The System Assessment
|
|
||||||||
The Facility
This facility is part of a corporation producing molded plastic products. There are many injection and extrusion molding processes. The factory was spending \$94,934 annually on energy to operate their compressed air system. This system assessment detailed seven (7) project areas where yearly energy savings totaling \$53,191 could be found with a minimal investment of \$4,170. Due to space constraints, this article will detail only the higher impact project areas. The over-all strategy for improving this air system centers on improving specific power performance of the installed air compressors and reducing over-all demand with compressed air savings projects.
Measurement Actions Establish the Baseline
The following actions were taken to establish the baseline for flow, power and pressure.
- Temperature readings were taken on all units with an infrared surface pyrometer. These were observed and recorded to relate to the unit’s performance, load conditions and integrity.
- Critical pressures including inlet and discharge were measured with a single Ashcroft digital calibrated test gauge with an extremely high degree of repeatability.
- All units had the input kW measured with a Fluke motor analyzer and recorded with the Hawkeye kW monitors and MDL logger.
- System pressure was measured using an Ashcroft pressure transducer and the same multi-channel MDL data logger. These pressure readings were consistent with the panel gauges on the compressors and the single control pressure transformer mounted in the discharge line downstream from the after-filter.
Existing Supply-Side System Overview
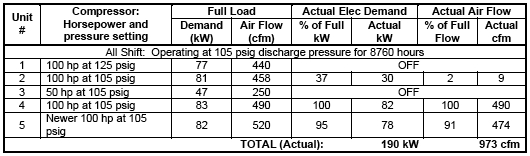
The “specific power” rating of the current system is 5.12 cfm/kW. This energy efficiency metric means that for every one kW consumed, the air compressors generate 5.12 cfm (cubic feet per minute) of compressed air flow. Measurements showed that the system consumes 973 cfm and 190 kW. This is an efficient supply-side system.
When doing system assessments, the energy savings estimates depend, in part, on the air compressor capacity control system effectively translating lower air use into reduced electric cost. The currently installed air compressors have this type of unloading controls. Additionally, the existing piping system will allow the controls to accomplish their goals.
The compressed air system operates 8,760 hours a year. The load profile (air demand) of this system is relatively stable during all shifts.
The main “air compressor room” supplying the compressed air system has four 100 horsepower lubricant-cooled, air-cooled rotary screw air compressors installed. The newest is Unit #5. The compressed air then goes into a “wet” compressed air 1500 gallon storage tank. The compressed air is dried to a +38 F (+3 C) pressure dew point by two refrigerated air dryers. One dryer is a non-cycling dryer rated for 1700 cfm and the second, newer unit, utilizes a “cycling digital scroll” refrigeration compressor, able to unload and load almost an unlimited number of times for lower operating power. This unit is rated for 2,000 cfm. Particulate and oil coalescing filters are installed after the refrigerated dryers.
The four “compressor room” air compressors come from two different manufacturers. The air treatment equipment comes from two other manufacturers. All the equipment is performing well and maintenance is regularly scheduled and executed by the compressed air system vendor.
Unit #4 is working as a baseload machine and is running fully-loaded. Unit #2 (the 1st trim unit) is never loaded for a full minute and the system pressure rises 5 psig in 50 to 55 seconds. Total load time is 30 hours; total running time 1,314 hours. Unit #5 is the 2nd trim unit and is never off for more than 50 seconds. Unit #1 is OFF.
The Warehouse has “Unit #3” - a 50-hp lubricant-cooled, air-cooled, rotary screw air compressor. It is connected to a 120 gallon receiver tank and a non-cycling refrigerated air dryer. This system has been OFF for some time and has been valved-out of the piping system.
Table 1. Compressor Use Profile – Current System
Project #1: Adjusting Air Compressors and Dryers to Lower Demand Profile
The first key to this project was that we were able to find 455 cfm of flow reduction opportunities. The second key (leading to the rapid payback) is that we already had the air compressors that could transform the flow reductions into energy savings.
