A commonly overlooked area of inefficient compressed air use is dust collector pulse-jet cleaning — either bag (sock) type, or reverse flow filter type. Dust collector systems are vital to many plant operations, particularly with respect to meeting both indoor and outdoor air quality standards. They are also often used to collect income-producing product. At the heart of a pulse-jet type dust collector is the proper installation and availability of compressed air.
Proper operation of dust collectors is critical to minimizing cost and maximizing system effectiveness. There are many types and sizes that use a pulse of compressed air to clear the bag or filter. This pulse is usually controlled by a timer, which may or may not have an auxiliary demand control. The timers are generally set by the operators to what they believe is appropriate for proper cake removal and bag life. A properly working demand pulse control will dramatically lower the operating cost.
In this article, we review the operating principles of both basic types of pulse-jet dust collectors — bag (sock), and reverse flow filter. We then examine the effects of various installation and accessory selection issues through several case studies, providing examples of how to fix the issues and optimize the system’s compressed air use.
Basic Operating Theory of Bag Type Pulse-Jet Dust Collectors
The dust is collected on the bag or fingers, and when the cake of dust is of appropriate thickness and structure, a pulse (or pulses) of compressed air is used to hit or shock the bag and knock the cake off. This pulse may sometimes be accompanied by physical shaking. Depending on the design, reverse airflows may also be incorporated.
When the cake is removed correctly from the dust collector, the system removes dust from its assigned environment and has a normal bag life. When the cake is not removed efficiently, the dust collector does not always continue to remove dust effectively from its assigned environment, and the bag life can be significantly shortened. Dust collection system designs specify the compressed air inlet pressure to the manifold and pulse valves necessary for effective dust removal. Based on this pressure, the pulse valve sends a given volume or weight of air to the bag at a predetermined velocity to strike and clear the cake. The actual amount and weight of the air is dependent upon the pulse nozzle being fed compressed air at a pre-determined minimum and steady pressure.
The dust collector must receive the correct pressure (or close to it) and a steady repeatable pressure level for each pulse, particularly if timers are used to control the pulses. The operator may experiment to find the right timing sequence at a desired compressed air inlet pressure. However, if this pressure varies, the performance will be inconsistent and unsatisfactory, and it may also use a great deal more compressed air.
Dust Collector Filter Reverse Flow Pulse Cleaning
The reverse flow filter dust collector utilizes cartridge elements that are cleaned by “back flushing” with compressed air. This momentary airflow reversal is induced by a short burst of compressed air similar to pulse-jet bag dust collectors. The compressed air is released from the storage receiver by a fast-acting, high-flow diaphragm valve. This pulse of air dislodges the accumulated dust from the element. The dust then dumps into the hopper or collector drawers.
Each pulse cleans a series of filter elements, leaving the remaining cartridges available to continue filtering the air. Each diaphragm valve typically operates one pulse-jet blow pipe. Each pulse-jet blow pipe contains a nozzle for each cartridge — usually up to three cartridge filters per pipe. As the pulse of air reaches the nozzle, it is accelerated through the smaller diameter, creating a low-pressure center, or Venturi, which pulls in surrounding air through the filter in a counter-flow direction.
The rated flow of compressed air per pulse is usually 3 to 6 cubic feet, with normal pulse durations of .15 to .5 second. One valve typically opens every 15 seconds. Obviously, there are other designs with different specifications. Most of the time there will only be one valve opening every 15 seconds, but sometimes there could be two or more pulses simultaneously.
How Dust Collectors Impact Compressed Air Systems
From a compressed air standpoint, the supply of proper compressed air is the same. Whether pulse-jet direct or pulse-jet reverse flow, the basic valve operation is very similar and will vary by model, brand, conditions and material.
Regardless of whether the pulse-jet dust collector is bag or filter type, the critical support system of piping, storage and controls is important for not only the operating performance and maintenance cost, but also the compressed air actual demand and its effect on energy costs.
The use of a demand type pulse control, as opposed to timer activated, allows the operation to run with optimum compressed air usage. This is commonly referred to as an automatic pressure differential pulse controller.
Rate of Flow is a Necessary Factor for Dust Collector Applications
Flow rate is the average flow of compressed air in cubic feet per minute (cfm), either required by a process or delivered to the system. Rate of flow is the actual rate of flow of compressed air demand expressed in cfm — regardless of duration. Even relatively small air demands in cubic feet can have a very high rate of flow, if they occur over a very short time period. Dust collectors have this characteristic.
Sequence controllers can have a very significant impact on the required rate of flow. For example, Figure 1 shows a dust collector system that has two pulsing valves that use 6 cubic feet over .15 second for each pulse. Both valves open together every 7 seconds. If this is the case, and the dust collector performance and integrity are a problem due to low entry pressure at the pulse, appropriate storage and piping can be a very effective correction when properly implemented.
