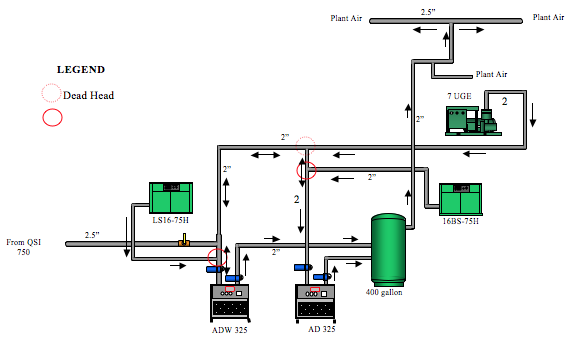
Three compressors, two Sullair 75 hp’s and a Palatek 75 hp, are located in Compressor Room #1. The Palatek is located on the mezzanine above one of the Sullair compressors and is used as a backup. The Palatek is the only air-cooled unit in the facility. The other four are water-cooled. The rotary screw air compressors, in Compressor Room #1, feed air through two Pneumatech AD325 refrigerated dryers. They are piped in parallel to allow the air to split between them. From these 325 cfm-rated, non-cycling dryers, the air flows into a 400 gallon receiver before distribution to the plant. The pre-filters and after-filters, for the Pneumatech dryers, are Donaldson brand filters and well maintained.
Outside Compressor Room #1 is a 150 hp Quincy QSI 750 sending compressed air to an Ingersoll Rand TM1400 cycling refrigerated dryer and a 600-gallon receiver. The pre-filters and after-filters, for the Ingersoll Rand dryer, are domnick hunter brand filters and well maintained. Lastly, a Quincy QSI 245 is on a mezzanine in the warehouse. This unit feeds air to an AirCel VX300 non-cycling refrigerated dryer. The pre-filters and after-filters, for the AirCel dryer , are Ultrafilter brand filters and well maintained.
All of the compressors are equipped with Auto Start/Stop. All are set to run continuously, so they won’t unload, time out and shut off when not needed. All pressure settings on the compressors should be set with a single test gauge. Installing a quick disconnect in the discharge line of each compressor to facilitate the test gauge was recommended. The Quincy QSI 245 can be adjusted to unload and blow down and idle, then reload when the load in pressure is reached. A five-pound operating band can be used for proper system pressure.
• Figure 1. Compressor Room #1
Establishing the Energy Baseline
Annual plant electric costs for compressed air production, as operating today, are \$174,527 per year. If the electric costs of \$6,185 associated with operating ancillary equipment such as dryers are included the total electric costs for operating the air system are \$180,711 per year. These estimates are based upon a blended electric rate of \$0.082 /kWh.
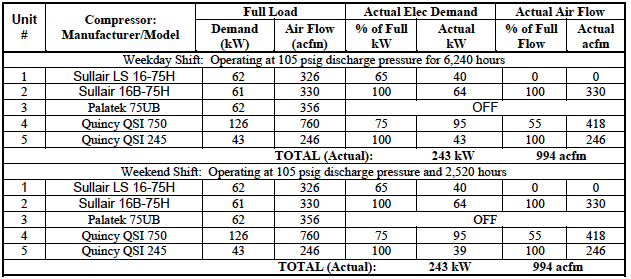
The air system operates 8,760 hours per year. The load profile or air demand of this system is relatively stable during all shifts. The system pressure runs from 92 to 95 psig in the headers during production.
Table 1. Compressor Use Profile – Current System
Proposed Air Compressor Realignment Summary
With no demand reduction and air consumption still at 994 cfm, this allows the Quincy QSI 750 to carry the main load and trim with the smaller QSI 245. With all the other compressors OFF, there is an estimated savings \$52,412 per year.
