ANSI /ISA–7.0.0–1996 is the globally-recognized quality standard for instrument air as defined by the Instrument Society of America. Below, we’ll go through the Standard’s four elements of instrument air quality for use in pneumatic instruments.
1. Pressure Dew Point
According to the ISA standard, the pressure dew point, when measured at the dryer outlet, should be at least 18° F below the minimum temperature where any part of the instrument air system is exposed. The pressure dew point should not exceed 39° F at line pressure.
2. Particle Size
A maximum particle size of 40-micrometer in the instrument air system is acceptable for most pneumatic devices. Additional filtration should be added for pneumatic devices requiring instrument air with less than 40-micrometer particle sizes. After any maintenance or modification to the air system, the maximum particle size in the instrument air system should be verified to be less than 40-micrometers.
3. Lubricant Content
Oil content should be as close to zero as possible, and under no circumstances should lubricant content exceed 1 ppm w/w or v/v. Any lubricant in the compressed air system should be evaluated for compatibility with end-use pneumatic devices.
4. Contaminants
Instrument air should be free of contaminants and hazardous gases. If contamination exists in the compressor intake areas, the intake should be moved to a different elevation or location where it is free from contaminants. Sources of contamination may include painting, chemical cleaning and/or engine exhaust.
A Review of Adsorption Compressed Air Drying Technologies
Compressed air quality is an important element when it comes to meeting instrument air requirements, since any amount of particulates, vapors or aerosols can cause damage to the equipment. Operators often install filters to remove particulates and aerosols, as well as dryers to remove any excess moisture. Sometimes operators can take these measures too far and greatly surpassing necessary limits and increasing energy consumption.
Let’s take a look at different adsorption drying technologies available for instrument air applications, and how choosing the right technology can save energy and reduce carbon emissions.
Heatless Dryer
In a heatless dryer, water molecules are transported through the pores of desiccant beads in a process called diffusion. The molecules accumulate on the pores’ surface via physical binding, chemical binding and capillary condensation.
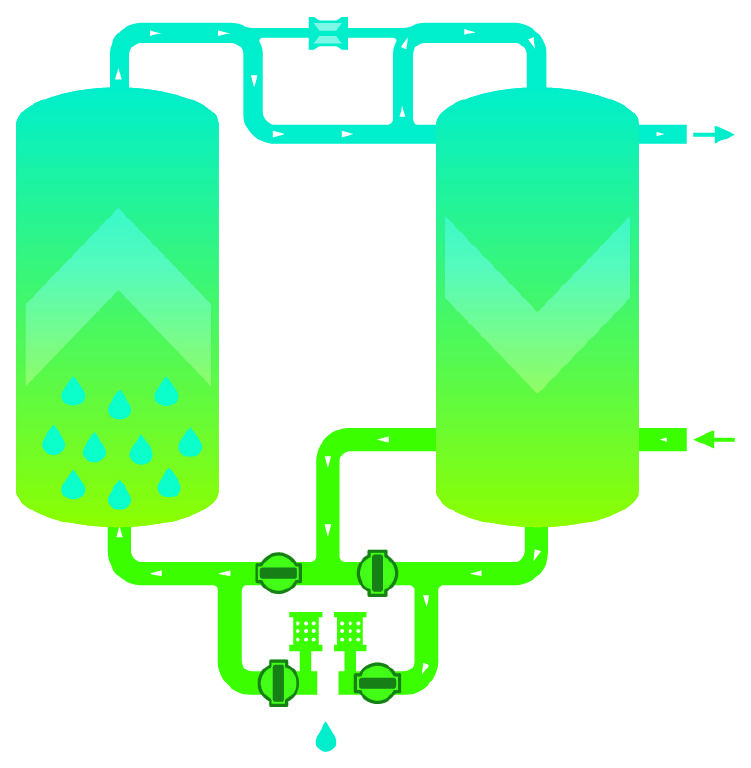
How a heatless dryer with two towers of desiccant functions.
A heatless dryer consists of two towers of desiccant. Air enters the dryer through a series of filters, helping to prevent desiccant contamination and deterioration to the dryer’s performance.
The dryer’s valve system directs air into the first tower vessel and switches the towers over when the regeneration process is complete. Meanwhile, wet compressed air enters the first tower from the bottom. The desiccant removes moisture from the air as it travels upwards, and once the air reaches the required dew point of, say -40° F, the dry air leaves the dryer and enters a filter removing any residual desiccant dust. Once this process is complete, the air is ready for use in sensitive applications.
