Oil-lubricated rotary screw air compressors are efficient and beneficial for continuous air demand, plus they have straightforward routine maintenance requirements. Over the evolution of EnviroMix’s flagship product, BioMix™ Compressed Gas Mixing (CGM), the company’s engineering team has identified three main considerations for the design and installation of air compressor systems. These considerations have played a significant role in supporting successful, low-maintenance projects.

An air compressor system installed under a canopy in Bradenton, FL.
Compressed Gas Mixing Explained
CGM provides uniform mixing of water or wastewater tank contents by firing programmed, short-duration, high-intensity bursts of compressed air through engineered nozzles located near the tank floor. Mixing parameters – including pressure, sequence, duration and frequency – may be adjusted, either through operator input or automatic process feedback, to optimize power use and deliver ideally mixed conditions.
The process starts with a centralized air compressor system that can be used for multiple applications, regardless of treatment process, liquid depth or solids concentration. The air compressor, which uses ambient air, modulates output to maintain system pressure while conserving energy when air demand is low. Charged by the air compressor, the receiver tank supplies compressed air to the valve module. The valve module controls the mixing intensity and releases the bottled-up compressed air in high-pressure, high-velocity, timed bursts through groups of nozzles across the floor of the tank. Large volumes of compressed air generate an upwelling motion and create circulatory currents, suspending solids and maintaining a completely mixed environment without transferring measurable oxygen.
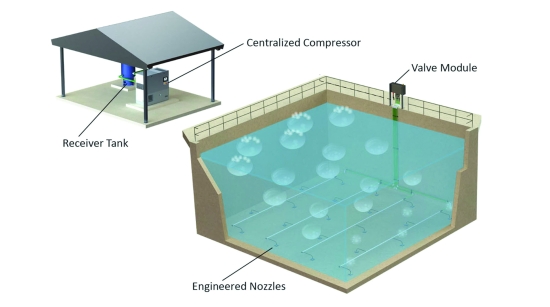
A typical equipment set-up for a CGM system.
Design Considerations for Compressed Gas Mixing
The most important elements in selecting and maintaining an oil-lubricated, rotary screw air compressor for a new CGM project are ensuring correct sizing, proper installation and routine maintenance. For each of these elements, there are specific considerations imperative to CGM projects.
Consideration 1: The Load Variation Impact on the Duty Cycle
Having designed hundreds of CGM projects, we have established the most effective way to calculate the compressed air demand needed to adequately mix a volume of wastewater, regardless of the number of tanks in operation. First, let’s outline a few definitions:
- The capacity of the air compressor is the air flow rate the machine is capable of producing. This is typically expressed in standard cubic feet per minute (scfm). The larger the compressed air demand of the application, the larger the machine’s required capacity.
- The air compressor’s operating pressure band covers the minimum to maximum capacity at which an air compressor can operate while cycling between loaded (compressing air) and unloaded (not compressing air) modes.
- Each compressed air system designed for continuous use must have an air receiver (or tank) that stores air and provides a buffer to fulfill demand. An air receiver’s capacity is measured in cubic feet or gallons.
- The air compressor’s duty cycle is the percentage of time the machine is loaded or compressing air. For example, if the air compressor is loaded for three minutes and unloaded for one minute before beginning to compress air again, it has a 75% duty cycle.
Compressed air demand, air compressor capacity, pressure band settings and receiver tank size are all factors that must be considered when determining the air compressor duty cycle and ultimately the correct air compressor model for the application. When selecting an air compressor model, we use established air compressor industry guidelines while also considering these factors. The design duty cycle, which should be between 75% and 95%, is important for low maintenance operation of the air compressor.
If the air compressor is under- or overloaded for a long period of time, it can lead to permanent damage. As air is compressed, the rotary screw elements heat up from the work of compression and friction. Oil is injected into the compression chamber to lubricate moving components and cool the rotary screw elements. Once the air is compressed, the oil and compressed air enter the sump chamber which is coupled with an air-oil separator. This is where the bulk of the oil is removed, cooled in a separate process and recycled back into the system. At this point in the air compression process, the compressed air contains moisture. It is important that the duty cycle of the air compressor heats the oil enough to remove condensate collected in the sump chamber and separator element. If the oil does not reach a high enough temperature, over time water can overwhelm and destroy the air-oil separator element.
Large wastewater projects are frequently under construction for several years, with different configurations of operation used through multiple phases of construction. During construction, wastewater tanks are consistently taken in and out of service. The wastewater plant must continue to operate through construction, as there is nowhere else to divert the wastewater for treatment. Mixing equipment is installed in and around these upgraded or new wastewater tanks causing operating conditions to fluctuate and compressed air demand to change. The 75-95% preferred duty cycle used for plant design capacity can fall to 10-40% during phased construction due to tanks – and associated compressed air demand – being temporarily offline.
For periods of low demand due to phased construction, we add artificial demand to the air compressor system to keep the duty cycle in the optimal range. We do this through two different, short-term operational changes. The first approach is adding more air to the mixing system. This helps ensure the duty cycle is in the appropriate range. For wastewater processes with a limit to how much compressed air can be introduced in the tank for mixing, we use a second approach: We add an exhaust valve and muffler after the compressor air outlet, then adjust demand by opening or closing the valve.
Consideration 2: Installation Impacts on Future Operation and Maintenance
When designing the installation space for the air compressor, two important issues must be addressed: how the environment surrounding the air compressor impacts performance and how the air compressor is accessed for maintenance. For each project, we work closely with the consulting engineer during design to make sure the heat rejection of the air compressor is properly considered. Air compressors can be installed inside a building, in an environmental enclosure or outside under a canopy. Each of these options has positives and negatives, and is often driven by climate: Weather that is too hot or too cold can negatively impact air compressor performance.
For air compressors installed outdoors, ensure the ambient temperature limits of the air compressor are adhered to and a proper structure is built to shield the air compressor from direct sun and rain. A typical ambient temperature range for oil-lubricated screw air compressors is 32° to 115°F (0-46°C). If ambient temperatures are outside of this range, there are two design solutions: an environmental enclosure or a canopy.
- If the ambient temperature minimum is below 32°F (0°C), the air compressor needs to be housed in an environmental enclosure to prevent freezing of condensate. This enclosure includes heaters and fans with louver systems. It also shields the air compressor from exposure to direct sun and rain, and provides sound attenuation.
- If the ambient temperature limits can be maintained without an enclosure, a canopy is sufficient to shield the air compressor from exposure to direct sun and rain. Ensure the proper height, overhang dimensions and air compressor spacing are maintained in the canopy design.
- If the ambient temperature maximum is over 115°F (46°C), some air compressors have an optional high ambient temperature package that can be added, which typically raises the upper limit 5° to 7°F (3-4°C). This option still requires a canopy to protect the air compressor from direct sun and rain.

