Introduction
This is a food processing plant where processes and standards are controlled by FDA to AIB standards. Annual plant electric costs for compressed air production, as operating today, are \$116,765 per year. If the electric costs of \$3,323 associated with operating ancillary equipment such as dryers are included, the total electric costs for operating the air system are \$120,088 per year. These estimates are based upon a blended electric rate of \$0.085/kWh.
This compressed air system assessment provided recommendations to reduce compressed air flow consumption and capture waste heat in the air compressors. Based on the air system operating 6,240 hours per year, the group of projects recommended could reduce these energy costs by an estimated \$59,002. In addition, the projects will increase productivity and reduce maintenance issues.
Estimated costs for completing the recommended projects total \$68,800. This figure represents a simple payback period of 13.7 months. Due to article length restrictions, we will focus on the recommended compressed air management and flow control system.
Proposed System Schematic

The Existing Compressed Air System
The production system operates 6,240 hours per year. The load profile or air demand of this system is relatively stable during all shifts. Plant air is produced by three Sullair lubricant-cooled, rotary screw compressors -- one 150-hp, and two 75-hp. There is also a 150-hp compressor out-of-service for repairs. Weekend air is supplied by three, 5-hp tank-mounted units in on-line/off-line.
After the air-cooled aftercooler the compressed air goes to a water-cooled aftercooler (which operates only during hot weather) and then through a ConservAIR controller which holds the stored pressure at about 105 psig and the system pressure at a stable 92 psig (nominal). The 92 psig dry air goes to all the main plant air production areas. The observed flows in the flow meter readout after the ConservAIR ran from 550 scfm to 960 scfm.
 “The two most effective ways to run air compressors are at ‘Full Load’ and ‘Off.’”
— Don van Ormer, Air Power USA
“The two most effective ways to run air compressors are at ‘Full Load’ and ‘Off.’”
— Don van Ormer, Air Power USA
|
Rotary Screw Air Compressor Capacity Controls (Lubricant-cooled)
The two most effective ways to run air compressors are at “Full Load” and “Off.”
Capacity controls are methods of restricting the output air flow delivered to the system while the unit is running. This is always a compromise and is never as efficient as full load on a specific power (cfm/hp) basis.
The two most common control methods used for rotary screw compressors are modulation and on-line/off-line. Modulation is relatively efficient at higher loads, but less efficient at lower loads.
On-line/off-line controls are very efficient for loads below 60% when properly applied with adequate effective storage to create enough time for blow down. There are several other control types – e.g., “variable displacement” (75% to 100% load) and “variable speed drive” (25% to 75% load), – that have very efficient turn down when applied correctly.
These controls must be installed correctly to operate efficiently. Piping and storage should be available close to the unit with no measurable pressure loss at full load to allow the signal to closely match the air requirements.
The current system has on-line/off-line controls with relatively fast blow down and proper storage. The control systems appear to be running well.
Central Monitoring and Air Management Control System
A compressed air system central monitoring and control for multiple units can offer significant energy savings and productivity improvement. Often, the installation of these systems on PC hardware and appropriate software will allow the company’s personnel to effectively control, monitor, operate, and sequence the compressed air system from any PC on the computer network. The facility’s monitoring system should be able to monitor and record system flow and pressure and interface with the local on-board unit control system as it stands or modified. These systems provide information and trending data to maximize system efficiency, reduce maintenance costs, and minimize unscheduled downtime. They can be set to alert personnel via a text or email of a compressor warning, alarm, or shut down condition to ensure prompt attention to an emergency situation.
This type of monitoring software typically analyzes the sensed operating condition and brings the compressor on- or off-line, as required, to best handle the demand. They should not operate on a fixed sequence cycle. This ensures that only one unit runs at part load and all others are at full load or off.
Despite its usefulness, a central air management system is not able to do anything that could not be accomplished by plant personnel if trained staff were available 24 hours a day, 7 days a week, 365 days a year and dedicated to responding immediately to any situational change. However, this manpower is not often readily available.
The monitoring function is not a direct energy issue but does help the plant retain the efficiencies the facility’s air system program has obtained. A well-applied monitoring system can become an integral part of a full central compressed air management control system.
|
“A central management system will automatically turn the dryer off at the start of the weekend and automatically turn it back on at the end of the weekend.” — Don van Ormer, Air Power USA |
√ RECOMMENDED PROJECT (A) – Add a central compressed air management system with trended monitoring to control the multiple compressor operation. This air management system should be capable of keeping all units at full load and one unit at part load with all other machines off 85% of the time. It should also control the Pneumatech PE1500 external heat dryer with dew point demand and shut it off on weekends and back on for weekday operation.
