Often when you mention heat of compression the first thought generally relates to HOC desiccant dryers, which are also an under-applied opportunity for heat recovery. However, there are many other heat of compression recoverable energy savings opportunities in all compressed air and gas systems. This article reviews many opportunities in energy heat recovery and provides answer to commonly asked questions, such as:
Heat of Compression 101
Heat of compression reflects the basic inefficiency of compressed air or gas with regard to energy used to compress it compared to work energy actually delivered. For example: in a 100 psig-class (seven bar) air system, the air compressor uses about eight horsepower (hp) to deliver one hp worth of work. This concept is also true for other gases and at other pressures with variable answers. The 100 psig-class air compressed air is the largest sector in many commercial industrial, construction and other markets worldwide. These values may vary under different atmospheric operating conditions and will also be very site specific.
A discussion about heat of compression requires a look at the basic law of energy. It says that energy can neither be created nor destroyed. Therefore, energy input to compression not used in final work energy will be converted to heat within the system. This heat is expressed in Btu/hours.
As an example, if work energy used by the process is one hp = 2,546 Btu/hr., for example, then the total power input to produce the eight hp leaves a total of seven hp not used in process work – or seven hp x 2,546 Btu/hour = 17, 522 Btu/hour of heat left in the compressed air cooling system. (Note: Power over time = energy. In electrical terms, kW is power and kWh is energy.)
Heat of compression comes from the unused energy at the process – heat that is left in the air system is usually referred to as “free” because it is a by-product of compressed air or gas and is covered by the cost of operating the air compressor. If you don’t take advantage of this heat source (which is free) you will not only lose the available energy but may have to cool the air compressor system using more energy to avoid other issues. Recovered heat will offer the plant another heat source and the opportunity taken may well reduce plant operating energy costs.
Recovering Heat of Compression
As stated, all air or gas compressor generate heat of compression in the air compressor. Depending on the work used, the stored heat of compression in the system is around 15,276 to 17,822 Btu/hr. Within the plant there may be areas where a current heating application can be reduced or shut off utilizing the available heat of compression.
Looking at a typical air system, a reasonable target to recover the available heat of compression within the system would be 85 to 95 percent of the total motor horsepower input from the heated cooling air, water or other coolant used. For example:
- Cooling water from a water-cooled air compressor and aftercooler etc. – probable discharge temperature of around 130 °F.
- Cooling air from air compressor coolers and air-cooled aftercooler etc. – probable temperatures 5 °F to 20 °F above ambient.
- Coolant (oil) from various injected lubricating cooling rotaries (screw, vane etc.) 150 °F to 190 °F before the aftercooler.
Air compressors can be lubricated or non-lubricated. Non-lubricated units such as centrifugals, reciprocating, rotary screw, etc. operate hotter than lubricated machines.
Potential Value of Heat of Compression by Capacity (scfm) Class
This table displays the approximate potential values of recoverable heat of compression based on full load compressed air delivered in Btu’s/hr. including probable transport losses.
|
Capacity (scfm) 100 psig (7 bar) |
Approximate Btu/Hr. |
Capacity (scfm) 100 psig (7 bar) |
Approximate Btu/Hr. |
|
250 scfm |
150,308 |
1,000 scfm |
572,400 |
|
350 scfm |
208,500 |
1,200 scfm |
694,700 |
|
500 scfm |
287,700 |
1,500 scfm |
920,000 |
|
800 scfm |
463,100 |
2,000 scfm |
1,237,000 |
Here’s an example calculation of potential savings for one compressed air system. Let’s assume it has a capacity of 2,000 scfm at 100 psig and operates 6,240 hours annually. Also assume one kW equals 3,414 Btu/hr. A system with a capacity of 2,000 scfm at 100 psig equates to 1,237,000 approximate Btu/hr.
To calculate the savings, divide 1,237,000 Btu/hr. by 3,414 Btu/hr, which equals 362 kW. An expected maximum recovery rate of about 94% equates to an estimated 339 kW. The maximum recoverable power is 339 kW (energy kWh). The savings based on 339 kW and a blended electric rate of \$.07 kWh equals a savings of \$148,075 year.
It doesn’t matter whether the units are air-cooled or water-cooled – the maximum approximate recoverable energy under these conditions is still 339 kW, or \$148,075 year in HOC recovery!
Heat of Compression Methods of Heat Recovery
Now that we’ve given an example of how to calculate the potential values of heat of compression lets discuss different ways of locating the recovery potential and HOC methods in your facility.
