This metal fabrication and machining facility produces high-quality precision-built products. Over the years, the plant has grown and there have been several expansions to the current location. The company currently spends \$227,043 annually on energy to operate the compressed air system. This figure will increase as electric rates are raised from their current average of 9.8 cents per kWh.
The set of projects recommended, as a result of the system assessment, could reduce these energy costs by \$89,092 or 39%. In addition, these projects include a centralized control system that will help plant staff maintain efficient compressor sequencing and monitor key system performance indicators on an ongoing basis. Estimated costs for completing the projects total \$156,000, representing a simple payback of 22 months.
The objective of this paper is to provide readers with an example of some of the information gathered, during a system assessment, BEFORE any conclusions or recommendations are made. This is information that any factory would do well to know and have on file.
Measurements Set the Baseline
The following actions were taken to establish the baseline for flow, kW and pressure in the compressed air system.
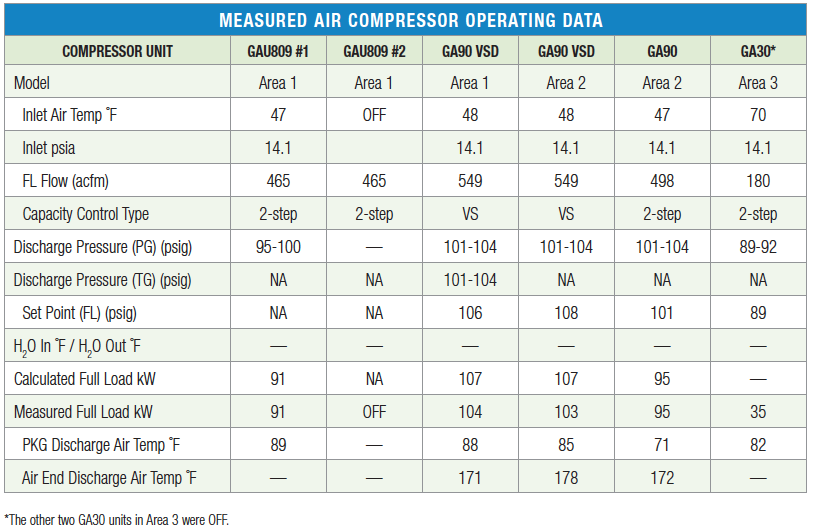
- Temperature readings were taken on all units with an infrared surface pyrometer. These were observed and recorded to relate to the unit’s performance, load conditions and integrity.
- Critical pressures including inlet and discharge were measured with Ashcroft digital calibrated vacuum and pressure test gauges with an extremely high degree of repeatability.
- All units had the input kW measured with a Fluke motor analyzer and logged with a Hawkeye recording kW meter. Data goes to an MDL multi-line data logger.
- The same basic measurement and logging activity was carried out for system pressure using an Ashcroft pressure transducer and the same multi-channel MDL data logger.
The Existing Air Compressors
All air compressors are in good working order and have performed reliably over time. Area 1 compressed air is supplied by two Atlas Copco single-stage, lubricated, air-cooled rotary screw compressors. One is a GA90 constant speed, two-step controlled unit. This machine is a 125-hp class producing 498 cfm at 125 psi. The other GA90 is a variable-speed drive control (125-hp class), producing 549 cfm at 100 psig set discharge pressure.
Area 2 compressed air supply consists of three Atlas Copco units. Two machines are GAU809 single-stage, air-cooled, lubricated rotary screws. They are 100-hp class producing 465 cfm at 125 psig rating. The third compressor is identical to the Area 1 variable-speed compressor.