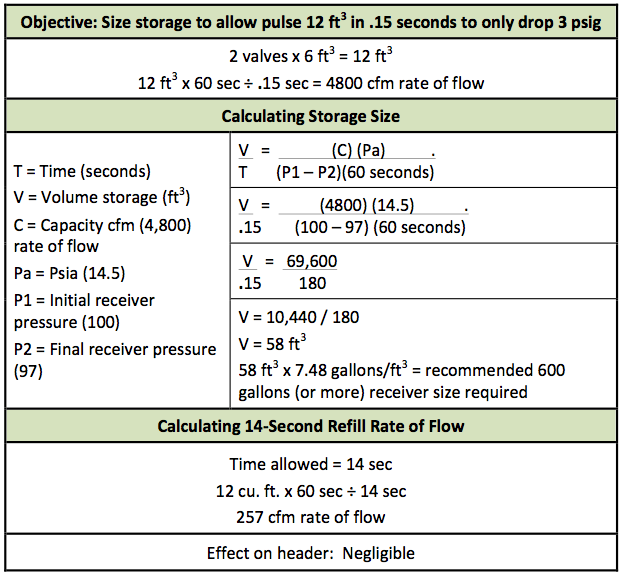
Figure 1: Calculating Pulse Rate of Flow to Dust Collectors
Although the actual flow is only 12 cubic feet (Figure 1), its rate of flow is 4800 cfm, meaning that piping and all additional components have to handle this burst as if it was 4800 scfm in order to deliver the air at an appropriate pressure. Additionally, a standard regulator cannot handle this .15-second duration, since it cannot open fast enough to supply the air. In short, 12 ft3 of air has .15 seconds to get to the pulse valve at the appropriate entry pressure. If this does not happen, the entry pressure collapses and the pulse-jet becomes ineffective.
Case Study 1: Alleviating Restricted Airflow by Properly Sizing Piping and Storage
Figure 2a illustrates a very common installation or system situation that causes restricted airflow. This occurs because the proper rate of flow was not identified for the dust collector cleaning action — either prior to the installation or prior to some operational change. Feed line sizing, regulator sizing and air supply all require an identified rate of flow. You cannot use average flow rate. Figure 2b shows the corrected system, in which compressed air stored in a properly sized vessel supplies the pulse air required in time through a large pipe. The restrictor refill valve slows down the tank refill, protecting the main air system.

Figure 2a: The dust collector was not installed with enough storage or pipe size to deliver the air to the manifold in a short time duration.
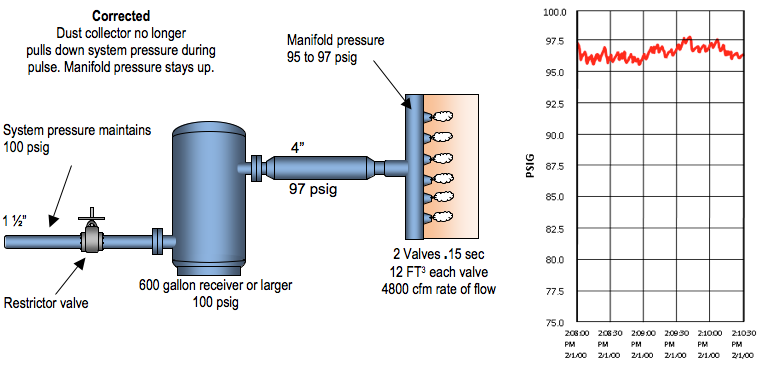
Figure 2b: Corrected System with Properly Sized Storage and Piping
Case Study 2: Addressing Inlet Air Pressure Issues for Proper Operation
In the configuration shown in Figure 3a, entry air to the dust collector manifold was controlled by manually cracking the 2-inch ball valve to restrict the flow and protect the main compressed air system. The plan was for the operator to watch the pressure gauge and manually adjust the valve as required. In actual performance, this did not work. When checked during operation, four out of six dust collectors had excessive entry pressure loss (>10 psig, see the chart in Figure 3a). The plant experienced poor results, short bag life, and could not run the automatic demand control.
A properly designed system is displayed in Figure 3b. Compressed air storage with a restrictor refill valve was designed with proper input data to hold entry pressure loss at <5 psig. Performance improved, and the automatic demand controls run well and use less air, resulting in longer bag life.
