Large hospitals often use compressed air for important operational related end uses. The systems that produce this air need to supply clean and dry compressed air with a high level of reliability. These systems are not immune to efficiency problems as is the case for any compressed air system. "For these critical types of systems it is very important to reliably maintain a certain minimum air pressure, however, there is typically not enough data available to help accurately size the compressors." says Brent Ehrlich, an independent air systems consultant with Air Services, and a Compressed Air Challenge (CAC) Fundamentals instructor, "Usually, without good data, the only way to be certain that the demand can be consistently met and pressure reliably supported, is to oversize the equipment, often leading to inefficiency."
 |
|
Health Sciences Centre - Central Energy Plant
|
“Having worked in a hospital in maintenance and as a Licensed Stationary Engineer, I know the importance of reliability and air quality but as we stress in the CAC training, it does not have to be at the expense of energy efficiency.” says Joe Ghislain, Manager, Lean Supplier Optimization with the Powertrain division at Ford, and a CAC Advanced instructor, “ This can be accomplished through a number of ways including proper selection and sizing of compressors and/or after treatment of the air including point of use filtering.” The following case study gives an example of right sizing and optimizing a hospital air system and follows some of the principles taught in CAC’s Fundamentals of Compressed Air seminar.
Health Sciences Centre Case Study
The compressed air system at the Health Sciences Centre (HSC) in Winnipeg Manitoba is critical to the operation of the complex of buildings that make up the largest hospital in Manitoba, Canada. Shortly after arriving and taking his new position as Chief Operating Engineer, Gerry Hebert turned his attention to his compressed air system. He had inherited a lubricant free system that incorporated a water-cooled 200 HP centrifugal compressor and some old reciprocating compressors. This system was used to produce the compressed air required for building HVAC controls, laundry equipment, general labs and maintenance shops at the hospital.
The centrifugal compressor had been purchased by the previous chief operating engineer to renew the aging system; formerly supplied by large reciprocating compressors. This compressor was purchased before lubricant free screw compressors were deemed economical, or commonly available, and when the availability of large reciprocating compressors was fading.
After attending a utility sponsored compressed air efficiency course and having some knowledge of the characteristics of centrifugal compressors Gerry started taking note of the variable load profile tracked by the compressed air flow meter at his site. He decided to investigate the annual operating cost of his compressor and the appropriateness of the compressor type. He also wanted to determine the system efficiency. Unfortunately, there were no energy meters tracking the power consumption of his compressors so Gerry turned to his local power utility Manitoba Hydro for assistance in creating a baseline energy figure.
An energy audit of the centrifugal compressor showed while the compressed air demand of the hospital was variable, the power consumption of the compressor was very flat. Calculations showed that the average load was slightly under 300 cfm yet the energy consumption of the system was topping 1,400,000 kWh costing \$68,500 per year in operating costs. The specific power of the compressor alone was averaging a staggering 49 kW per 100 cfm (more than double what would be expected). The compressor also used chilled water that required additional refrigeration energy to produce and the system had non-cycling style refrigerated air dryers installed, increasing the system specific power number to 57 kW/100 cfm.
With the assistance of Manitoba Hydro’s Performance Optimization Program technical support and financial incentives, the HSC was able to purchase an air cooled variable speed drive lubricant free compressor and cycling style refrigerated air dryers that were better able to track the varying loads of the facility. The more efficient system operation, and the removal of the chilled water costs, reduced the system specific power to a more reasonable 18 kW per 100 cfm; saving \$39,500 in annual operating costs, more than half the original costs.
After the initial project was completed HSC staff noted the close proximity of the boiler intake air to the hot air discharged from the compressor coolers and decided to put the heat of compression to good use. Using the heated compressor cooling air is a very effective way of tempering the cold combustion air in winter and adds additional heat to the boiler combustion in summer, increasing boiler efficiency. Previously, the intake air was pre-conditioned with steam heat on colder days. This heat recovery displaces an estimated 37,500 cubic meters of natural gas worth about \$12,000 per year.
In all, the changes to the HSC compressed air system and the heat recovery saved a total of \$51,500 in operating costs. These savings are almost as large as total annual cost to operate the original inefficient system!
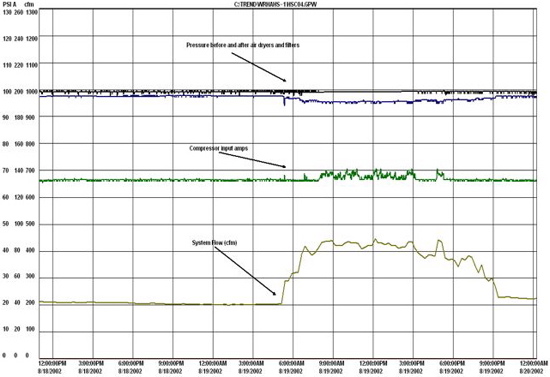
Chart 1 – The original compressor consumes almost constant power due to its poor turndown or part load characteristics. See the middle line on the graph above.