Heat of compression stored does not have to be from an oil-free or non-lubricated compressed air system. There are many successful applications that can be implemented with lubricated air compressors by using the heated cooling media to accomplish the final heating at the process – such as heating specific areas in the plant with a dedicated heat exchanger. (Note: HOC dryers require oil-free air.)
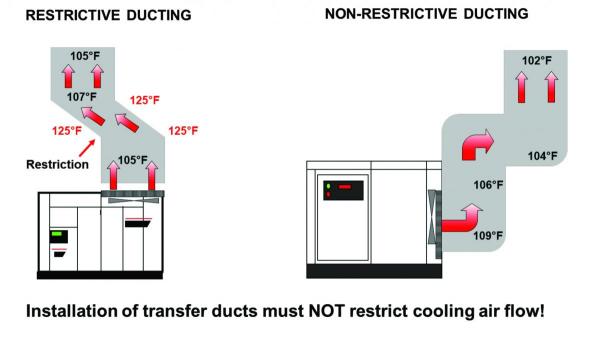
Air-cooled units collect all the air in one airstream then may duct the heated air to a desired location. Examples would be space heating and the creation of a heat barrier. Adding booster fans may be required to ensure enough fan capacity to move air without restricting the cooling airflow. Installing this type of ducting requires working very closely with the installer to avoid the risk of damaging the air compressor by operating too hot.
A typical oil-cooled rotary screw air compressor heat recovery opportunity includes both space heating and the creation of a heat barrier.
Pet Food Manufacturer Achieves Energy Savings
A pet food manufacturing plant compressed air installation serves as good example of the savings achieved with heat of compression recovery involving a closed-cooling system.
The system layout (Figure 1) shows two, 250-hp class injected-cooled two-stage rotary screw air compressors with a 2,500 scfm rated water-cooled refrigerated dryer. All the components are in a single, closed-loop air-cooled, 10 fan cooling unit.
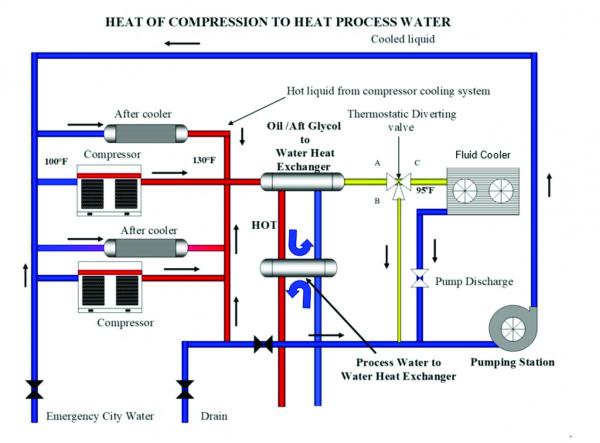
Figure 1.
The process water used for production is river water with an average temperature of 60 °F which had to be raised to 94 °F with the electric heat exchanger. Utilizing heat of compression to heat the process water to the desired 94 °F takes the energy load of the electric heater off the system. The total maximum recoverable potential was calculated at \$146,764 yr. After a five-year continued measurement program, the recovered energy savings averaged \$128,000 annually.
Identified causes of the lower recovery savings were:
- The original baseline was estimated too high and did not accurately predict the variations of cooling water flow.
- The heat recovery closed loop had a high pre-cooling effect on the exchanger loop of the primary (60/40 polyglycol) closed cooling system. During summer weather conditions eight fans operated, while only two fans operated during the cooler weather conditions.
After 15 years of operation the established baseline of about \$128,000 year is constantly monitored and accurate.
Using Heated Cooling Oil from a Lubricated Screw Air Compressor
Hot cooling oil (190 °F to 200 °F) or cooling water (130 °F) can be used to reheat saturated or high relative humidity compressed air to lower the relative humidity in the pipe. In some applications, this will not only eliminate outside pipe sweating, but also, under proper operating conditions, deliver hot, dry air to the process.
This hot air contains more usable energy because the heat raises the pressure with less air volume required and the water vapor is still in the form of a usable gas if it does not cool below the pressure dewpoint (when the vapor then falls out as water).
This has been very popular in sawmill plants where the hot discharge oil from lubricant-cooled rotary screw air compressors (150 °F to 200 °F) is routed to another heat exchanger and heats the discharge after-cooled air from the heated oil and delivers lower Relative Humidity (RH) and hotter air to the compressed air system. The reheater also pre-cools the heated lubricant, which reduces the heat load on the cooling system. The effect of operating at high air temperatures, which increases pressure, is illustrated in Figure 2.
