Rotary air compressor isentropic efficiency regulations place a new requirement on manufacturers
January 10, 2025, is the day the U.S. Department of Energy (DOE) begins efficiency regulation of oil-flooded rotary air compressors. This has the potential to cause the biggest change in the history of the air compressor industry, as models from 35-1,250 cfm with pressures ranging from 75-200 psi (5.2-13.8 bar) will need to meet a minimum isentropic efficiency. Also, models produced on or after Jan. 10 for sale in the U.S. will need to be registered with the DOE.
According to the standards document, the DOE estimates the energy savings over a 30-year period would be 0.16 quadrillion British thermal units, or a 6/10 of one percent improvement compared to not having a federal energy efficiency standard on air compressors.
How the DOE Regulations Were Created
Isentropic efficiency measures the ratio of ideal isentropic power to actual power consumed during air compression. Losses in efficiency occur for many reasons including heat from air compression, air slippage, friction with moving parts, pressure losses as air moves through system components and many other items. As a result, the actual measured energy is always higher than the theoretical ideal energy.
Download the certification form DOE F 220. 101 here: https://www.airbestpractices.com/sites/default/files/220.101%20TEMPLATE_Compressors_v5.2.xlsx
Download the Instructions for CCMS reporting certification, form DOE F 220, here: https://www.airbestpractices.com/sites/default/files/Instructions%20for%20CCMS%20Reporting%20Certification%20-%20Templates%20V5_20160202.pdf
The DOE developed performance standards by comparing hundreds of data sheets from manufacturers and correlating the data to the amount of air flow. The data showed air compressors become more efficient as their capacity increases. A minimum standard was established for an air-cooled, oil-flooded, fixed-speed rotary air compressor using a math formula identifying a range of 53% isentropic efficiency for the smallest covered air compressors to 75% in larger air compressors. Products offered for sale in the U.S. below this minimum standard will either need to be redesigned or taken out of the U.S. market.
The DOE identified four different equipment classes. In addition to the air-cooled fixed-speed air rotary compressor, there is an air-cooled variable speed rotary air compressor, water-cooled fixed-speed rotary air compressor and water-cooled variable speed rotary air compressor class. Each equipment class has a different math formula to establish the minimum performance isentropic efficiency standard at a specific air flow.
The measurement of variable speed (VS) air compressors is different than fixed speed models, which are rated only at 100% load. A VS compressor has three data points, 100% load is applied a 25% rating, 70% load gets a 50% rating and 40% load gets a 25% rating. As a result, a VS air compressor might have a different optimal airend than a fixed speed model with the same maximum flow rating, because the DOE rating is average at 70% flow for VS models.
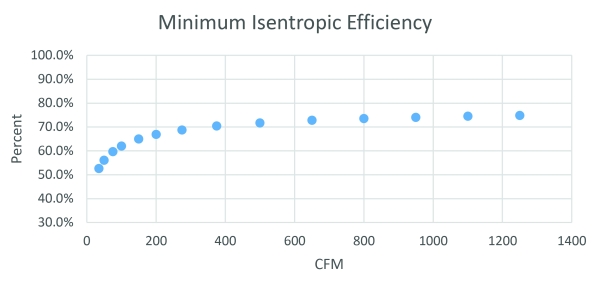
The minimum isentropic efficiency standard increases as compressed air flow increases.
Air Compressor Testing for DOE Approval
While air compressor manufacturers belonging to the Compressed Air and Gas Institute (CAGI) have provided data on energy usage for many years, the DOE is making some changes to the historical procedure. The CAGI verification program has provided customers confidence in manufacturer’s data sheets by using a third-party test program to validate the data supplied by participating manufacturers.
However, the ISO 1217 standard used by both CAGI and the DOE allows a 4-7% tolerance on flow and 5-8% tolerance on energy consumption. The range is dependent on published air flow capacities. Likewise, the CAGI program does not specify how manufacturers would calculate their performance numbers. The DOE program requires one of two methods to develop the data: actual testing or use of an alternative efficiency data method (AEDM.)