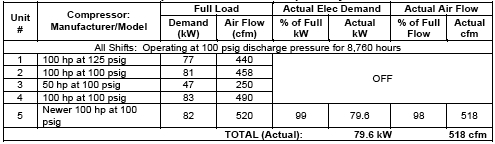
After the energy conservation projects were realized, our new system flow requirement of 518 cfm can be met by Unit #5 running fully-loaded. This allows us to TURN OFF compressors #2 and #4 completely. The new total direct energy consumption will be 79.6 kW.
We will also be able to bypass the refrigerated dryer rated for 1700 cfm and use the cycling digital scroll refrigerated air dryer. The primary benefit will be the elimination of a 5 psig pressure drop we saw in the air dryer. The cycling digital scroll dryer unit has load-matching turn-down capabilities well suited to manage the lower demand profile. The potential energy-savings (in kW) of running this dryer at partial load are not included in these estimates.
|
Realign compressor units and bypass old dryer – a savings of 20% of current operating cost of air system |
$18,308 /yr |
| Total pressure reduction | 5 psig |
| Value of pressure reduction | $452.71 /psig |
| Energy cost reduction | $2,289/yr |
| Estimated cost to complete project | $0 |
Table 2. Compressor Use Profile – Proposed System
Project #2: Leak Identification and Repair
We attempted to run a partial leak-tagging program with an ultrasonic leak locator in the major production area, but the high volume of open blows created too much background ultrasonic noise. Until the number of open blows is reduced significantly (Projects #5 and #7), we suggest you be sure to check for leaks during a shut down. The plant already owns a high-quality ultrasonic leak locator.
|
Estimated reduction of air flow with proposed project |
100 cfm |
| Recoverable savings from air flow reduction [Section 2.3] | $70.39 /cfm/yr |
| Annual electric cost savings with proposed project | $70.39 /cfm/yr |
| Unit cost of leak repairs ($15 materials per leak and \$35 labor per leak) | $1,650 |
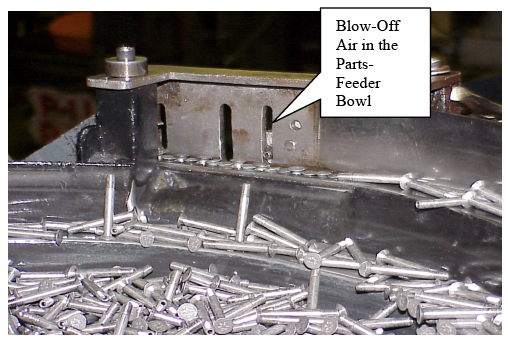
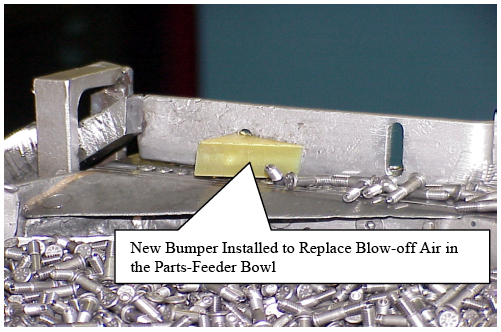
Project #3: Modify Blow-off Air in the Tumblers
Regardless of application, there are several guidelines that should always be applied to compressed air being used for open blow off:
- Use high pressure only as a last resort
- All blow off air should be regulated
- All blow off air should be regulated to the lowest effective pressure—higher pressure means higher flow, which may not be needed
- Use Venturi air amplifier nozzles whenever and wherever possible—this will usually reduce blow off air at least 50%, freeing up more air flow for other applications
- All blow-off air should be shut off (automatically) when not needed for production.
