A global glass container manufacturer in the Netherlands leaves no stone unturned when it comes to product quality, plant uptime and energy conservation. That’s why it upgraded its compressed air system used to produce more than one billion glass bottles and containers per year.
To improve the delivery of compressed air at the plant, which is supplied by low-pressure and high-pressure compressed air systems, the manufacturer took an important first step by using airflow meters to monitor and measure the performance of both systems. Subsequent planning based on actionable data led to a unique compressed air system upgrade that increases the plant’s ability to maintain peak production of high quality glass bottles and containers at all times – while saving \$150,000 per year in energy costs. The project also delivered a payback of less than two years.
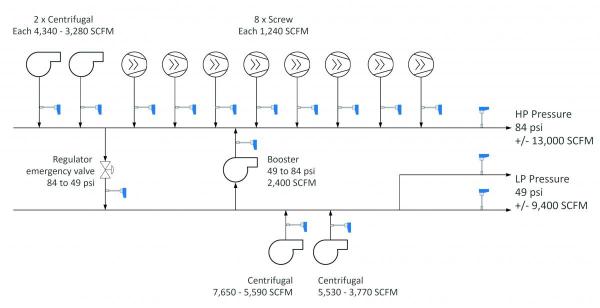
The glass manufacturer’s high-pressure compressed air system (top) and low-pressure compressed air system (bottom) incorporates the use of a compressed air booster to achieve energy efficiency and pressure stability.
Hot and Cold Machine Bottling Processes
The Dutch division of this multinational company, which is one of the top producers of glass containers in the world, operates several glass manufacturing plants in the Netherlands. The main plant that needed to address its compressed air system operates twenty four hours per day, seven days a week to produce 1.3 billion glass beer bottles per year. The pristine bottles are shipped to leading beer brands and small breweries in the Netherlands and elsewhere throughout the world. The facility also supplies compressed air to an adjacent glass plant, which makes wine glasses.
The plant’s bottling process begins with the hot-end process where furnaces convert glass feedstock into molten glass. At temperatures of up to 1,200oF, the glass enters a plastic stage so it can be cut into a cylindrical gobs, which are eventually formed into glass bottles and other containers. An automated blow-and-blow process involving multiple IS machines is then used to form the beer bottles.
Within each IS machine, compressed air is used to force the gob into a mold, which converts it into a “parison,” which is the name of the initial shape of the beer bottle neck and the bottle itself. After the parison is formed, it is flipped to the other side of the machine where valves open to allow compressed air to blow the parison into the desired bottle shape. Once cooled, the bottle is automatically removed from the IS machines and conveyed to the cold-end process of the factory where the bottles are inspected and packaged.
Low- and High-pressure Systems Vital to Production
The plant’s compressed air system is comprised of two complete systems. A low-pressure system delivers 9,400 scfm of air at stable 49 psi, while the high-pressure system provides up to 13,000 scfm of compressed air at 84 psi. Both have been updated throughout the years with a variety of equipment to enable the plant to keep pace with steady growth.
The low-pressure compressed air system includes two, three-stage centrifugal air compressors with drying provided by individual refrigerated dryers. One 1,300 hp unit delivers 5,590 to 7,650 scfm of air, while the second, 1,050 hp machine provides 3,770 to 5,530 scfm of air.
The critical nature of glass blowing requires the low-pressure system to maintain stable pressure of 49 psi with a deviation of plus or minus 0.7 psi without fail. Otherwise, too much air could cause significant problems, such as unwanted air bubbles in the glass. Too little air pressure by the slightest of margins would not allow glass bottles to properly form within the IS molding machines.
The high-pressure system features two, 1,000 horsepower (hp), four-stage centrifugal air compressors, each of which delivers 3,280 to 4,340 scfm of compressed air. The system also includes eight, oil-free rotary screw air compressors. Each 340 hp rotary screw air compressor provides up to 1,240 scfm of air. The centrifugal air compressors use desiccant dryers and the rotary screw air compressors use rotary drum dryers to provide a continuous supply of instrument-quality air.
The high-pressure system powers the IS molding machines, as well as the plant’s conveyors and production machines used in the plant’s cold-end packaging operation. Additionally, it supplies air used for the production of wine glasses and vegetable jars in the adjacent glass plant.
Lowering Compressed Air Pressure: What Works in the Plastics Industry – Webinar RecordingDownload the slides and watch the recording of the FREE webcast to learn:
|
Measuring Compressed Air System Performance
The glass manufacturing facility always strove to conserve energy based on its own sustainability goals and those of its customers. A focus on energy conservation drove regular updates to the compressed air system, such as the use of an eight hp blower to provide air to an area of the plant that only needed low-pressure air. The blower, which replaced the need for the compressed air system to provide the air, resulted in energy savings.
Despite ongoing improvements to the system, however, decision-makers knew they could do more to reduce the electrical power consumption of the operation’s compressed air system, sparking the need to more closely monitor and measure the efficiency of the entire system. Yet first and foremost any changes to the system also needed to address the need of optimal plant uptime.
To accurately gauge compressed air waste and improve performance, VPInstruments (https://www.vpinstruments.com/) installed a total of 20 airflow meters on the compressed air system to measure and compare the amount of compressed air produced with the amount of power consumed by the air compressors.
On the rotary screw air compressors, meters were installed on the outlet, just after the built-in drum driers. On the centrifugal machines, the flow meters were installed downstream of their individual desiccant driers. Meters were also installed in key locations of the piping system.