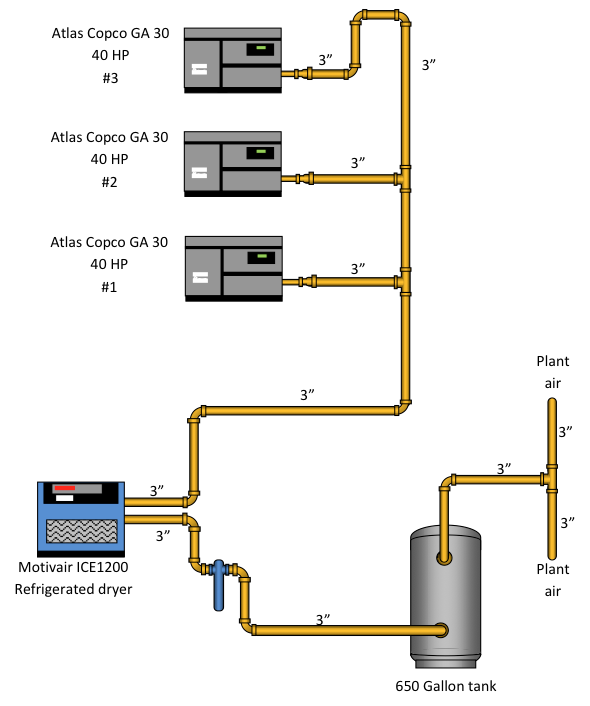
Area 3 compressed air supply has three Atlas Copco GA30 single-stage, lubricated, air-cooled rotary screw machines. These units are 40-hp class, producing 180 cfm at 125 psi discharge pressure.
The current system has controls on all but the GA90 VSD. The GA90 VSD is a 2-step load/no-load control. The variable speed units can vary their speed from 600 rpm to 3,260 rpm. The current units have capacity controls capable of translating “less air used” into a comparable reduction in electric cost. These controls will not work effectively with the current piping and air receiver storage situation.
The normal operating band of the compressed air supply is 10 psig. The effective storage capacity is created by the location where this band is neutralized. The current sequencer system for the two GAU809 units does not appear to benefit the system. This system assessment will recommend a central control system working off a target pressure set-point; with interface with the company-wide enterprise energy monitoring system.
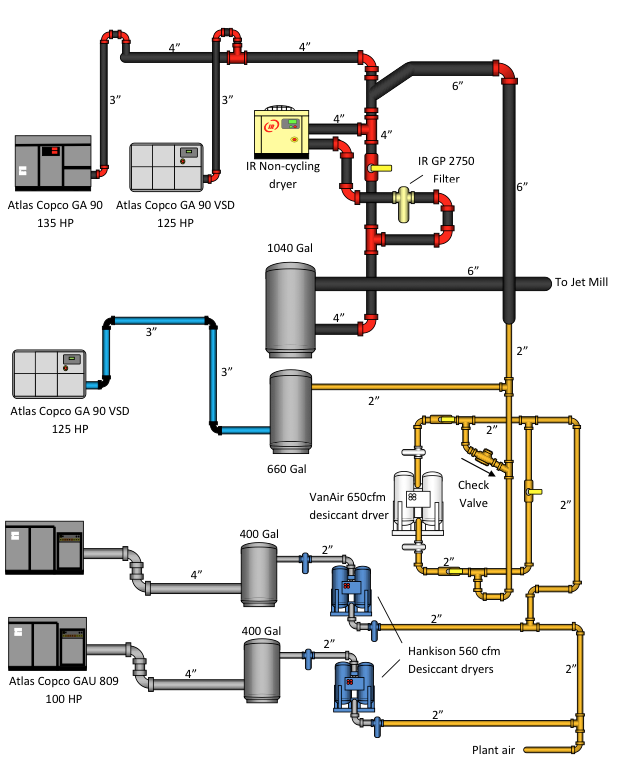
Areas 1 and 2 Compressed Air Supply (replace “To Jet Mill” label below with “To Area 1”, replace “Plant Air” with “To Area 2”)
Non-Existent Maintenance of the Desiccant Dryers
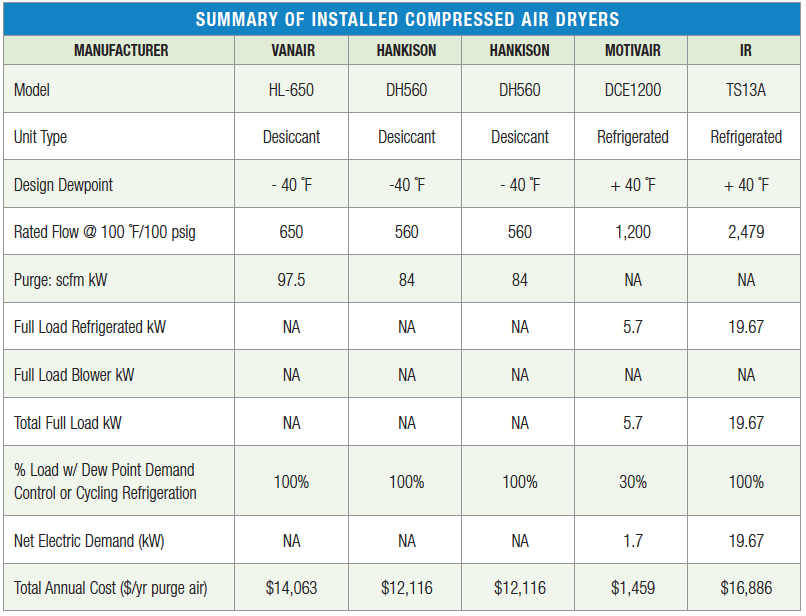
Key features of the plant’s current dryers are displayed in the table below. According to plant personnel, the three heatless desiccant dryers are not required for an acceptable dewpoint. These three dryers consume 265 scfm of compressed air for regeneration (purge air). The expected dewpoint from these dryers is in the -40°F PDP range, as compared to the dewpoint of a refrigerated non-cycling dryer of +40°F PDP.
All equipment requires maintenance and compressed air dryer maintenance has been non-existent. This was evident during our site visit. The three desiccant dryers were functioning, yet certainly not delivering the design dewpoint due to the maintenance neglect.
- The purge air mufflers are coated with oil and oil vapor was evident coming out during purge. Maintenance issue; likely desiccant replacement needed, prefilters need to be maintained and mufflers changed.