The testing method requires selecting a basic machine and running at least two tests using the prescribed DOE test method, which is similar to ISO 1217, but with some minor variations. The performance numbers are stated as the mean without any consideration for the downside tolerance. In addition, the DOE test involves a 95% one-tailed confidence limit test that may further reduce the final performance numbers. It becomes what the DOE refers to as the represented value.
AEDM is the usage of a mathematical method to project performance using data from a similar model to the one tested, assisting manufacturers that might need to provide a slightly customized product produced in small volumes. Manufacturers may not use the AEDM to overstate efficiency and are required to keep records of any AEDM calculation.
The result of any test data combined with its lower confidence limit test, or use of AEDM results in a represented value, must be reported to the DOE for each model placed into the U.S. market. DOE regulations also require manufacturer’s CAGI data sheets and literature contain performance data identical to data submitted to the DOE. As a result, manufacturers will need to review their CAGI data sheets to make sure their data reflects the changes the DOE has made to the definition of a represented value.
New Challenges for Air Compressor Manufacturers
The DOE recently supplied the data template manufacturers need to submit for any products planned for future distribution in the U.S. The template requests many details, including the basic model number, the product equipment class, the flow in cfm, isentropic efficiency, maximum operating pressure and method of rating (testing or AEDM). If test method is used, the number of tests must be included. If the model includes ancillary equipment, manufacturers must list the brand and model number of the equipment, its voltage and motor phase, as well as size and types of connections.
Given that a variation of the basic model occurs any time an air compressor’s flow, pressure or equipment class changes, there are likely to be a high number of products requiring submission to the DOE by any manufacturer. In addition, custom specialty products changing a component – such as an explosion-proof motor or stainless-steel cooler – would need separate registration. As a result, there will be administrative and engineering burdens in producing the extra testing or AEDM calculations for one-off models.
Testing facilities may reside at a manufacturer’s location, however, the instruments must be capable of measuring temperature, flow, humidity and pressure within narrow ranges of tolerance. The guideline also requires periodic calibration of instruments to make sure they remain in compliance. While there is no requirement a test facility reside in the U.S., it is the importer’s responsibility to ensure covered machines have been properly tested, meet the minimum isentropic efficiency standard and are registered as imported compressors with the DOE.
The DOE standard is expected to be more difficult for specialty air compressors because they are often manufactured in small quantities and may require operating features preventing the most efficient design. In its final rule, the DOE analyzed several specialty applications including corrosive environments, hazardous environments, extreme temperatures, marine environments, weather-protected environments and mining environments. Air compressor products in these applications often require special class electric motors, higher ambient cooling fans, environment-protected coolers and piping, smaller footprints than ideal and other unique designs that may not be the most energy efficient. Likewise, higher pressure air compressors are less likely to meet the minimum standard and therefore more of these models could be taken off the market.
Despite the change coming January 10, the industry is expected to continue supplying enough air compressors to meet demand. The DOE provided a five-year notice of its rule during a time when the industry was already working on energy efficiency improvements. For more information on DOE air compressor standards, visit https://www.energy.gov/eere/buildings/commercial-and-industrial-air-compressors.
About the Author
Bruce McFee has been active in the air compressor industry for almost four decades. He serves as President at both Saylor-Beall Manufacturing Company and Sullivan-Palatek, Inc. McFee has been a member of the CAGI Board of Directors since 2018. He previously served as Chairperson of the Reciprocating Air Compressor Section and the Portable Air Compressor Section, and he is the current Chairperson of the Rotary Positive Air Compressor Section.

Bruce McFee.
About Sullivan-Palatek
Sullivan-Palatek Inc. was founded over 35 years ago in Michigan City, IN. The company began as an engineering service provider and transformed into manufacturing rugged and dependable rotatory screw air compressors. Sullivan-Palatek focuses on continuous improvement, allowing its customers to meet a variety of compressed air demands. Sullivan-Palatek supports American jobs by assembling its air compressors in Northwest Indiana with a local workforce. For more information, visit https://www.sullivan-palatek.com.
![]()
The Sullivan-Palatek SP11 rotary screw air compressor.
To read similar articles on Air Compressor Energy Standards, please visit https://www.airbestpractices.com/standards/energy-management.
Visit our Webinar Archives to listen to expert presentations on Air Compressor Technology at https://www.airbestpractices.com/webinars.