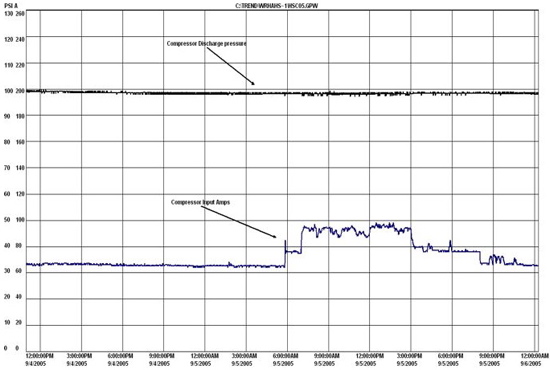
Chart 2 – The new compressor consumes less energy which now tracks the facility flow profile (flow omitted).
|
|
|
“A large majority of the input energy used in compressing air is converted to heat” says Ghislain, “Capturing and reclaiming this waste heat yields a great opportunity to improve efficiency and reduce energy cost. Whether you are utilizing it for space heating, air drying or, as in this case, boiler air makeup, heat recovery can be very cost effective and save you money.” - Joe Ghislain |
Learn about Selecting Compressor Types
Participants in the Compressed Air Challenge’s Fundamentals of Compressed Air training learn the differences in the characteristics of various types of compressors. After completing the course participants would be able to understand why the original compressor in the HSC case study showed very low efficiency and the reason the turn down capability of the new lubricant free screw VSD compressor improved the situation. They learn that centrifugal compressors are excellent choices for systems with flat constant loading near the top of their capacity curves, but are less appropriate if oversized or used alone on a varying profile like HSC’s. “Centrifugals are a great choice for lubricant free air, but only if the demand is large enough to warrant it”, explains Ghislain, “Typically these machines can only turn down 20 to 30%, so any time the base load or even low load goes below this point, the centrifugal will blow off, acting like a large air leak. The longer it stays in this condition, the more energy and dollars wasted.”
The following is an excerpt about centrifugal compressors taken from CAC’s “Best Practices for Compressed Air Systems” (This 325 page manual is available at our bookstore) and the handout material is distributed at our CAC Fundamentals of Compressed Air course.
Centrifugal Compressors
Centrifugal compressors have a characteristic curve of rising pressure as capacity decreases. A limit is reached where surge can take place, a phenomenon where a flow reversal occurs. The most common method of capacity control is to maintain a constant discharge pressure by progressively closing an inlet valve as demand is reduced and pressure tends to rise. This reduces the mass flow through the compressor and also increases the overall pressure ratio. Capacity normally can be reduced from 100 percent capacity to about 70 or 80 percent capacity, with reasonable reduction in energy consumption. A refinement of this method of capacity control is to replace the inlet valve with inlet guide vanes. While restricting the flow of inlet air, the guide vanes also make the air flow in the direction of rotation of the impeller inlet, providing more efficient part-load operation. In both cases, the reduction in capacity is limited to prevent the possibility of surge.
The compressor may continue to compress at the aforementioned 70 to 80 percent minimum allowable capacity. Any excess air is discharged through a blow-off valve, usually to the atmosphere, with no further savings in energy. This mode of operation should be avoided to conserve energy. Alternatively, at the minimum allowable capacity, some compressors may be unloaded, no longer discharging to the system. With the inlet valve closed, these compressors can operate in a load/unload control mode similar to a non-lubricated rotary screw compressor. This is very efficient compared to the use of a blow-off valve, but will require adequate storage capacity to avoid short cycling.
Constant pressure control may be by means of an inlet throttling valve or by more efficient inlet guide vanes. The amount of reduction in capacity is limited by the surge line, where a reversal of flow can occur, and should be avoided. The compressor then can be arranged to discharge excess capacity to atmosphere (which is very wasteful), or to unload.
Compressor Selection
Selection of air compressors and controls must take into account the requirements of the different points of use, the air capacity for each when fully loaded, and the frequency of these requirements. Demands often are intermittent but the “worst case scenario” also must be considered. Standby compressor capacity also must be considered, taking into account the essential nature of an application and the cost of downtime compared with the cost of a spare compressor.
The capacity and load swings will be a major factor in determining the type of compressor chosen. A general rule is that compressors with the best full -load efficiency should be used for continuous base-load type of service. Compressors with good part load efficiency are better suited to swings in load. This means that a compressor(s) with good full load efficiency may be sized for the minimum or average demand, while a compressor(s) with good part load efficiency can be sized to handle the swings in load from minimum or average to the peaks.
For more information visit the Compressed Air Challenge® website.
To read more Syste Assessments articles, visit www.airbestpractices.com/system-assessments.