When the first tower becomes saturated with air, the remaining air begins to enter through the second tower. The drying cycle is repeated when the first tower needs to be regenerated, followed by the second tower, where 15% to 20% of dry compressed air enters from the top of the regenerating tower.
As the air travels downwards, it removes water from the desiccant and exits the tower through a silencer. A heatless dryer can offer lower dew points, but may result in loss of compressed air and wasted energy.
Externally Heated Dryer
In an externally heated dryer, the process begins when wet air enters from the bottom through the valve system as one tower dries the air, and the other tower regenerates it.
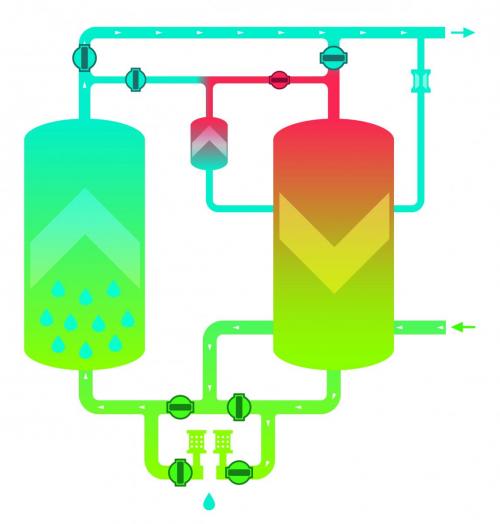
Example of externally heated drying.
Approximately 7% of dry air is used for regeneration, passing through the heating vessel and into the wet tower. The hot, dry air pulls moisture off the desiccant bed, then is ejected through the silencer and into the atmosphere. After a few hours, the heaters switch off, and dry air is passed over the bed to cool the desiccant and remove any remaining water. The purge valve then closes and the tower re-pressurizes. When the towers are ready to switch, the same cycle repeats in another vessel.
Externally heated dryers normally experience a 7% purge loss of compressed air, while also requiring heating power for regeneration.
Blower Reactivated Dryer
A blower reactivated dryer also consists of two desiccant towers. In one tower, the desiccant adsorbs the air’s moisture, while the saturated desiccant is reactivated in the other tower. After half of a cycle is complete, the tower functions are reversed.
During its adsorption phase, wet air enters the bottom of the drying tower through the lower main valve. The air flows upwards through the desiccant, adsorbing the moisture, and dry air leaves the tower through the upper main valve.
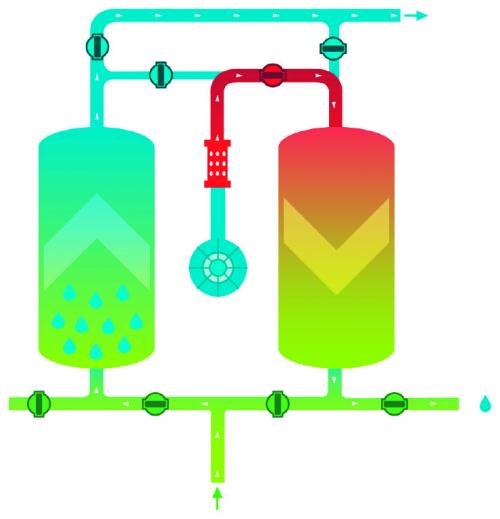
Example of blower reactivated drying.
When the desiccant is saturated in the reactivation phase, the dryer’s fan blows ambient air through the internal heater. The heated air forces the adsorbed moisture out of the desiccant, as the hot, wet, ambient air leaves the tower through the bottom valve until the heater is switched off by its thermostat. The reactivation phase is further improved by cooling the desiccant bed with dry, expanded compressed air. Regeneration efficiency is greatly enhanced by use of this dry air from the drying tower.
After regenerating, the tower is pressurized to equal the system’s pressure by closing the bottom valve. The dryer is now ready to shift over to the other tower.
Heat of Compression Dryer
In a normal drying process, electrical heaters, or dry compressed air, are used for the regeneration of desiccant. Heat of compression dryers use the heat generated in the compression stage to fulfill the desiccant regeneration.
During the first phase of flow regeneration, hot compressed air enters, without an after cooler, from the top of the tower vessel and exits from the bottom, where it removes all moisture from the desiccant. The air then travels through the cooler and a water separator before entering the drying tower.
After this heating step is complete, the desiccant is cooled so it does not exceed 302° F, a temperature where the desiccant could lose its hygroscopic capacity and prevent it from capturing moisture. The cooled desiccant helps in avoiding spikes in dew point after shifting towers.