The factory has over four hundred (400) 1/8th inch blows in the tumblers / sorters throughout the plant. Each of these use at least 1 cfm of air at 30-40 psig pressure. If we replace just 200 of these with appropriate mechanical devices, the savings would be 200 cfm. An example of a mechanical “bumper” is pictured below.
|
Value of compressed air savings in \$cfm/yr - |
$70.39 cfm/yr |
| Cost of 200 mechanical blocks installed \$5 each | $1,000 |
| Electrical Energy Cost value of 200 cfm of compressed air saved | $14,078 /yr. |
Project #4: Reduce Pressure to Nozzles in Conveyors
We noticed many large (1” or more) Venturi vacuum nozzles used for small material conveying. This is a good application, however, many of them seem to be over-powered. Reducing the pressure to twentyfive (25) of these units will reduce the compressed air flow by at least 20 cfm and may enhance quality.
|
Electrical Energy Cost savings per cfm |
$70.39 cfm/yr |
| Electrical cost savings of 20 cfm | $1,408 / yr. |
| Cost to implement | $ -0- |
Project #5: Replace Lechler Dispersion Air Nozzles
Replace sixteen (16) yellow or black Lechler plastic dispersion air nozzles with Venturi air inducers or amplifiers, which will use less air and deliver more total air to the process.
| Net minimum savings | 130 cfm |
| Electrical energy cost savings per cfm | $70.39 |
| Electrical energy cost savings of 30 cfm | $9,151/yr |
| Cost of 16 nozzles implemented | $320 |
Project #6: Air Vibrator Retrofits
Air vibrators are used to keep product or packaging moving or separated – e.g., keeping lids separated prior to sealing. If a plant employs air vibrators that use about 10 cfm each, they will require about 2.5 hp or more to produce the same as a similar electric vibrator, which might use about 0.25-hp input energy. A list of air vibrator retrofits is provided below.
Table 3. List of Air Vibrator Retrofits
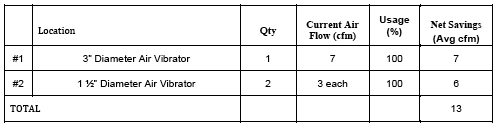
| Electrical energy cost value of compressed air | $70.39 cfm/yr |
| Electrical energy cost value of 13 cfm | $915 /yr |
| Estimated cost of electric vibrators | \$1,200 |
Conclusion
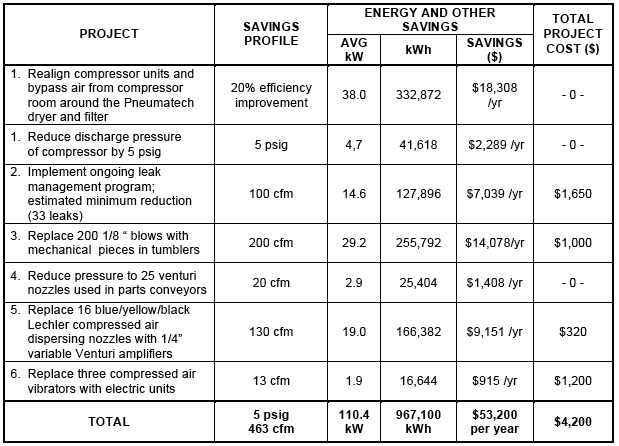
Most of the overall system assessment savings of \$53,191 are simply the difference between the operating costs of the current air compressors (\$91,542) and the proposed compressors (\$38,351).
Savings from improvements in supply system efficiency can be calculated by comparing the relative improvement in “specific power” ratings as defined as 1 – (5.12 cfm/kW for the existing system divided by 6.4 cfm/kW for the new system). In this report, the supply-side efficiency savings total 20% of the current system operating costs or \$18,308. This estimate is then subtracted from the compressor operation cost savings of \$53,191, leaving \$34,883 to be allocated between pressure reduction projects and flow reduction projects.
Savings from pressure reduction projects are estimated by using the rule of thumb that electric costs are lowered by ½% for every pound of pressure reduction. In this report, there was a reduction of 5 pounds of pressure for an electric savings of 2.5% of the current compressor operating cost or a total of \$2,289 per year (or \$457.71 per psig).
The remaining system savings of \$32,594 are allocated among the air flow reduction projects, which are saving 463 cfm at a calculated value of \$70.39 per cfm.
Table 4. System Assessment Project Summary
Contact Hank van Ormer; tel: 740-862-4112, email: hank@airpowerusa.com or visit www.airpowerusainc.com.
To read more System Assessment articles, please click here.



