The Compressed Air Challenge training material for our Fundamentals of Compressed Air Systems seminar briefly covers a number of types of air dryers. One type of dryer seen frequently across the world is the regenerative desiccant dryer. These dryers have a number of characteristics that can affect their cost of operation and the operating of the associated compressors and can therefore affect the efficiency of the complete compressed air system.
Regenerative desiccant type dryers use a porous desiccant that adsorbs the moisture by collecting it in its myriad pores, allowing large quantities of water to be retained by a relatively small quantity of desiccant. Desiccant types include silica gel, activated alumina, and molecular sieves. In some cases, more than one desiccant type can be used for special drying applications. In most of these cases, a larger particle size (1/4” or more) is used as a buffer zone at the inlet, while a smaller particle size desiccant (1/8” to 1/4”) is used for final drying. Where very low dew points are required, molecular sieve desiccant is added as the final drying agent. The most common dew point rating for these dryers is -40. While this level may be needed for sensitive processes or instrumentation, this level of dryness in not normally needed in general manufacturing unless the pipes are exposed to freezing temperatures.
Normally the desiccant is contained in two separate towers. Compressed air to be dried flows through one tower, while the desiccant in the other is being regenerated (Figure 1). Regeneration is accomplished by reducing the pressure in the tower and passing purge air through the desiccant bed. The purge air may also be heated, either within the dryer or externally, to reduce the amount of purge air required. Heated purge air may also be supplied by a blower. Desiccant dryers all have a built-in regeneration cycle, which can be based upon time, dew point, bed moisture load or a combination of these.
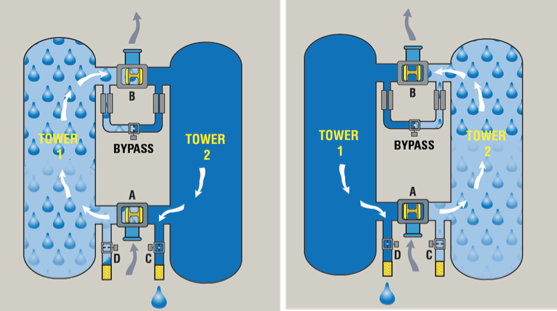
Figure 1: Operation of a heatless desiccant dryer.
All of these dryers have filtration on the inlet to keep water and oil from damaging and contaminating the desiccant. An additional filter on the outlet catches the desiccant dust that is generated from the constant movement of the desiccant beads against one another caused by flow of air through the dryer.
Compared to refrigerated air dryers the cost of operation of desiccant dryers is fairly expensive therefore their use should be carefully considered. Refrigerated dryers consume about 0.8 kW per 100 cfm of dryer rating including the compressor power required to compensate for the pressure differential across the dryer. Heatless desiccant dryers consume about 15 to 20 percent of their rating in purge air. This means 15 to 20 cfm of purge per 100 cfm dryer rating. If the compressed air is generated at an average specific power of 20 kW per 100 cfm at the compressor, the cost of the purge air is about 3 to 4 kW per 100 cfm of dryer nameplate rating. Add to this the cost for the pressure differential of the dryer and associated filters, and the cost becomes 3.5 to 4.5 kW per 100 cfm at full load. This is 4 to 6 times the cost of refrigerated dried air.
Over the years I have come to learn some important general lessons about desiccant dryers which I share here for the benefit of all:
Lesson 1 – Purge is based on nameplate rating
It is important to realize that the purge rating of an uncontrolled desiccant dryer is based on nameplate rating, not the amount of air flowing through it. The purge control is often simply an orifice or cracked open valve of some sort that allows a fixed flow of air from the pressurized side to the side being regenerated. The flow of air is not affected by the amount of air being dried in the air dryer unless there is some sort of dew point or moisture control. A properly sized dryer will be oversized to compensate for worst case conditions where excessive ambient and inlet temperatures are experienced at full load. Typically the average loading of the dryers is not at worst case conditions, however, meaning a typical dryer will often be running at average flows that are lower than its nameplate rating. If, for example, the flow in a 1,000 cfm fixed cycle air dryer is only half its rating or 500 cfm, the purge flow will still be 15 to 20% of the nameplate rating or 150 to 200 cfm. This would mean the real purge would now be 30 to 40% of the average flow. At one quarter load the purge flow would be 60% to 80% of the average flow.
Lesson 2 - Sometimes the purge continues when compressor is off
If the dryer is operating on a fixed cycle with no dew point control and the associated compressor turns off for some reason, which stops the flow of compressed air through the dryer, the purge will often continue to be fed from other system compressors. This flow allows the purge cycle to continue uninterrupted, but once the desiccant has been regenerated an uncontrolled dryer will continue to consume purge air for no reason and waste significant amounts of compressed air even though there is no air flowing through it. In this case the efficiency of the dryer is very poor. If multiple dryers exist in this condition during low load periods the waste can be extreme.