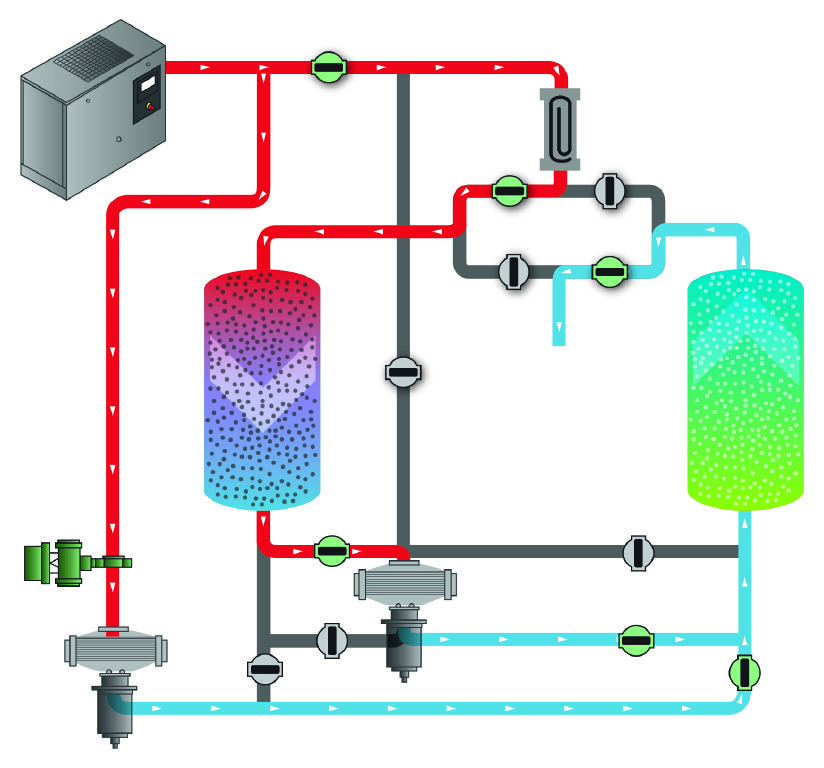
Example of heat of compression drying with zero purge.
In the zero-purge cooled variant, there is an extra cooler in the dryer. The hot air from the compressor is sent through the cooler and a water separator before entering the hot tower. The process is then repeated, helping the air reach its required dew point without wasting energy and the compressor’s heat of compression.
Although we’ve explored different ways of reaching the necessary requirements for dry instrument air, obtaining a -40° F PDP is often overkill. This is because it requires much more energy than what’s required to achieve the minimum level of acceptable PDP, which is 18° F below the minimum ambient temperature. By adjusting this factor, operators can save energy, reduce their carbon footprint and decrease operating costs.
Let’s take a look at an example using two drying technologies with different PDP requirements: a heatless desiccant dryer at -40° F and a heat of compression dryer at -3° F with these site conditions and process requirements:
- Oil-free compressor
- Minimum ambient temperature = 15° F
- Flow = 1,000 cfm
- Pressure = 100 psig
- Ambient temperature = 80° F
- Relative humidity = 60%
- Ambient pressure = 14.5 psia
Heatless Desiccant Dryer with -40° F PDP
With a heatless desiccant dryer, there is always purge loss. Coupled with the low PDP of -40° F, this amounts to a total annual energy consumption of 387,000 kWh and an annual CO2 production of 166,000 kg. At the price of \$0.07/kWh, the annual electricity cost is \$27,000 for the compressor and dryer alone. Not only does this scenario harm the environment, it can also seriously impact the bottom line.
Heat of Compression Dryer with -3° F PDP
Now, let’s change the required PDP to -3° F. As mentioned before, the minimum level of acceptable PDP is 18° F below the minimum ambient temperature, and in this case, it’s 15° F - 18° F = -3° F. When using a heat of compression dryer, the total annual energy consumption is 5,610 kWh with an annual CO2 production of 2,410 kg. At the price of \$0.07/kWh, the annual electricity cost is considerably lower at \$392.
By making two small changes in technology and PDP, facilities can save approximately \$26,708 annually, and reduce their carbon footprint to a fraction of its original size. Similar calculations can be done based on site conditions to see what technology is best suited for your instrument air requirement.
You may be asking yourself why we compared two different drying technologies. This is because at a higher PDP, you don’t need the same type of dryer. You can typically find better solutions with different drying technologies, this is why it’s important to check with compressed air experts and manufacturers before making a decision. Experts can help you with PDP requirements, calculations and offer recommendations on the best drying technologies for your needs.
For more information, contact Deepak Vetal, email: [email protected], or visit www.atlascopco.com/en-us/compressors.
To read more about Compressed Air Standards please visit, www.airbestpractices.com/standards.