This compressed air system is protected from direct sun and rain at a facility in Orlando, FL.

This air compressor, receiver tank and valve module are housed under a tankside canopy in Monroe, NC.
For air compressors installed indoors, make sure heat rejection is properly considered, specifically related to the HVAC design. If the room has an inadequate HVAC design, the air compressor will overheat under normal operating conditions as the ambient temperature in the enclosed space increases because the rejected heat is not adequately removed. The air compressor then shuts down when its maximum allowable ambient temperature is reached. We have encountered this situation on several projects. To address the issue, a fan or exhaust duct can be installed in the air compressor room. An exhaust fan with inlet louvers can be used to transfer the heat out of the air compressor room, replacing it with cooler ambient air. Adding an exhaust duct to the top of the air compressor, where heat is rejected, is another good solution for removing heat. The heat is conveyed up and out of the room through the duct.

Exhaust ducts solve the issue of heat rejection at a facility in Olympia, WA.

Heat is conveyed out of the air compressor room by an exhaust duct at a facility in Somersworth, NH.
Another often overlooked consideration is providing clearance around the air compressor to ensure access by plant operators and maintenance technicians. If access is limited or restricted, maintenance is more likely to be neglected. Typically, daily maintenance activities include checking the air compressor oil level, air compressor airend discharge temperature, air compressor dryer pressure dew point and air compressor condensate discharge points. Monthly and quarterly maintenance activities include cleaning the compressed air dryer condenser, checking the aftercooler cooling elements for debris, checking and replacing air filter elements and replacing oil and oil water separator elements. These activities require the bodywork panels of the air compressor and compressed air dryer to be removed, allowing access to certain hardware. Provide a minimum of 36 inches around and above the air compressor for maintenance access.
Consideration 3: The Importance of Moisture Control
The refrigerated compressed air dryer removes the bulk of the moisture vapor from the compressed air. When functioning properly, it lowers the compressed air dewpoint to between 35° and 40°F (2-4°C). As the compressed air cools, water vapor condenses and is removed by an automatic drain attached to the compressed air dryer. When the compressed air dryer is not functioning properly, warm compressed air passes through the compressed air dryer. This compressed air begins to cool in the piping between the air compressor and the downstream components. As the air cools, water condenses in the system.
EnviroMix’s CGM system uses spool valves that open and close rapidly to deliver compressed air through engineered nozzles at the tank floor. These form large bubbles to mix the wastewater tank. The spool valves operate best when they have clean, dry compressed air passing through them. If too much water passes through them, over time the valve lubricant washes away, causing the valves to dry out, lock up and fail. We have seen a few installations in which a compressed air dryer’s failure went unnoticed. A few months after the compressed air dryer failure, valves began to fail. For this reason, at the beginning of each project, we advise the operations staff on the importance of consistently maintaining the refrigerated compressed air dryer. We suggest they check the refrigerated compressed air dryer pressure dew point daily. If a failure occurs, it does not take long for water exposure of the downstream spool valves to necessitate cleaning and relubrication, causing downtime.
When an oil-lubricated rotary screw air compressor is correctly sized, installation factors are properly considered and maintenance is consistent, the team can be confident in the project’s success.

Indoor duty and standby air compressors at a facility in Castle Rock, CO.

Two exhaust fans are incorporated into an environmental enclosure at a facility in Widefield, CO.
About the Author

Chris Ahnen, Director of Engineering, EnviroMix, is an industry professional with a Bachelor’s Degree in mechanical engineering from Michigan Technological University. He has 13 years of experience in design, project management, manufacturing and controls systems implementation across multiple industries. At EnviroMix, he is responsible for product delivery, startup, testing and training on many projects.
About EnviroMix
Headquartered in Charleston, SC, EnviroMix designs and manufactures solutions for the water and wastewater industry that reduce energy costs and help meet nutrient removal limits. Using patented and proprietary technology, the company provides complete mixing systems, biological process controls and energy management solutions to enhance plant performance. For more information, visit https://enviro-mix.com.
To read articles about Wastewater applications, visit https://www.airbestpractices.com/industries/wastewater.
For expert presentations on Air Compressor Technology, visit our webinar archive section at https://www.airbestpractices.com/webinars.