Lesson 3 – Air dryers are often the biggest use of compressed air
When auditing a compressed air system it is very common to find that uncontrolled desiccant dryers represent the biggest use of compressed air in the plant. This is especially true for lightly loaded systems where the compressor and dryer are much larger than the actual average loading due to size mismatch or load characteristics. Recently an audit at a grain processing facility showed a very high flow of air when the plant was in not in production. Much effort was expended in looking for leaks and drainage only to find that the non-productive load was caused by a misadjusted air heatless air dryer. Repair of the situation prevented the purchase of a larger compressor.
Benefits of Desiccant Dryer Dew Point & Purge Control - Webinar RecordingDownload the slides and watch the recording of the FREE webcast to learn:
|
Lesson 4 – Purge flows can change
The adjustment of the purge flow in a dryer is important. Often this is a manual adjustment that is done during a specific part of the dryer cycle. Many times the adjustment is simply the position of a ball valve based on the pressure reading on a gauge. Over time the ball valve can become misadjusted and the gauge can go out of calibration. The purge exhaust ports can plug causing a back pressure that can reduce the purge flow. Poor adjustment can lead to purge flows that are much higher than the rating of the dryer. Since there is typically no way of directly measuring the purge flow this wasteful higher flow is rarely detected. Regular testing is a good practice.
Recently, a seed cleaning plant purchased a used desiccant air dryer that used a fixed orifice style of purge flow metering. Once installed, the plant started experiencing pressure problems on a 10 minute cycle. An auditor was called in to assess the situation and found pressure dips every time the air dryer purged on its left side. Further investigation revealed that the orifice for the left side had been lost while the dryer was disassembled for transport.

“Heat regenerated desiccant dryers that are dew point controlled reduce their purge flow in proportion to moisture loading.” — Ron Marshall |
Lesson 5 – Pressure effects purge
Due to numerous reasons some systems operate higher than 100 psi, sometimes much higher. If the dryer uses a fixed orifice, this higher pressure will cause the dryer to consume more that rated purge. Dryers running at higher pressures actually need less than rated purge. Manufacturers can supply proper orifices for various rated pressures to reduce this wasteful flow for pressures other than 100 psi thereby saving purge cost.
Lesson 6 – Check the check valves
Some dryer designs have integrated check valves internal to the dryer. When this check valve is located downstream of the point where the purge flow is redirected to the regenerating side the air from the plant cannot get back to the dryer to maintain purge flow if the associate compressor unloads. This can have energy savings benefit if the associated compressor turns off, however, because the associated compressor now must exclusively feed the dryer purge this can cause compressor control issues. Where the dryer has a check valve and there is no large storage receiver between the compressor and the dryer a load unload compressor will rapid cycle. As soon as the compressor tries to unload the dryer will rob the compressor of its control signal, the check valve preventing back flow, and the compressor will immediately have to load up again. This can continue with the compressor inefficiently rapidly loading and unloading, even when there is no real system load on the compressor.
Compressed Air Purification & Piping Monthly e-NewsletterWith a focus on Demand-Side Optimization, compressed air dryers, filters, condensate management, tanks, piping and pneumatic technologies are profiled. How to ensure system reliability, while reducing pressure drop and demand, is explored through System Assessment case studies. |
Lesson 7 – Dewpoint controls save
One way to ensure the purge flow stays at near 15 to 20 % of the actual dryer flow is to use dew point or loading controls on the dryer. These controls adjust the purge time of the dryer to ensure that all the desiccant is saturated before the flow of purge starts to regenerate the desiccant. This method of control sometimes has its problems as the typical designs allow the desiccant to both sides to saturate fully before the flow of purge is turned on. Since both sides need regeneration there are sometimes a cluster of multiple purge cycles that can cause additional air demand. This has prompted at least one manufacturer to put moisture probes part way up the towers to detect then the moisture front reaches a certain level, thereby leaving some active desiccant remaining to assist in the regeneration. Others simply use a watchdog timer that initiates a purge cycle every so many minutes no matter what. This type of system has limited turn down for light loads.