On the low-pressure system, flow meters showed each centrifugal air compressor consistently provided air to the glass-blowing process at a pressure of 49 psi. On the high-pressure system, meanwhile, two centrifugal air compressors operated continuously at full load to provide air at 84 psi. The plant also ran anywhere from three to four rotary screw air compressors in a load/unload fashion to provide additional air needed based on demand. Each rotary screw air compressor operated at approximately 70 to 80 percent load. Together, the high-pressure system provided compressed air at 84 to 87 psi.

Flow meters installed on the glass manufacturer’s compressed air system pointed to energy-savings opportunities.
Further analysis of the low-pressure system showed the system needed attention. Each air compressor operated independently and without load sharing based on input from a single pressure transmitter. As such, one air compressor operated at full load, while the other unit ran at minimum load to provide air needed, resulting in blow-off and wasted energy to prevent the air compressors from entering a surge condition.
An assessment of the high pressure system also revealed additional energy waste. The assessment during one month of normal operation demonstrated a significant number of unloaded hours and start/stops on two of the rotary screw air compressors on the high-pressure system.
Based on the assessment, the glass container manufacturer partnered with Stork (https://www.stork.com/en/) to improve the performance of the compressed air system. Stork, which is a division of the worldwide engineering firm, Flour Corporation, provides brand-independent turbo air compressor air compressor services, including inspection, repair, maintenance, modification and engineering.
Compressed Air Measurement Monthly e-NewsletterIf there is no Compressed Air Flow, Dewpoint, Oil, Pressure and kWh Measurement, how can one effectively manage the system? Content provides “how-to examples” of System Assessments and Technology Profiles of the required instruments. |
System Upgraded Features Air Compressor Booster and Controls
To address the critical need to maintain pressure in the low-pressure system at 49 psi – and at the same time – reduce energy waste associated with the compressed air system, Stork installed a single-stage, 200 hp centrifugal booster air compressor rated to deliver up to 2,400 scfm at 84 psi. It also installed a master controller to allow the compressed air system to work together as a single cohesive network using data supplied by airflow meters and controllers.

The compressed air system’s master controller is used to optimize the performance of the plant’s low- and high-pressure compressed air systems.
Additionally, Stork replaced the single-pressure transmitter with two transmitters on the low-pressure system to better measure air pressure and facilitate load sharing and control of the centrifugal machines. On the same system, it also replaced the controllers on each of the centrifugal air compressors with synchronous controllers. The local controllers are equipped with hour counters to measure blow-off of the centrifugal units.
The new master controller monitors the entire compressed air system and determines where the limits are in the different air compressors and automatically adjusts them to efficiently provide air to both processes, while allowing for stable pressure on the low-pressure system. The booster air compressor, meanwhile, plays an equally vital role in system stability and reliability.
System Delivers Stable and Efficient Air Supply
Today, the two centrifugal air compressors on the low-pressure system run at full load to supply air to the glass-blowing process. In addition, the same machines supply air at 49 psi to the booster air compressor. The booster, which also normally operates at full load, increases pressure from 49 psi to 84 psi and supplies air to the high-pressure compressed air system. Doing so allows the plant to meet the primary objective of maintaining at stable pressure of 49 psi when supplying air to the glass blowing operation since any excess air from the centrifugal air compressors is fed to the booster air compressor. Yet, the new configuration also eliminates blow-off of the centrifugal machines on the low-pressure system since excess air is fed to the high-pressure system.
To further ensure a consistent and reliable supply of compressed air at 49 psi to the glass-blowing operation, Stork installed an emergency valve in the piping system between the high-pressure and low-pressure compressed air systems. The valve allows air to flow from the high-pressure system to the low-pressure system if one of the low-pressure centrifugal air compressors fails or is down for service. All the while, the master controller ensures the air supplied to the glass-blowing operation is maintained at 49 psi, even if it’s supplied by the high-pressure system and the functioning centrifugal air compressor on the low-pressure system.
The upgrade also ensures highly efficient operation of the high-pressure compressed air system. As before, the plant operates the two centrifugal air compressors at full load. However, now with supplemental air from the booster air compressor it only normally needs to run two rotary screw air compressors at near capacity to efficiently and reliably supply air to the high-pressure system feeding the plant’s remaining production processes. If the plant requires even more air, the system will automatically add one or more rotary screw air compressors. Doing so eliminates energy waste created in the past by loading and unloading as many as four rotary screw air compressors to meet the needs of the high-pressure system.
Uptime Plus Energy Savings Equal a Win
The recent compressed air system upgrade allowed the global glass bottling and container manufacturing plant to achieve its No. 1 goal: To ensure a reliable and stable supply of compressed air to its glass-blowing operation – which in turn – further strengthens its ability to profitably produce high quality glass bottles and containers with maximum plant uptime. The upgrade has also allowed the plant to meet an equally important goal of saving energy and costs. To date, the plant saves \$150,000 per year on its energy bill thanks to the newly designed system. The project also delivered a payback of less than two years.
The plant manager at the glass container operation said the ability to measure and monitor the compressed air system was crucial to demonstrating the energy-savings potential to the management team and the value of investing in the system upgrade. Based on the results of the recent compressed air system project, the glass container manufacturer continues working with Stork and VPInstruments to gain additional energy savings through ongoing monitoring and measurement of the compressed air system with an eye toward additional strategies to further optimize system performance.
All photos courtesy of VPInstruments and Stork.
To read more Compressed Air Controls System Assessments articles, please visit www.airbestpractices.com/system-assessments/compressor-controls.



