As production machinery and processes continue to evolve more, and more industries are requiring cleaner and drier air for both machinery reliability and product integrity. Line speeds and productivity continue to accelerate; anything that stops production or significantly slows it down can have very expensive aftereffects. Product contamination cannot only lead to expensive scrap levels but even worse, very expensive recalls.
Just as many ambient air issues with regard to the actual equipment operating environment are created by personnel and can be corrected by personnel, inlet air contamination is always created by humans and there is almost always a correction that will either eliminate the issue or mitigate the effect.
Airborne particles are usually a very straightforward contaminant that is often ignored. The compressor OEM installs an inlet air filter (Figure 1) usually rated for “standard conditions” which most often means 99% removal of all particulate 5-micron and larger, and 95% removal of all particulate 3-micron and larger.
Normal life of these elements is expected to be two months to six months. When high dust applications are encountered such as corrugator plants, mineral processing, etc., the high dust will usually be quite visible and a multi-stage high dust version of the inlet filter is used which usually includes a pre-cleaning area where the heavier dust loads fall out and are removed before they get to the main filter element.
 |
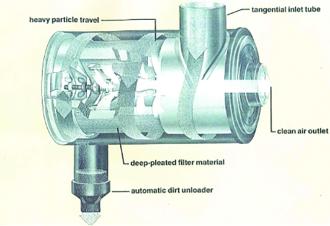 |
Figure 1. Typical high dust filters.
Today, most units use dry filter cellulose paper, however on large units with relatively stable inlet flows there still may be oil wetted screen filters in use.
A major, not so obvious problem with compressor inlet air is not the visible high dust, but rather when the inlet air ambient area has very small fines (<3 microns smaller) which pass through the standard filters. A good example of this is manufacturing of automotive catalytic converters which fills an ambient area with a high concentration of very small fines. These fines pass through the inlet filter and shortened the normal one to two-year separator life of a lubricated rotary to often two months or less.
An example was at a catalytic converter plant where the first resolution attempt was an oil bath filter which didn’t do a good job because it only wetted the screen properly at high flows. The compressor was at modulation control with constantly varying flows, and at low loads everything passed through even worse resulting in as low as one month separator life.
The final fix was a high quality, oversized dry filter with an oil wetted pre-filter screen. The screen was kept oil wetted by a pneumatically aspirated oil spray. It was effective in trapping the fines and had to be manually cleaned about once a week, but, the separator problem went away.
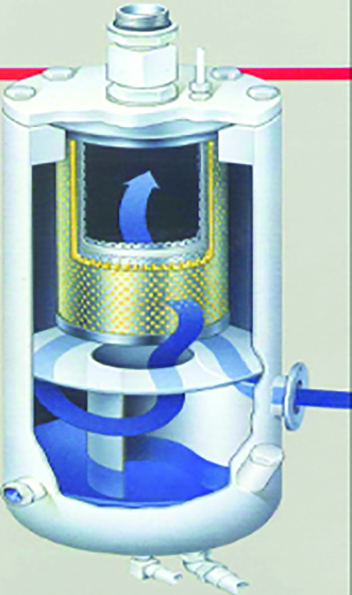
Figure 2. Typical lubricant-cooled rotary compressor air/oil separator.
Rated at 3 micron filtration which constantly removes the oil aerosols from the air flow going to the user. Normal life is one to two years but poor ambient conditions can adversely affect this life.
Often Overlooked: The Effect of Ambient Particulate Contamination on Air Cooled Heat Exchangers on Compressors and Dryers
The obvious effect of damage inside an air compressor of any type from particulate contaminants is not the only problem in compressors and dryers from ambient particulate contamination. There is the outside fouling or plugging of all air cooled heat exchangers such as oil/coolant air coolers, air cooled aftercoolers, electric motor cooling, and certainly air cooled condensors on refrigerated dryers. The negative impact of this has been addressed on performance and machinery reliability. Now, what can be done about it?
Package Pre-filtering – many air compressor units are packaged in full sound and ambient controlled enclosures. When this is the case, all incoming cooling air and inlet air to the compressor can be pre-filtered with material and methods appropriate to the identified contaminants before they enter the compressor package (Figure 3).
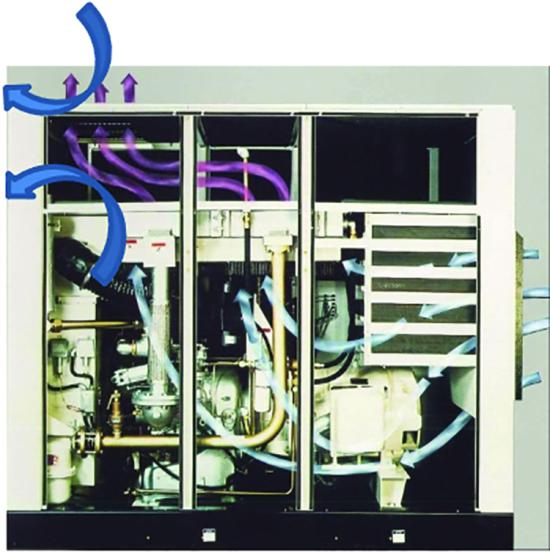
Figure 3. Heating cooling air.
The same panel type or air handling room filtration can be applied to total compressor room pre-filtration; much of which is seen now in laboratory and even powder paint installations.
The simplest action of all is to identify the source of the contaminant and either, eliminate the source, move the source, or move compressor location.
Aggressive airborne vapors and gases are also often overlooked and hard to find contaminants and, depending on the situation, can do the very expensive damage.
Remember that the contaminant vapor or gas comes in with the air at a certain concentration with the inlet air, and as the contaminant vapor is compressed to a smaller volume, the concentration of the contaminant is increased. These contaminants, their sources and their results can vary greatly. For example:
- Hydrocarbons entering through the compressor inlets and migrating through to product contamination (food, paint, etc).