- On one DH560 unit, water and oil have twice been drained out of the prefilter trap and the afterfilter manual drain. This situation indicates that the desiccant in all likelihood is coated with oil and also receiving liquid water -- the desiccant will only adsorb water vapor. Maintenance issue; filter drains must be maintained or replaced and the desicant must be replaced.
- We drained the desiccant dryer main header several times from a drain leg and removed significant continuing amounts of liquid water. If the dryers were delivering air at -40°F, the pipe would be dry.
Refrigerated Dryers and Condensate Drains
The refrigerated dryers have also not been maintained. This was most evident when looking at the condensate drains. Area 1 uses a non-cycling refrigerated dryer rated for 2,479 cfm air flow (IR TS13A). It uses a timer drain which appears to be working although it shuts off while a significant amount of liquid condensate is still being expelled. This again is a maintenance issue. It is probable that the liquid condensed water vapor is not being completely removed and is contaminating the system. There is evidence of oil and /or water leaking from the discharge line of the 1,040-gallon dry receiver.
We could not measure the pressure dewpoint of the system because high moisture/liquid levels would damage the probe. It is not necessary to measure pressure dewpoint when visible water is present. The pressure dewpoint is at least as high as the room air (65-70°F).
Production, nevertheless, appears to be normal with no identified moisture problems - even with these high pressure dewpoints. The receiver, filter, and piping are keeping the liquid water away from the critical processes.
The MotivAir dryer in Area 3 was not working on this visit. It was working correctly on the first visit. More standard maintenance issues. When the dryer is off and air is flowing, the wet air is placing liquid condensate into the compressed air system. The moisture present in the piping of Area 3 will have to be evaporated in the future by dry air coming into the system.