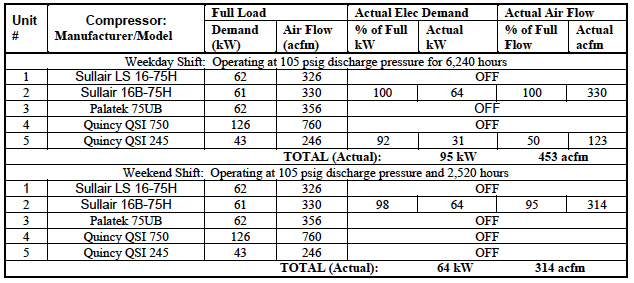
Once the demand-reduction projects drive air consumption down to 453 cfm, the project uses the Sullair 75 hp unit for the base load and trims again with the 50 hp Quincy QSI 245. The lower air volume allows us to turn OFF two Pneumatech dryers and the AirCel dryer and direct the air from the Sullair compressor to the IR TM1400 dryer. It is a cycling unit and the compressor will only run when the heat load rises. This will deliver an additional \$57,577 in energy savings. A well qualified service provider will be needed to ensure the controls are set and maintained correctly.
The estimated savings potential of the projects related to operating the compressors at the lower demand totals \$112,425 per year. Adding in the savings potential of \$4,094 from other projects related to operating auxiliary equipment (e.g., dryers) provides a total savings estimate for the entire set of projects of \$116,520. Together, these projects can be completed at a cost of \$20,100, resulting in a simple payback of 2 months
Table 2. Compressor Use Profile – Proposed System
Demand Reduction Projects – Managing Air Leaks and Blow-off Air
Most plants can benefit from an ongoing air leak management program. Generally speaking, the most effective programs are those that involve the production supervisors and operators working in concert with the maintenance personnel. Accordingly, it is suggested that all programs consist of the following:
- Short Term – Set up a continuing leak inspection by Maintenance Personnel so that for a while, each primary sector of the plant is inspected once each quarter to identify and repair leaks. A record should be kept of all findings, corrective measures, and overall results.
- Long Term – Consider setting up programs to motivate the operators and supervisors to identify and repair leaks. One method that has worked well with many operations is to monitor/measure the air flow to each department and make each department responsible for identifying its air usage as a measurable part of the operating expense for that area. This usually works best when combined with an effective in-house training.
An ultrasonic leak locator is used to identify and quantify the compressed air leaks. Shutting off or valving off the air supply to these leaks when the area is idle would save significant energy use from leaks.
A total of 46 leaks were tagged during our survey. Fixing them will reduce air demand by 174 cfm. This is worth \$20,627 in air compressor energy savings (with the compressor realignment discussed). The cost to do the survey and repair the leaks is \$8,100. The local utility is expected to provide a rebate to cover the air leak project but this is not figured into the numbers.
Table 3. Partial Leak List
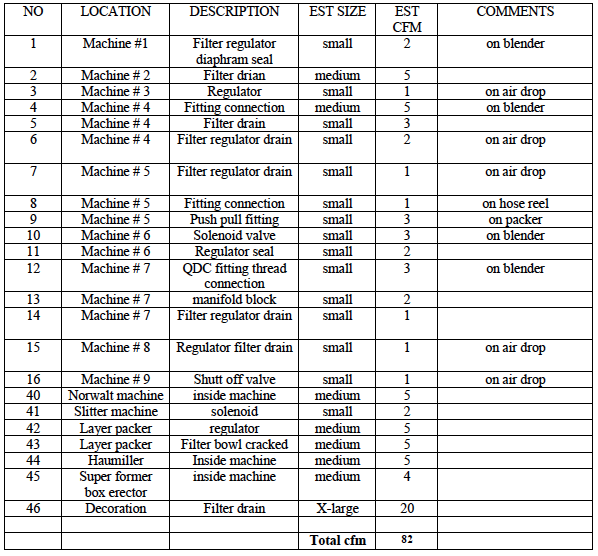
Open Blows
A total of 84 blow-off air applications need to be replaced, repaired or removed. Fixing them will reduce air demand by 320 cfm. This is worth \$37,887, per year, in air compressor energy savings (with the compressor realignment discussed). The cost of installing new nozzles is \$5,000. The local utility is expected to provide a rebate to cover this whole open blow project but this has not been figured into the numbers. Below are some guidelines to use when installing nozzles.