Projected Results of Project A:
Current weekday operation: There is always one 75-hp on at full idle since most, if not all the time, one 150-hp and one 75-hp plus the surge tank support are all that is required. The measured idle kW of the 75-hp is about 30 kW at 80% utilization. This would average out to 24 kW for 6,240 hours at .085 kWh = \$12,730 /year.
Weekend Operation: Because the air dryer has not been able to shut off properly and conveniently at the end of a 4-hour or more cycle it is left on with the valve to the plant closed. Apparently transient water vapor migrates back to the dryer bed triggering the dryer cycle and using 100 scfm or more purge air which keeps one 75-hp unit drawing at 35% flow and 49% power (68 kW x .49 = 33.32 kW).
A central management system will automatically turn the dryer off at the start of the weekend and automatically turn it back on at the end of the weekend.
Net savings (33.3 kW x .085 kWh x 2,520 hours/year) \$7,133
Total annual electric energy savings \$19,863 /yr
√ RECOMMENDED PROJECT (A-1) – Reconfigure header and connections. Change 4” header to 6” and 90° crossing tee entry to directional angle entry. Savings are included in Project A.
Reviewing the performance curves of the metering data, one could see that even at a high load the system could not keep the 150-hp constant and the net result is random units going on and off at no load. The problem cause is turbulence-driven back-pressure. It may be possible to set the controls different to offset this effect but the turbulence issue would still be there. The 3” crossing tees into the 4” header appear to possibly be very borderline acceptable if all three compressors can fully load in with “short cycling or “backing down”.
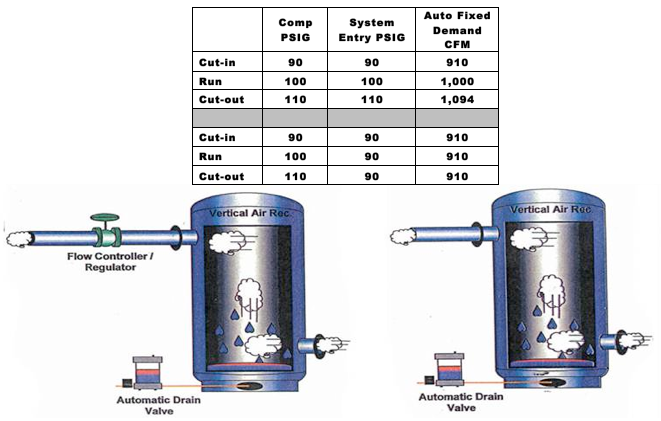
Artificial Demand Background
The air system will be most efficient if it uses the lowest possible flow and the lowest effective pressure. Therefore, pressure regulators can be used to create effective use of the air receiver capacity and maintain a stable air flow in the system at the lowest effective pressure. This avoids pressure spikes that can create increased flow to all unregulated air uses with no increase in productivity. It is not reasonable for the current system float to vary by more than 2-3 psig. The current system pressure float apparently is 91 psig to 91 psig.
Artificial demand is air demand generated by excessive pressure or system overdrive that does not enhance productivity or quality. Other benefits of a “controlled system” include:
- Production should find a constant, steady pressure conducive to stabilizing demand and increased productivity. A steady, fixed pressure may also increase the quality of production runs by fixing the repeatability standards.
- Once the system is stabilized and the flow and pressure are controlled, plant personnel can experiment to find the lowest effective pressure, which will optimize flow demand.
- Properly sized demand-side control receivers and controllers may often carry a peak demand event over its operating time span without turning on or loading another compressor. Storage to cover certain identifiable larger demand “events” should be sized by calculation to cover the additional flow. Once sized, the decision will be whether to install the required storage in the compressor room or near the process.
Effect of Lower Pressure on Unregulated Flow
A plant’s level of unregulated flow of 500 cfm at 100-psig pressure will automatically, and approximately reduced as shown below for alternative pressure levels. This reduction is known as eliminating artificial demand or system overdrive. Sample savings include:
- Pressure reduction to 95 psig saves 25 cfm or 5 HP
- Pressure reduction to 90 psig saves 50 cfm or 10 HP
- Pressure reduction to 85 psig saves 75 cfm or 15 HP
Full networking control systems and variable speed drive controls will also deliver a steady pressure to any system whose demand does not exceed the supply – this performance is not storage dependent
The plant already has an effective intermediate control installed with a 5,000 gallon tank of stored dry air. The tank has a single line entry instead of going through it as usually recommended. It does not appear to be an issue at this time and no action recommended at this time.
Conclusion
Compressed air system central monitoring and control for multiple units can offer significant energy savings and productivity improvement. In some cases when combined with storage tanks and flow controllers, a compressed air system can be significantly improved.
For more information contact Don van Ormer, Air Power USA, tel: 740-862-4112, www.airpowerusainc.com.
To read more Technology articles, visit www.airbestpractices.com/technology/compressor-controls.