Establishing the Current System Demand and Energy Baseline
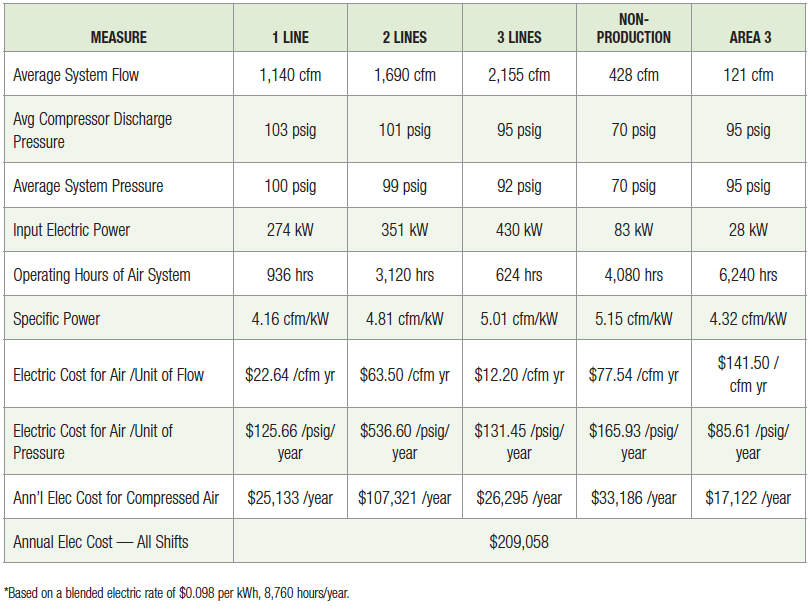
Annual plant electric costs for air production, as running today, are \$209,058 per year. If the electric costs of \$18,345 associated with operating ancillary equipment such as refrigerated dryers are included, then the total electric costs for operating the air system are \$227,403 per year. These estimates are based on a blended electric rate of \$0.098 /kWh.
The Area 1 and Area 2 compressed air system operates 8,760 hours a year and the Area 3 compressed air system operates 6,240 hour per year. The load profile of the Area 1 and 2 systems is not relatively stable during all shifts. According to plant personnel, this is the average production profile of Areas 1 and 2:
| Areas 1 & 2 Demand Profile | |
| Production hours with air on | 6,240 hrs |
| Non-production hours with air on | 2,520 hrs |
| Total hours |
8,760 hrs |
| Areas 1 & 2 Production Lines: | |
| 10% of the hours -- Three production lines | 624 hrs |
| 50% of the hours -- Two production lines | 3,120 hrs |
| 15% of the hours -- One production lines | 936 hrs |
| 25% of the hours – Lines Idle | 1,560 hrs |
| Total hours | 6,240 hrs |
With these production profiles, there are no production lines running (in Areas 1 and 2) 47% of the total year or 4080 hours (2520 hours + 1560 hours) out of 8760 total hours.
Data-Logging the Individual Air Compressors
All the air compressors are working reliably and as they were designed to perform. The issue here is the gradual plant expansions have made all the interconnecting air compressors not work together as originally planned. This is a common occurrence in growing factories. Below is a summary of our observations gathered from data logging the individual air compressors.
When One Production Line is Operating:
- GAU809 Unit #1 at part load at 51 kW average (40% load)
- Area 2 VSD GA90 at minimum load @ 25.5 kW average
- Both Area 1 compressors at full load
- Pressure at 103 psi according to plant personnel.
When Two Production Lines are Operating:
- GAU809 Unit #1 at part load and 67 kW average
- Area 2 VSD GA90 at part load – higher load – 82 kW average
- Both Area 1 compressors at full load
- Pressure at 101 psi.