- Always select the lowest flow nozzles that will achieve the desired result to maximize air consumption savings and noise reduction.
- Install a pressure regulator and gauge in the air line before the air control nozzles and regulate pressure down to the absolute minimum necessary to achieve the desired result. Lower pressures improve safety, reduce noise, and could save hundreds of dollars a year in electricity operating costs.
- To minimize noise, increase the distance between the target surface and the nozzle, if possible. Remember that noise is caused by air impacting on the target work piece, particularly edges or holes.
- Install adjustable ball joints in the supply line, if required, with air control nozzles to provide simple, accurate adjustment of nozzle orientation.
- Do not aim the nozzle straight at the target for cleaning applications. Angle the nozzle 15º to 45º to ensure that the contaminants are removed from the product surface.
- Most nozzles, in an appropriate material, can be used with CO2, Nitrogen, steam, or other compatible gases for special heating or cooling applications.
- To create an air curtain, nozzles do not always need to be positioned as closely as on an air knife. Nozzles can be up to 12” (30 cm) apart depending on the application.
- The nozzle can be aimed to “wipe” sideways across a moving target at a comparatively shallow angle for many blow-off applications. This can reduce the number of nozzles needed.
- Angle the nozzle manifold like a snowplow above a moving conveyor so that the contaminants are forced off the belt, rather than back.
- Proper filtration of compressed air is important for efficient nozzle performance. Be sure to use a filter/separator to remove excess oils and water just prior to the nozzle application.
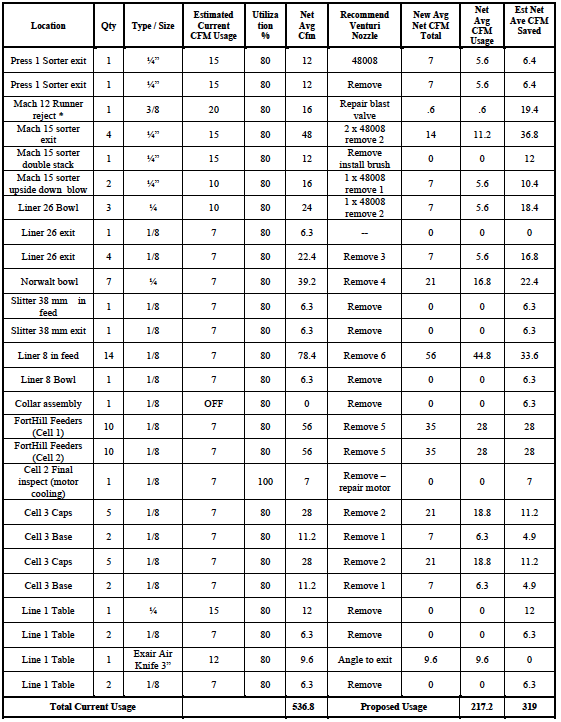
Table 4. Venturi Inducer Nozzles in Place of Open Blow
Conclusion
This plastic extrusion plant spent an estimated \$180,711 annually on energy to operate the compressed air system at their Midwestern facility. All the air compressors and refrigerated dryers were well maintained and in good working order. The key to this project was spending time to identify, repair and replace the compressed air leaks and open blow applications. This reduced compressed air demand from 994 cfm to 453 cfm during weekday production. The existing air compressor, with their control systems, then needed to be realigned and set to translate the demand reduction into energy savings. The set of projects recommended, by the system assessment, reduced these energy costs by an estimated \$116,520. Project costs totaled \$20,100 - representing a simple payback period of 2 months.
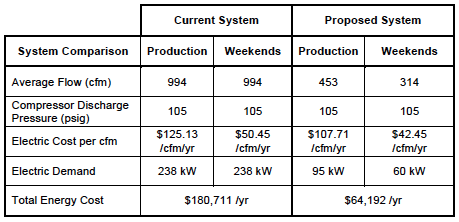
Table 5. Compressed Air System
For more information contact Don van Ormer, Air Power USA, tel: 740-862-4112, www.airpowerusainc.com.
To read more Plastics Industry articles, visit www.airbestpractices.com/industries/plastics.