- A commonly overlooked source may be an outside wall on a parking lot or roadway with constant automotive exhaust
- Operating forklifts in the area where the engine exhaust is taken into the compressor
- Furnace or other similar exhaust flue air migrating to the compressor area ambient.
This list could go on and on, but what is to be done if you can’t avoid or eliminate after the source is identified?
The quickest and most practical way is to install an appropriate carbon filter, designed to adsorb the identified vapor contaminants after the compressed air dryer and primary filters – problem solved. Depending on the magnitude of risk, you may want to change filters on a predetermined regular basis or install a trace measurement system downstream to alert. Most if not all these type of filters will not have a physical signal (like measurable change is ΔP pressure loss) that it is saturated.
Figure 4. Typical main line compressed air carbon filter for vapor adsorbtion.
Aggressive Caustic or Acidic Vapor That May Become More Aggressive Once Inside the Compressor
Some of the more well-known aggressive vapor contaminants such as fluorides and chlorides are usually avoided by location as well as such items as cleaning acids, caustics, etc. However, in many cases the compressor room, particularly when well-designed, appears to be very spacious in a crowded plant, but often becomes a storeroom for various plant supplies. It is not unusual to see such items as water cooler cleaners (usually acid), water treatment supplies, stored in or near the compressor and dryer ambient air.
A soft drink syrup plant was experiencing a great deal of problems with the extreme short life of their food grade lubricant coolant (PAO). It was found that water treatment chemicals were being stored with open containers right next to the compressor. After further investigation, it was determined this to be the basic cause and the plant was warned that there would be an excellent chance that further damage would be incurred to critical internal parts.
Plant personnel did not agree until it was pointed out that all copper piping was now green from exposure to the ambient air. Once the chemicals were moved, the problem disappeared.
Other Benign Vapors that Can Easily Become Aggressive Inside the Compressor and then Move Down into the System
SO2 is a very common transient vapor or gas in many plants. The most common sources are wash stations and battery chargers. If this gas or vapor enters the air compressor where it becomes concentrated along with the always present water vapor (H2O), it can and often does combine into H2SO4 – sulfuric acid – which then attacks internal parts of the compressor such as the aftercooler, drains, dryer, etc and particularly black iron pipe. This is a common enough problem that it bears special attention on a continuing basis.
Evaluating a compressed air system ambient location is very critical to energy efficient operation and operating reliability. This topic is also something that maintenance personnel should continually address to ensure continuous awareness.
Airborne Oil Mist is another contaminant often overlooked. If the negative impact on the product integrity and/or operating equipment, particularly air cooled coolers, shows up early it can create significant problems unless identified and corrected.
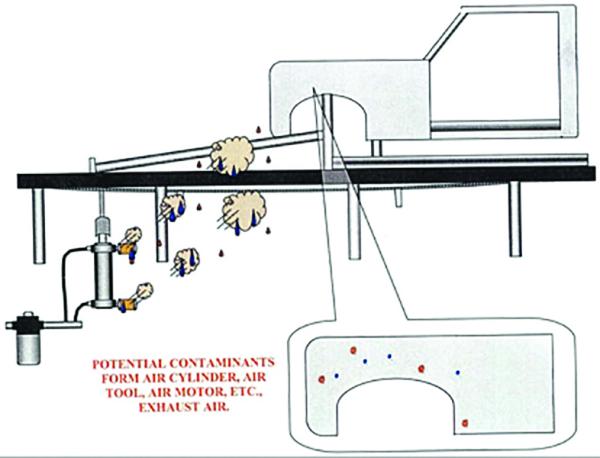
Figure 5. Potential contaminants from air cylinder, air tool, air motor and exhaust air.
Some oil mist contaminants, such as this cylinder exhaust air, were contaminating the fender with oil leading to crater problems in paint (Figure 1). Most conventional crankcase gearbox vent systems will have some type of baffle or filter aglomerator to capture and collect the oil mist coming from the case. This amount will vary by drive case pressures. These type aglomerators will range from relatively crude to very sophisticated but they all rely heavily on mechanical tapping and careful and timely maintenance.

Figure 6. Centrifugal air compressor with typical crankcase or gearbox breather filter/aglomerator to stop and collect the oil mist from migration to the ambient air.
If the oil mist is allowed to become a viable part of the ambient air it will enter the compressor through the inlet, become concentrated and go through the compressors - which in an oil free compressor, there is no oil separation system - and then enter the air system in varying levels of contamination. This could overwhelm a dryer filter system originally designed for oil free discharge air.
Recently, a new closed loop, gear case, oil mist recovery system has been introduced to the market to address and eliminate this issue.
- 99.99% of the oil mist is reported to be removed from the vent air
- The removed oil is collected and returned to the gear case
- The gear case is kept in negative pressure to allow no outward oil migration
- This unit appears to be much less prone to early fouling and allow excessive crankcase pressure build up.
Conclusion
In order for a compressed air system to deliver compressed air in an energy efficient manner and continue to deliver predictable proper compressed air quality, operating ambient conditions cannot be ignored. The internal plant operating ambient conditions can be very hostile. These conditions were created by people and in most cases are correctable.
For more information contact Hank van Ormer, Technical Director, or Don van Ormer, Senior Auditor, Air Power USA at tel: 740.862.4112, email: [email protected] or https://www.airpowerusainc.com/contact/.
To read similar articles on Air Treatment System Assessments, please visit https://airbestpractices.com/system-assessments/air-treatment-n2.
Visit our Webinar Archives to listen to expert presentations on Air Compressor Technology at https://www.airbestpractices.com/webinars.