When Three Production Lines are Operating:
- GAU809 Unit #1 / Unit #2 turns on – both at part load
- Area 2 VSD at part load – 82 kW
- Both Area 1 compressors at full load
- Pressure fell to 95 psig.
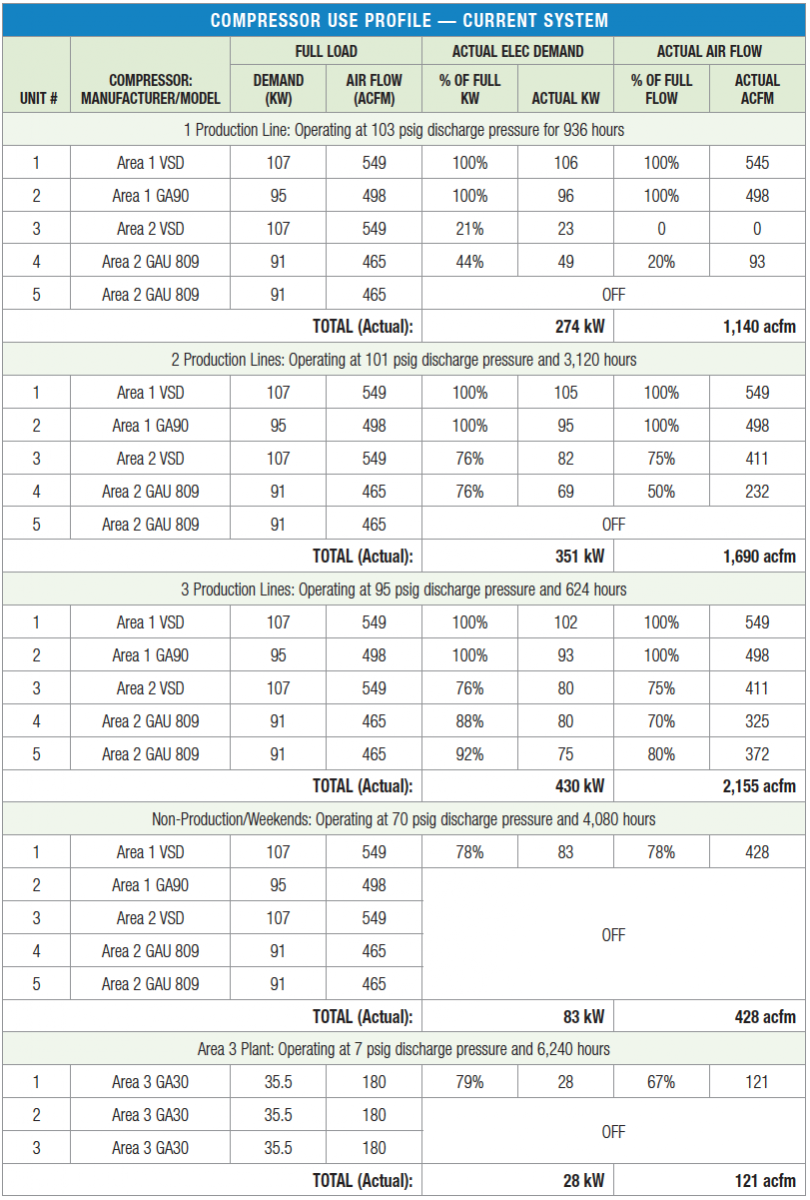
Area 3 Compressed Air Supply
Conclusion
Factories often outgrow the design of their compressed air systems. The individual components perform well, if properly maintained, but the new “add-on” systems no longer allow each air compressor to operate optimally. The objective of this article is to encourage factories to gather the above data (and drawings) of their compressed air systems if they believe this may be their situation. In any event, this is information any owner of a compressed air system would do well to maintain up to date and on file.
For more information contact Don van Ormer, Air Power USA.
To read more System Assessment articles, visit www.airbestpractices.com/system-assessments/compressor-controls.