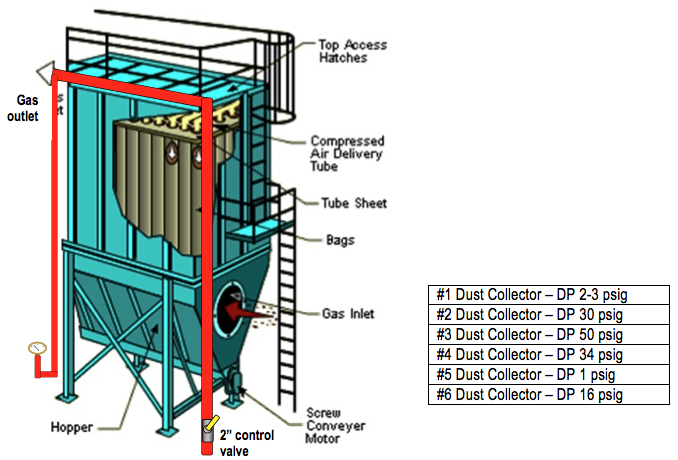
Figure 3a: Excessive Pressure Loss at Entry
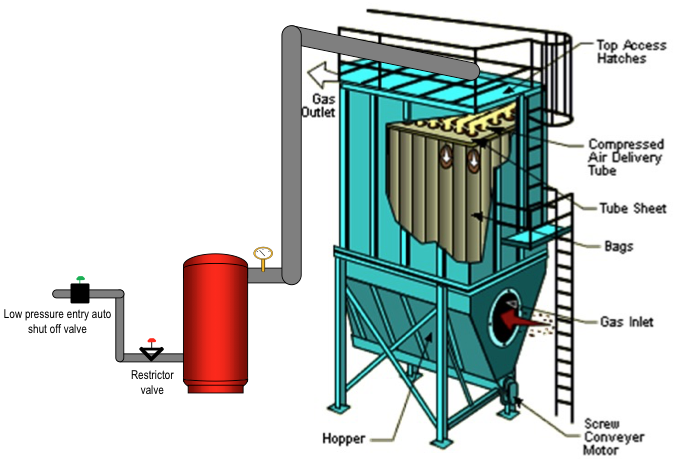
Figure 3b: Restrictor Refill Valve Holds Entry Pressure Loss
Case Study 3: Sizing Storage to Offset Slow Regulator Response Time
Standard regulators usually will not work for the normal pulse duration. The first installation, displayed in Figure 4a, included one regulator, and a second parallel regulator was added. It still did not work, and the collector header fell to 50 psig. To address the issue, the regulator was replaced with a properly sized receiver and restrictor valve refill, which can be seen in Figure 4b.
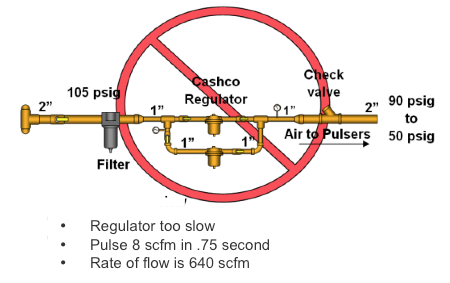
Figure 4a: Process Air Supply
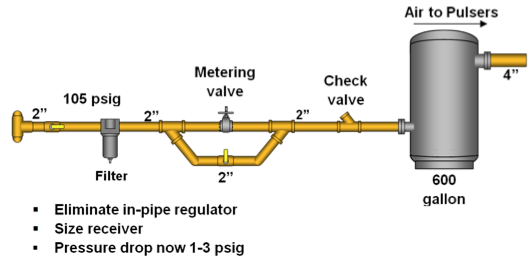
Figure 4b: Auxiliary Storage Stabilizes the System
Tips for Typical Pulse-Jet Dust Collector Operation (Bag or Filter)
As seen in the previous case studies, issues with compressed air delivery and supply may create an ineffective pulse. Here are a couple of recommendations to ensure an effective pulse:
- Use proper line size to handle rate of flow without high pressure loss.
- Integrate storage to supply air without pulling down feed to collector.
- Monitor inlet pressure and drop at pulse.
- Monitor flow pressure ahead of the receiver.
- Monitor pressure at the dust collector manifold entry.
Other Recommendations for Dust Collector Optimization
Some dust collector manufacturer instructions will specify a filter and regulator. Be sure the regulator selected will fully open in the time allowed for the application. Otherwise, the installation should be augmented with a properly installed air receiver fed with 100-psig system pressure, an adjustable restrictor valve, and an appropriate check valve (as shown in Figure 4b) on the 2-inch feed to the vertical air receiver. Install the air receiver near the dust collector entry. When one pulse valve opens, expect a 1-psig drop. That drop should not exceed 3 psig. If two valves open simultaneously, the minimum entry pressure of 90 psig is still covered.
Pulse-jet dust collectors are a continuing source of leaks, particularly when pulse-jet diaphragms fail and become very large compressed air leaks. An open 3/4-inch diaphragm pulse valve can leak 200 to 250 cfm, and 50 to 60 hp worth of compressed air is equivalent to about \$24,000/year.
Often, leaks are hard to hear, and sometimes — when first heard — they are ignored in the hopes that someone else will notice and repair it. After all, it is a hot (or cold), dusty and noisy job, and it is often above ground. There are some excellent electronic monitoring systems available that will identify leaks from failed solenoid pulse jet valves. These can also monitor filter performance, and condition and monitor the system’s capability to stay in compliance. For these systems to perform as designed, the compressed air supply should deliver solid, consistent performance at the point of use.
Designing “By the Book”
When a plant or operation with significant dust collecting is audited, it is very rare to find anyone in operations who is aware of what the dust collectors operating specifications are and how or why the pipe sizes were selected. When you get the facts and go "by the book," an amazing thing happens — the system works like it’s supposed to.
This article was adapted from Dust Collection Training Materials provided by Air Power USA. For more information, please contact Hank van Ormer, Air Power USA, or visit www.airpowerusainc.com.
For more articles about System Assessments, please visit www.airbestpractices.com/system-assessments.