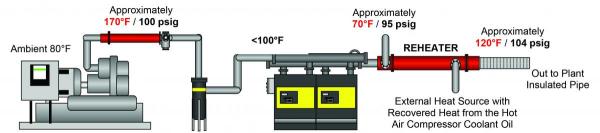
Figure 2.
As shown, raising the temperatures of the discharge air after the compressed air leaves the air compressor within the pipe it will raise the pressure without additional compressed air until it cools, i.e., more pressure with no increase in input energy to the air compressors. In this example, air from compressor discharge is 170 °F at 100 psig, air to the dryer is less than 100 °F at 100 psig, air from dryer is 70°F at 95 psig, and air from the reheater is 120 °F at 104 psig.
The result is a 9% increase in delivered energy with no increase in input energy to the air compressors!
Important to note is the effect of Charles’ Law on energy savings on heated confined discharge air. According to Charles’ Law, “At constant pressure, the volume of an ideal gas varies directly as the absolute temperature.” Absolute temperate is °F + 460 Rankine (oR)where °R is a constant utilized for these calculations. °FR is also presented as absolute °F.
Charles’ Law states that in a confined volume stored gas will increase in volume or pressure directly proportional to the rise in temperature.
In the example, the airline being reheated started at 70 °F at 95 psig. Adding the 460 °R value to the °F makes the absolute F value 520 °R. When the reheater was operating it changed to 580 °R with a 9% increase in pressure from 95 to 104 psig with no change in energy input to the air compressor.
Finding Common Types of Cooling in Air Compressor Rooms
Many common types of cooling can be located in an air compressor room, you just need to know where to look.
- Air-cooled air compressors: Heat of compression trapped in the air to air heat exchanger and cooling system. Heat is available in the cooling airflows and will discharge cooling air from 5 °F to 20 °F above the inlet cooling air. To be effective, this cooling air may need thermostatic type controls.
- Water-cooled air compressors: Heat recovery energy savings and projects are often easier to implement with the heat being well trapped in a controlled water flow. Regardless of the type of air compressors, the maximum expected heated discharge cooling water temperature is about 130 °F post aftercooler or higher taken before the aftercooler.
- Oil-injected/lubricant-cooled rotary vanes, screws and scrolls etc.: The injected cooling lubricant at about 150 °F is atomized into the compression chamber absorbing the heat of compression while it is being generated. This generally holds the discharge temperature to about 190 °F to 200 °F maximum or 165 °F to 185 °F minimum when taken before the aftercooler.
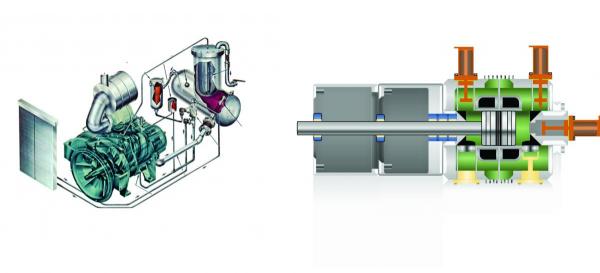
Shown is an injection lubricant-cooled rotary screw air compressors (left) and a water-cooled reciprocating air compressor with jackets and inline coolers, both of which offer heat of compression recoverable energy savings opportunities.
Lower Overall Energy Costs with Heat of Compression
Heat of compression in air or gas compressors reflects the basic inefficiency of the compression process with regard to energy input to the compressors to actual energy utilized in a given process. In the case of compressed air at 100 psig discharge pressure the nominal relationship is 8 hp into the air compressor to produce one hp of delivered energy or work.
Any input energy not used in the process comes “off” as heat of compression. These numbers will vary by inlet conditions, discharge temperatures etc. Heat of compression is considered free because the cost of the input energy is covered in the cost of producing compressed air or gas. But if you don’t recover the energy in some form of heat recovery, then there is no energy reduction. Keep in mind all of the heat of compression you’re able to use in other processes will lower the overall energy cost to generate air or gas.
For more information about this article, call Hank van Ormer, Air Power USA, at 740-862-4112, or 614-580-2711.
To read more Compressed Air Treatment System Assessment articles, please visit www.airbestpractices.com/system-assessments/air-treatment-n2.