Of course the dew point control sensor is only as good as its calibration. At one paper plant the compressed air system operators checked and recorded the dew point value of their blower purge dryer every 2 hours. No matter what, the reading was a constant -120 F, never changing. An auditor pointed out that there was water was pouring out of the dryer after-filter, yet the control said -120 F. The sensor had become flooded and failed to the low reading, a test of the calibration would have prevented expensive downstream contamination of instrumentation.
|
“A big plus for heated blower style dryers is that they are purgeless dryers, they use heated ambient air to regenerate the desiccant, not expensive compressed air.” — Ron Marshall |
Lesson 8 - Purgeless doesn’t always mean purgeless
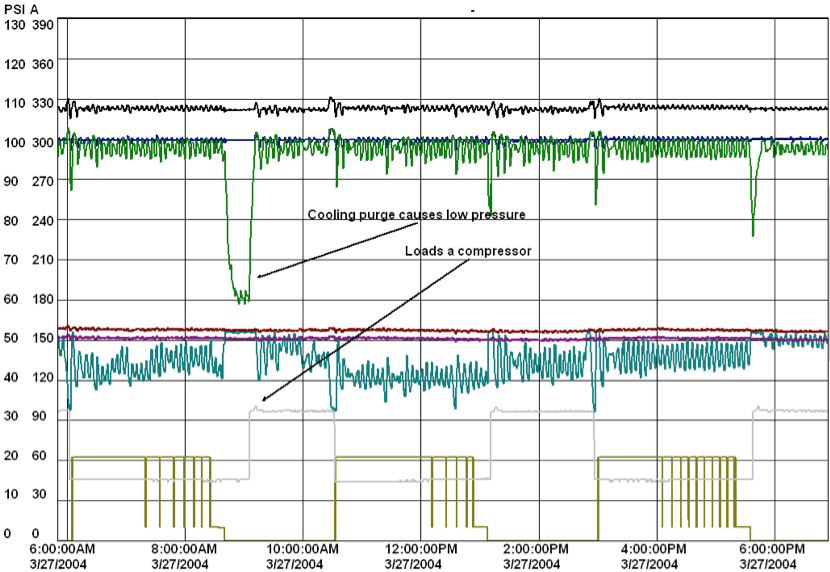
A big plus for heated blower style dryers is that they are purgeless dryers, they use heated ambient air to regenerate the desiccant, not expensive compressed air. But the desiccant in the dryer remains hot after the regeneration cycle, and hot desiccant does not dry the air. Since there isn’t enough time to cool naturally in a standard four hour cycle, the desiccant is most often cooled using a flow of compressed air, not exactly purge, but a consumption of air just the same. Most manufacturers of this type of dryer rate this cooling flow at 2% of the nameplate rating of the dryer. In actual fact this 2% is often 8% over one hour of the 4 hour dryer cycle, which averages to 2%. This 8% can have major implications if there is not enough compressor capacity online to feed its flow.
The chart below shows the notching effect caused by this flow at a fertilizer plant. The flow caused low pressure in the facility every four hours unless a 125 HP compressor was kept running. This particular dryer was oversized at 4,000 cfm for future load, however, it was only drying the capacity of two 750 cfm air dryers. The cooling losses in this dryer were excessive. The dryer also had a glitch in its operating software that caused its cooling flow to operate for 1.5 to 2 hours rather than one hour if the heating cycle finished early due to low moisture load, increasing the compressed air waste even more.
Lesson 9 - Temperature and flow effects
The temperature of the inlet air affects the moisture loading on desiccant air dryers. For every 20 degrees F drop in temperature the moisture content roughly reduces by half. Heatless desiccant air dryers are not affected by this reduction in moisture loading, so they don’t save if the air temperatures are reduced. For very light loading this lack of moisture can actually cause heatless dryers to perform poorly. Heat regenerated dryers that are dew point controlled; on the other hand, reduce their purge flow in proportion to moisture loading. This can be used as an energy efficiency measure. In fact at least one manufacturer sells a hybrid dryer that uses this effect by placing a refrigerated air dryer on the front of the dryer and a heated desiccant style on the back end.
Lesson 10: Filter differential costs energy
Because the desiccant is sensitive to oil and free water contamination there is usually a series of filters on the inlet and outlet of these dryers. Typically a particulate and coalescing combination is placed on the inlet and particulate on the outlet. When auditing these dryers this is a location that represents typically one of the biggest pressure differentials in the whole system. Where 5 to 7 psi exists across the dryer filter combination about 2 to 3 percent more compressor power is required to overcome this resistance.
Further to this the pressure differential can negatively affect compressor control and can cause rapid cycling of load/unload compressors, which can drive them to inefficient operating points on their curve, costing even more energy.
Selection of dual inlet filters can reduce this affect. Since pressure differential across filters varies with the square of the flow, the selection of parallel filters reduces the pressure differential to one quarter of the original value for a 75% reduction.
For more information visit the Compressed Air Challenge® website or contact Ron Marshall, Marshall Compressed Air Consulting, tel: 204-806-2085, email: [email protected].
To read more Air Treatment Technology articles, visit www.airbestpractices.com/technology/air-treatment.



